
 Complaint
Complaint

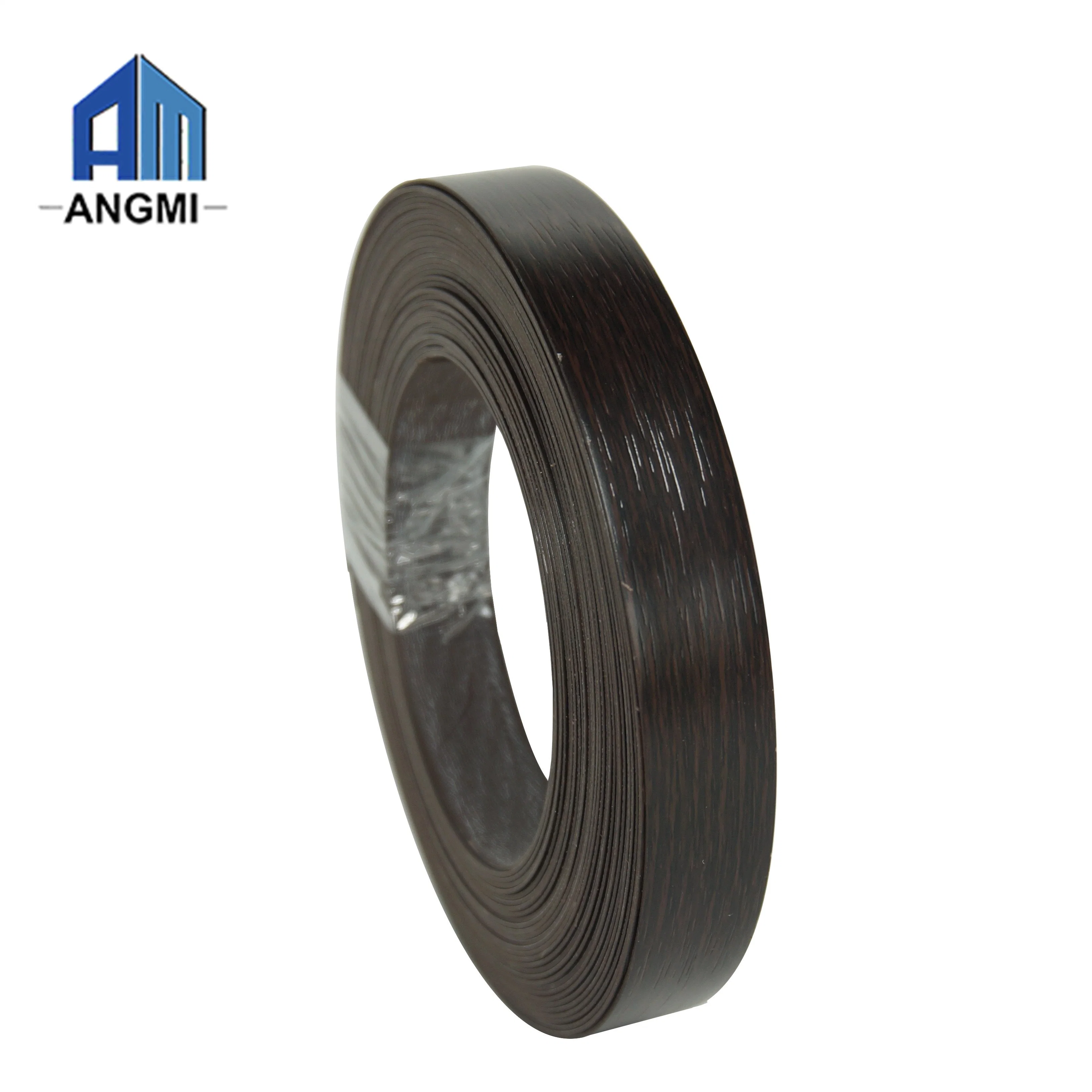
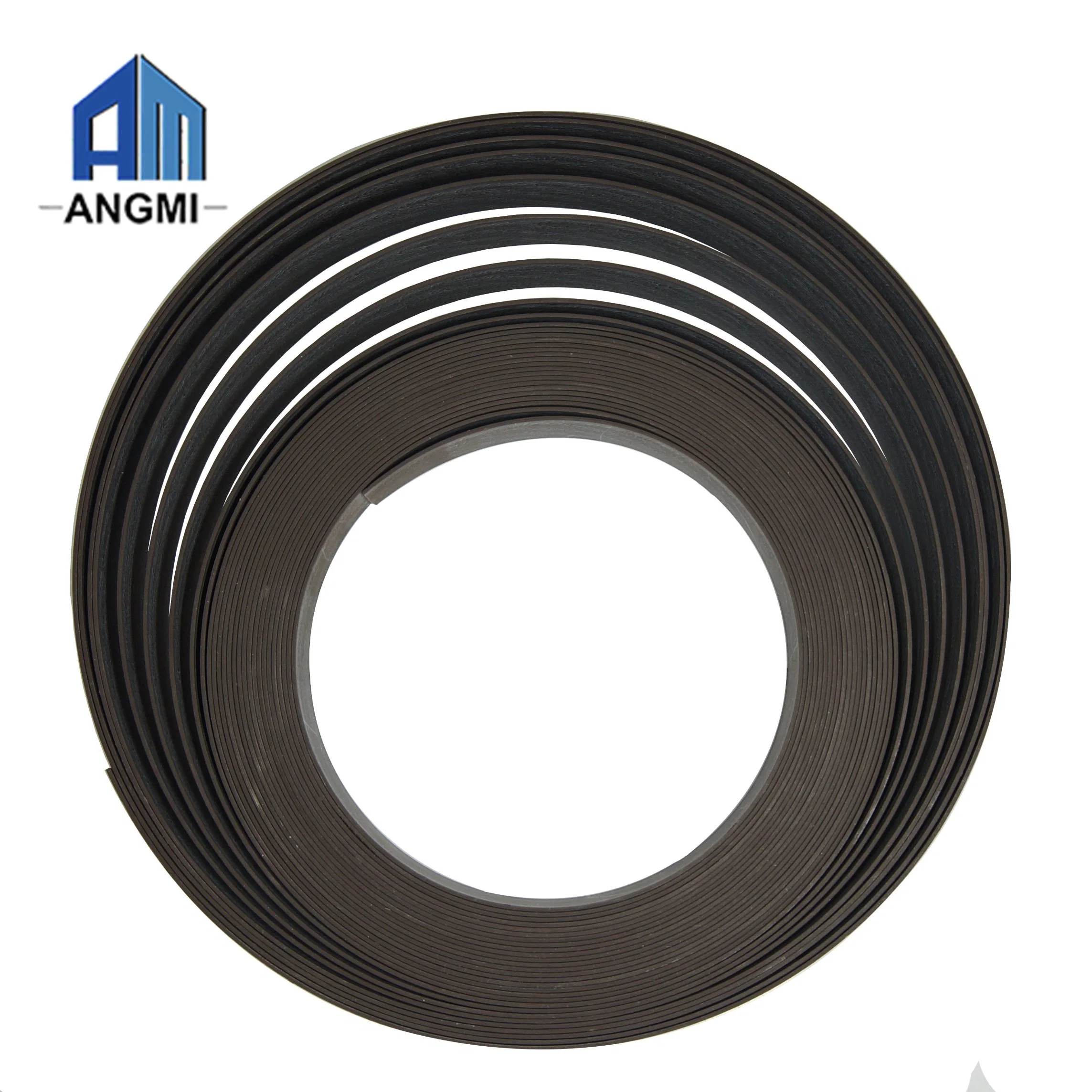
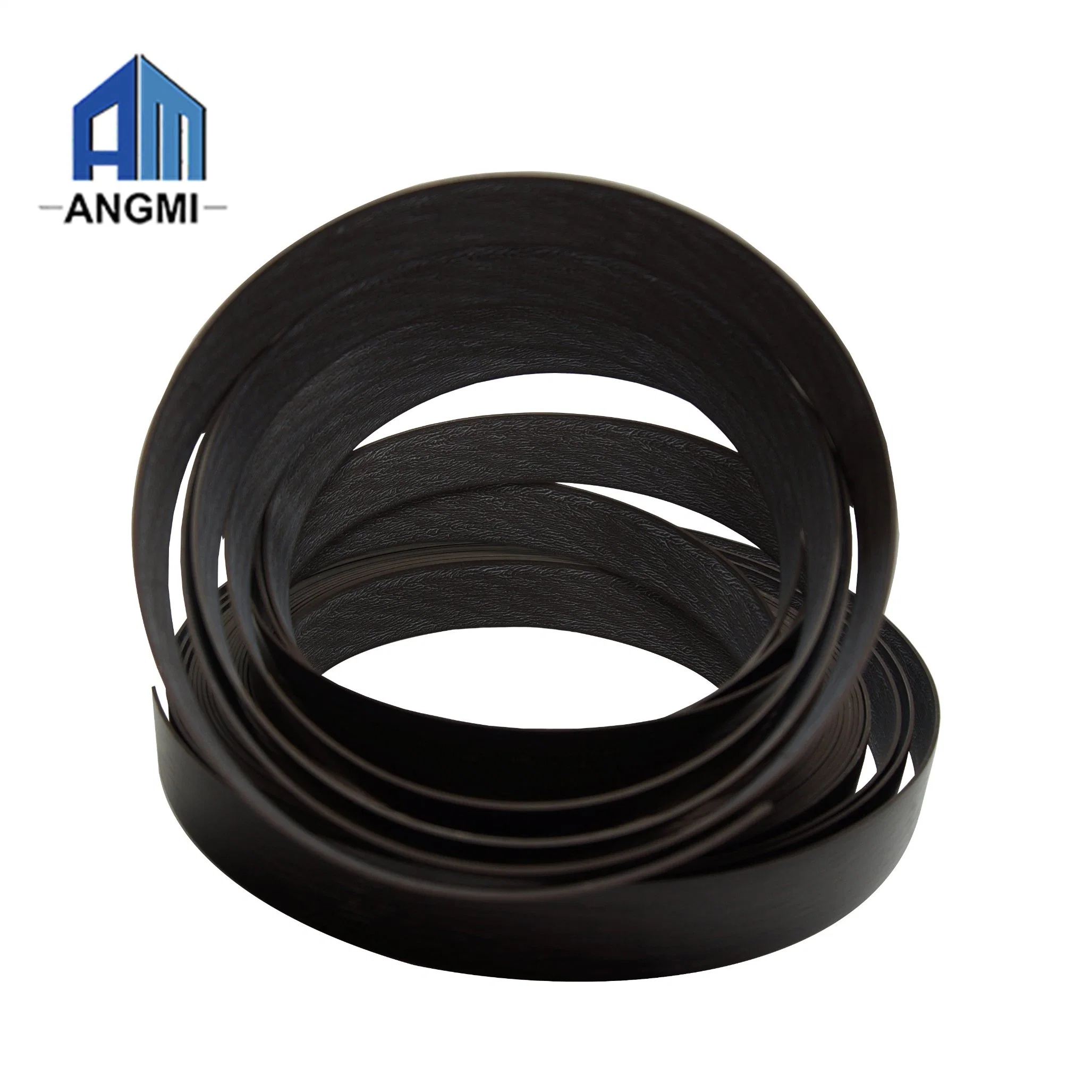
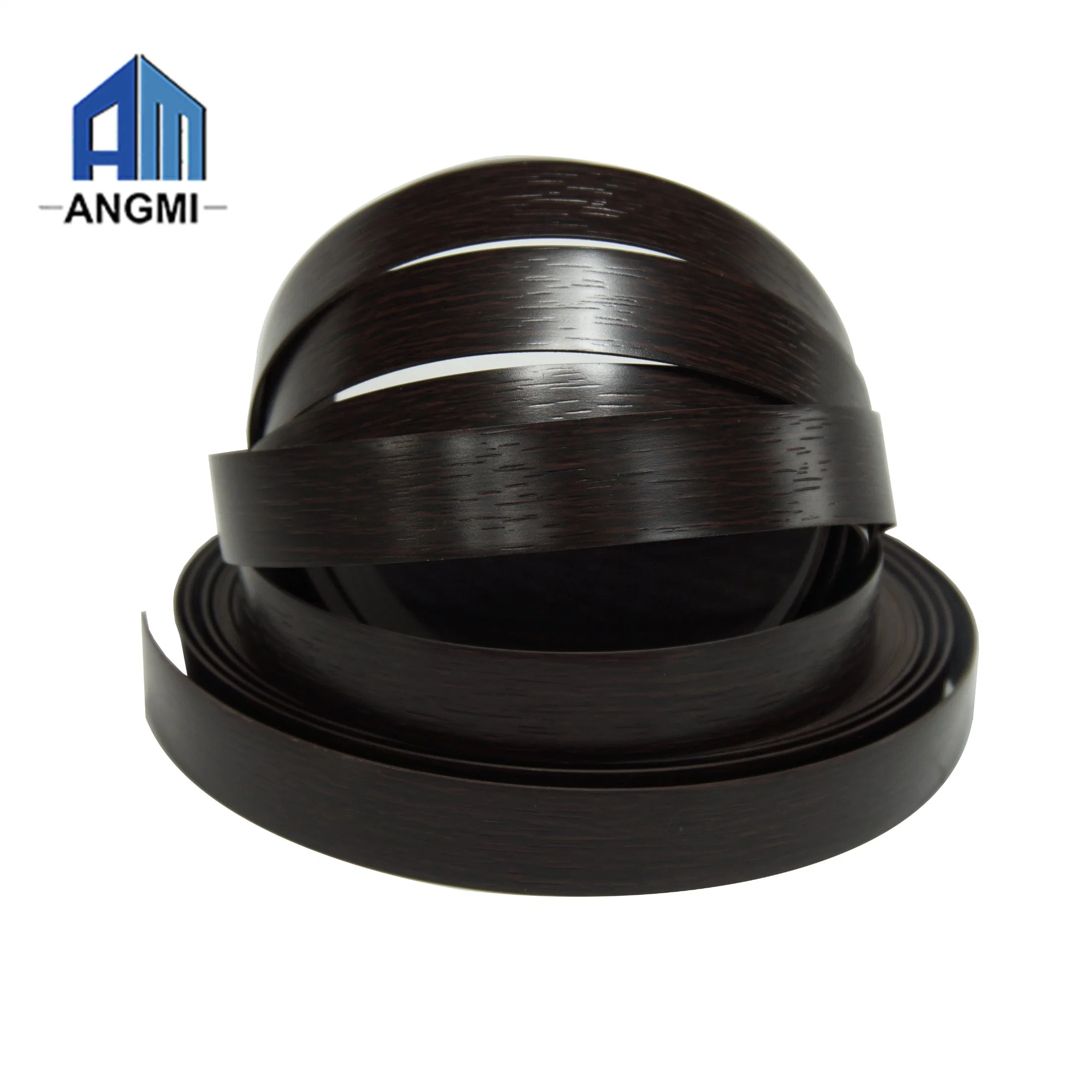
| Material | Das Hauptbauteil der Belü Ftung-Randstreifenbildung ist Polyvinylchlorid. Polyvinylchloridharz (Kurbelgehä Use-Belü Ftung) wird als der hauptsä Chlichrohstoff verwendet. Passende Menge Kalziumkarbonat, anti-aging Agens, Modifizierfaktor, etc. Dann hinzufü Gen |
