Description
ZCF-KURZEINFÜHRUNG:
ZCF PRECISION TECHNOLOGY (SUZHOU) CO., LTD IST EIN PROFESSIONELLER HERSTELLER OFLINEARGUIDE, LINEARMODUL UND KUGELGEWINDETRIEB ETC. SIE BEFINDET SICH IN SUZHOU STADT, JIANGSU, CHINA. THE NEUE FABRIK UMFASST 33333 QUADRATMETER UND HÄLT EINE GEBÄUDEFLÄCHE VON 16000 QUADRATMETERN DERZEIT. MIT ÜBER 10 JAHREN EINSATZ UNSERES GESAMTEN TEAMS. UND AUCH VERTRAUEN UND UNTERSTÜTZUNG VON UNSEREN RESPEKTIERTEN KUNDEN. WIR SIND SO GLÜCKLICH, EINE STARKE MARKE IN CHINA ZU WERDEN, DIE INTERNATIONALE STANDARDPRODUKTE BILDEN. WIR ZIELEN DARAUF AB, KUNDEN WELTWEIT ZU DIENEN.
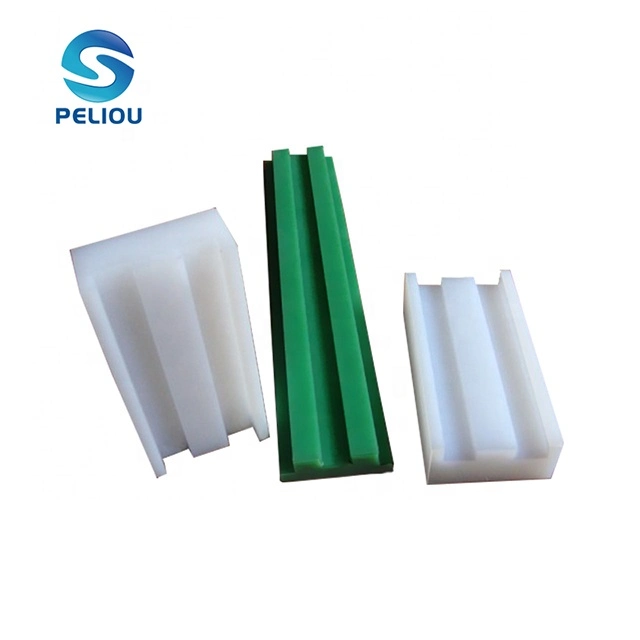
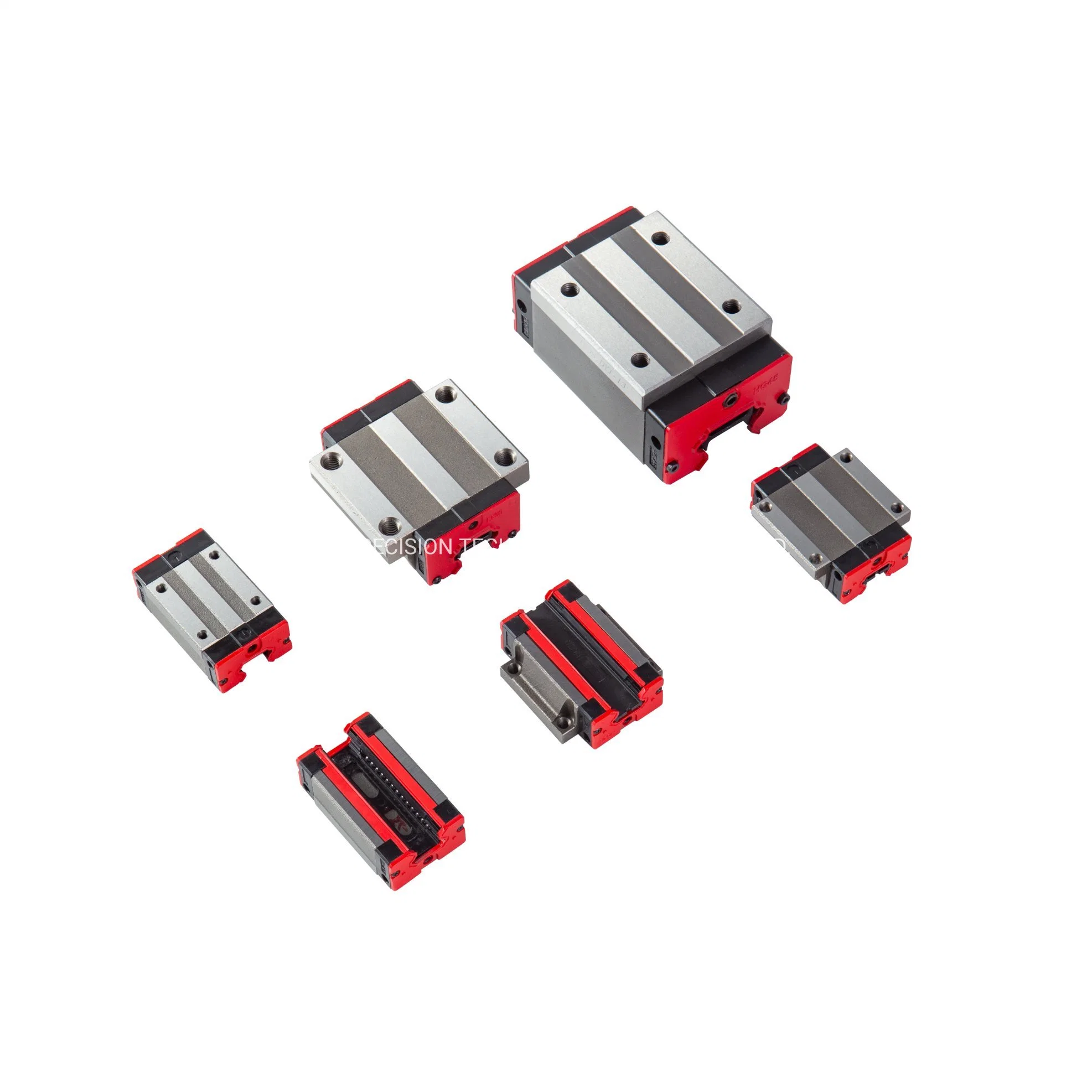
PRODUKTFOTOS:
KAROSSERIESTRUKTUR CH -SERIE: 1. ROLLING ZYKLUS SYSTEM: SCHIEBER, FÜHRUNGSSCHIENE, ENDE ABDECKUNG, STAHLKUGEL, KUGELHALTER;
2. LUBRICATION SYSTEM: ÖLDÜSE UND SCHLAUCHVERBINDUNG
3. STAUBSCHUTZSYSTEM: ÖLABSTREIFER, NEGATIVE STAUBDICHTUNG STAUBDICHTES BLATT, FÜHRUNGSSCHIENE SCHRAUBENABDECKUNG, METALLABSTREIFER
GENAUIGKEITSSTUFE 1. DIE GENAUIGKEIT DER LINEARFÜHRUNGEN DER CH-SERIE KANN IN FÜNF STUFEN UNTERTEILT WERDEN: GEMEINSAM, HOCH, PRÄZISION, SUPERPRÄZISION UND ULTRAPRÄZISION. KUNDEN KÖNNEN DIE GENAUIGKEITSSTUFE ENTSPRECHEND DER GENAUIGKEITSANFORDERUNGEN DER AUSRÜSTUNG WÄHLEN.
2. GENAUIGKEIT DER NICHT AUSTAUSCHBAREN LINEARFÜHRUNG: | MODELL | CH - 25, 30, 35 Einheit: Mm |
| GENAUIGKEITSSTUFE | ALLGEMEIN | HOCH | PRÄZISION | HOHE PRÄZISION | ULTRAPRÄZISE |
| C) | (H) | (P) | (SP) | (NACH OBEN) |