| Stä Rke | 0.4mm - 5mm, kundenspezifische Grö ß En kö Nnen organisiert werden |
| Breite | 9mm - 80mm, kundenspezifische Grö ß En kö Nnen organisiert werden |
| Lä Nge (pro Rolle) | 100m, 200m |
| Oberflä Chenfarbe | Des Shine, glatten, geprä Gten etc. Des hö Lzernen Kornes, des Normallacks, (jeder mö Glicher Entwurf/Farbe ist. Erhä Ltlich) |
| Ende | Hohes glattes, hell, Matt, SuperMatt, gemasert |
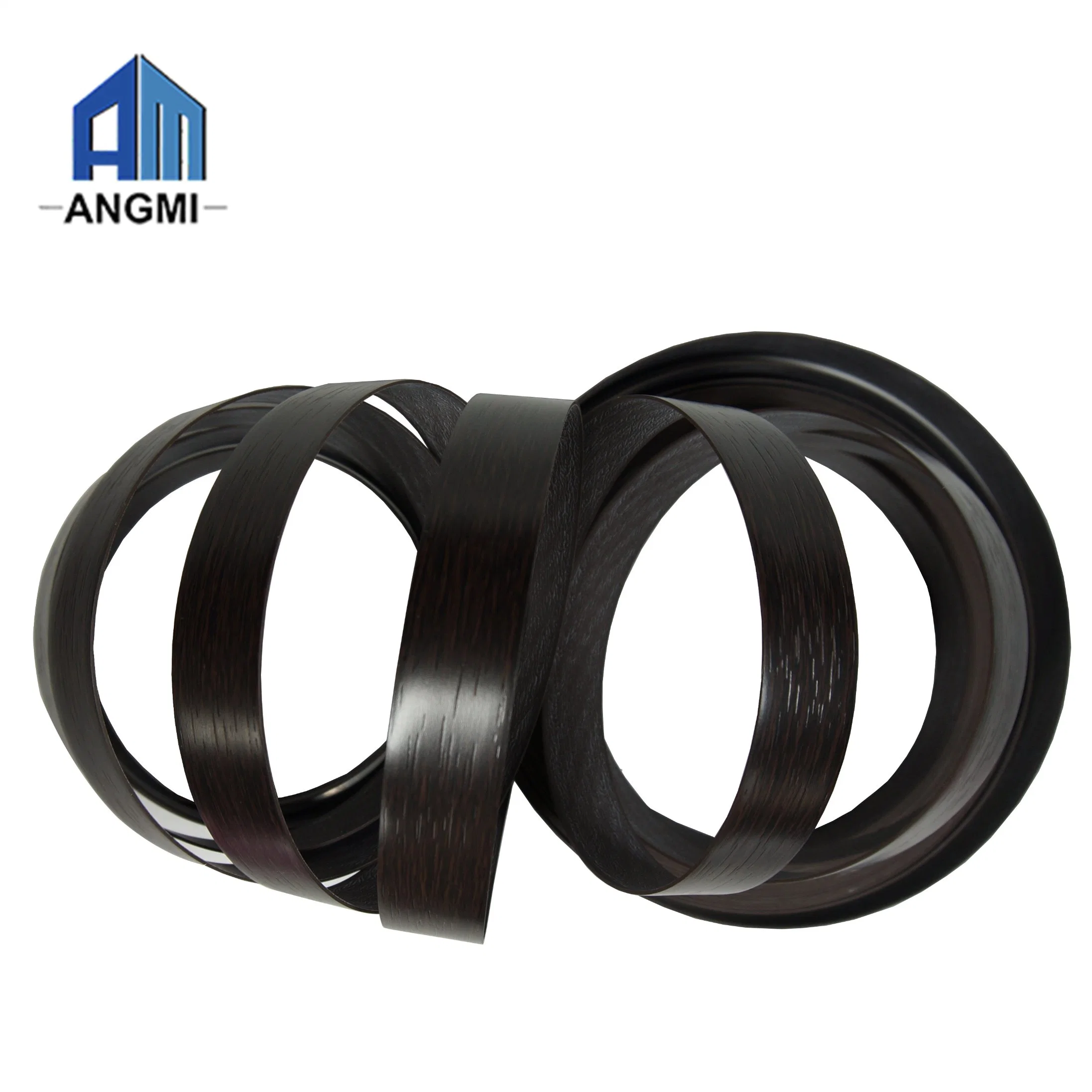