| TOLERANZ VON H | ± 0, 1 | ± 0, 04 | 0- 0, 04 | 0- 0, 02 | 0- 0, 01 |
| TOLERANZ VON N | ± 0, 1 | ± 0, 04 | 0- 0, 04 | 0- 0, 02 | 0- 0, 01 |
| TOLERANZ GEGENSEITIGER H | 0, 02 | 0, 015 | 0, 007 | 0, 005 | 0, 003 |
| TOLERANZ GEGENSEITIGER N | 0, 03 | 0, 015 | 0, 007 | 0, 005 | 0, 003 |
| BEWEGUNGSPARALLELITÄT VON C AUF A | BEWEGUNGSERKENNUNG |
| BEWEGUNGSPARALLELITÄT VON D AUF B | BEWEGUNGSERKENNUNG |
3. BEWEGUNGSGENAUIGKEIT DIAGRAMM
| SCHIENENLÄNGE (mm) | GENAUIGKEITSSTUFE (µm) |
| C | H | P | SP | HOCH |
| ~ | 100 | 12 | 7 | 3 | 2 | 2 |
| 100 ~ | 200 | 14 | 9 | 4 | 2 | 2 |
| 200 ~ | 300 | 15 | 10 | 5 | 3 | 2 |
| 300 ~ | 500 | 17 | 12 | 6 | 3 | 2 |
| 500 ~ | 700 | 20 | 13 | 7 | 4 | 2 |
| 700 ~ | 900 | 22 | 15 | 8 | 5 | 3 |
| 900 ~ | 1.100 | 24 | 16 | 9 | 6 | 3 |
| 1.100 ~ | 1.500 | 26 | 18 | 11 | 7 | 4 |
| 1.500 ~ | 1.900 | 28 | 20 | 13 | 8 | 4 |
| 1.900 ~ | 2.500 | 31 | 22 | 15 | 10 | 5 |
| 2.500 ~ | 3.100 | 33 | 25 | 18 | 11 | 6 |
| 3.100 ~ | 3.600 | 36 | 27 | 20 | 14 | 7 |
| 3.600 ~ 4.000 | 37 | 28 | 21 | 15 | 7 |
AUSWAHLKRITERIEN
1. PRODUKTANWENDUNGEN:
L 187, S. 1) CH-SERIE: SCHLEIFMASCHINE, FRÄSMASCHINE, DREHMASCHINE, BOHRMASCHINE, INTEGRIERTE BEARBEITUNGSMASCHINE, EDM-MASCHINE, BOHRMASCHINE, DRAHTSCHNEIDEMASCHINE, PRÄZISION
L 187, S. 2) CE-SERIE: INDUSTRIELLE AUTOMATISIERUNG MASCHINEN, HALBLEITERMASCHINEN, LASER-GRAVIERMASCHINE, VERPACKUNGSMASCHINE;
L 187, S. 3) CGN/CGW-SERIE: DRUCKER, MASCHINENARM, ELEKTRONISCHE INSTRUMENTE UND HALBLEITERGERÄTE.
2. AUSWAHL DER GENAUIGKEITSSTUFE:
DIE STUFEN C, H, P, SP UND UP HÄNGEN VON DEN ANFORDERUNGEN AN DIE GENAUIGKEIT DER AUSRÜSTUNG AB. 3. AUSWAHL DER GRÖSSE:
L 187, S. 1) NACH ERFAHRUNG;
L 187, S. 2) LADESTATUS;
L 187, S. 3) WENN DIE LINEARFÜHRUNG IN VERBINDUNG MIT DER KUGELSCHRAUBE VERWENDET WIRD, WÄHLEN SIE EINE ÄHNLICHE GRÖSSE WIE DER AUSSENDURCHMESSER DER SCHRAUBE. WENN DER AUSSENDURCHMESSER DER SCHRAUBE 35 MM BETRÄGT, WÄHLEN SIE CH35.
4. BERECHNUNG DER MAXIMALEN BELASTUNG DES SCHIEBEREGLERS:
L 187, S. 1) BERECHNUNG DER MAXIMALEN ÄQUIVALENTEN LAST EINES EINZELNEN SCHIEBEREGLERS MIT BEZUG AUF DIE LASTBERECHNUNGSTABELLE
L 187, S. 2) BESTÄTIGUNG, DASS DER STATISCHE SICHERHEITSFAKTOR DER AUSGEWÄHLTEN GERADEN FÜHRUNG DEN IN DER TABELLE DES STATISCHEN SICHERHEITSFAKTORS AUFGEFÜHRTEN WERT ÜBERSCHREITEN SOLLTE
SCHMIERUNG:
WENN DIE LINEARFÜHRUNG NICHT ORDNUNGSGEMÄSS GESCHMIERT WIRD, ERHÖHT SICH DIE REIBUNG DER ROLLTEILE UND DIE LANGFRISTIGE NUTZUNG WIRD DER HAUPTGRUND FÜR DIE VERKÜRZUNG DER LEBENSDAUER. SCHMIERSTOFFE BIETEN FOLGENDE FUNKTIONEN:
(1). REIBUNG VON ROLLTEILEN VERRINGERN, VERBRENNUNGEN VERMEIDEN UND VERSCHLEISS VERRINGERN;
(2). DIE BILDUNG VON ÖLFILM ZWISCHEN WALZFLÄCHE UND WALZFLÄCHE KANN DIE LEBENSDAUER DES ROLLENS VERLÄNGERN;
(3). ROST WIRD VERHINDERT.
1. SCHMIERFETT:
JEDE GRUPPE VON LINEARFÜHRUNGEN KANN MIT LITHIUM-SOAP-BASIERTEM FETT ABGEDICHTET WERDEN, UM DIE RILLENBAHN VOR DEM VERLASSEN DES WERKS ZU SCHMIEREN. OBWOHL DAS FETT NICHT LEICHT ZU VERLIEREN IST, UM EINE UNZUREICHENDE SCHMIERUNG DURCH SCHMIERVERLUST ZU VERMEIDEN, WIRD EMPFOHLEN, DASS KUNDEN DAS FETT BEI EINER ENTFERNUNG VON 100 KM NOCH EINMAL ERGÄNZEN. ZU DIESEM ZEITPUNKT KANN FETT ÜBER DIE AM SCHIEBER ANGEBRACHTE ÖLDÜSE IN DEN SCHIEBER EINGESPRITZT WERDEN. SCHMIERFETT IST GEEIGNET FÜR SITUATIONEN, IN DENEN DIE DREHZAHL NICHT MEHR ALS 60 M/MIN BETRÄGT UND DIE KÜHLWIRKUNG NICHT ERFORDERLICH IST.
T: ÖLEINSPRITZFREQUENZ (Stunde); Ve: GESCHWINDIGKEIT (m/min) 2. ÖL-(ÖL-)SCHMIERUNG:
ES WIRD EMPFOHLEN, DASS KUNDEN SCHMIERÖL MIT EINER KONSISTENZ VON CA. 32-150 CST VERWENDEN, UM LINEARFÜHRUNGEN ZU SCHMIEREN. ZCF KANN DIE SCHLAUCHVERBINDUNG AN DER URSPRÜNGLICHEN POSITION DER ÖLABLASSDÜSE GEMÄSS DEN KUNDENANFORDERUNGEN INSTALLIEREN, SODASS DER KUNDE NUR DIE VOREINGESTELLTEN SCHLÄUCHE DER MASCHINE AN DIE SCHLAUCHVERBINDUNG ANSCHLIESSEN MUSS. DER VERLUST VON SCHMIERÖL IST SCHNELLER ALS DER VON SCHMIERFETT. BEI DER VERWENDUNG MUSS AUF DIE EIGNUNG DER ÖLVERSORGUNG GEACHTET WERDEN. WENN EINE UNZUREICHENDE SCHMIERUNG LEICHT ZU EINEM ABNORMALEN VERSCHLEISS DER LINEARFÜHRUNGEN FÜHRT UND DEREN LEBENSDAUER VERRINGERT, WIRD EMPFOHLEN, DASS DIE SCHMIERÖLFREQUENZ ETWA 0, 3 CM3/H BETRÄGT. KUNDEN KÖNNEN ES ENTSPRECHEND IHRER NUTZUNGSBEDINGUNGEN VERWENDEN. SCHMIERÖL IST FÜR VERSCHIEDENE LASTEN UND GESCHWINDIGKEITEN GEEIGNET, ABER WEGEN SEINER FLÜCHTIGKEIT NICHT FÜR HOCHTEMPERATURSCHMIERUNG GEEIGNET.
STAUBGESCHÜTZTES GERÄT (OPTIONEN) 1. STAUBDICHTE GERÄTECODE :
WENN SIE DIE FOLGENDEN STAUBDICHTEN GERÄTE BENÖTIGEN, FÜGEN SIE BITTE DEN CODE NACH DEM PRODUKTMODELL HINZU.
INSTALLATION DER LINEARFÜHRUNG
DIE EINBAUMETHODE DER LINEARFÜHRUNG MUSS ENTSPRECHEND DEM BETRIEBSZUSTAND DER MASCHINE EINGESTELLT WERDEN, WIE Z. B. DEM SCHWINGUNGSGRAD UND DER AUFPRALLKRAFT, DER ERFORDERLICHEN LAUFGENAUIGKEIT UND DER BEGRENZUNG DER MASCHINE. BEI DER PAARUNG NICHT AUSTAUSCHBARER LINEARFÜHRUNGEN, DABEI IST AUF DIE DIFFERENZ ZWISCHEN DER REFERENZSCHIENE UND DER ANGETRIEBENEN SCHIENE ZU ACHTEN. DIE GENAUIGKEIT DES BEZUGSPEGELS AUF DER SEITE DER BEZUGSPUNKTSCHIENE IST HÖHER ALS DIE DER ANGETRIEBENEN SCHIENE, SO DASS SIE ALS STÜTZFLÄCHE FÜR DIE BETTMONTAGE VERWENDET WERDEN KANN. DIE REFERENZSCHIENE IST MIT MA GEKENNZEICHNET, WIE IN DER ABBILDUNG DARGESTELLT.
1. BEFESTIGUNGSMETHODEN
WENN DAS BETT VIBRATIONEN UND STÖSSEN AUSGESETZT IST, KÖNNEN FÜHRUNGSSCHIENE UND SCHIEBER VON DER URSPRÜNGLICHEN FESTEN POSITION ABWEICHEN UND DIE GENAUIGKEIT BEEINTRÄCHTIGEN. UM EINE ÄHNLICHE SITUATION ZU VERMEIDEN, WIRD EMPFOHLEN, DIE VIER UNTEN AUFGEFÜHRTEN FESTEN WEGE ZUR BEFESTIGUNG DER FÜHRUNGSSCHIENE UND DES SCHIEBEREGLERS ZU VERWENDEN, UM DIE GENAUIGKEIT DER MASCHINE ZU GEWÄHRLEISTEN.
2. MONTAGE DER LINEARSCHIENE:




 Complaint
Complaint