| Anwendung | Mö Bel-Teile, Mö Bel-Zubehö R, Kü Cheschrank, Tisch, unterrichtendes Gerä T, Labor, Innenarchitektur und andere Aufbaudekorationen |
| Temperatur | Hochtemperatur- und niedriges temperaturbestä Ndiges |
| Merkmale | Nicht-Farbe Variante nachdem Zutat und dem Polieren |
| Starke Masseverbindungstä Rke | |
| Ü Berlegene Haltbarkeit und Wearability | |
| Ausgezeichnete helle Stabilitä T | |
| Fleck und chemischer Widerstand | |
| Schwermetall geben frei | |
| Phthalate geben frei | |
| Kein weiß Werdener Druck | |
| Verpacken | Geschü Tzt mit Schaumkunststoff und im Karton verpackt |
| Zubehö Rfä Higkeit | 9000, 000m pro Monat |
| MOQ | 5000 Meter |
| Verschiffen-Dattel | 15 Tage, nachdem die Vorauszahlung oder das L/C empfangen worden sind |
| Zahlungs-Ausdrü Cke | TT oder L/C am Anblick |
| Belü Ftung-Randstreifenbildung wird in einige Anteile entsprechend dem Verhä Ltnis des hinzugefü Gten Belü Ftung-und Kalziumkarbonats unterteilt Wenn der Anteil Kalziumkarbonat hoch ist-, sind die physikalischen Eigenschaften instabil, ist die PCV Randstreifenbildung leicht und zu verblassen Farbe gebrochen. Die hochwertige Belü Ftung-Randstreifenbildung, wegen des hohen Anteils der Belü Ftung-Bauteile, Produktstabilitä T ist sehr hoch, dann ist sie nicht leicht und zu verblassen Farbe gebrochen Die Qualitä T der Belü Ftung-Randstreifenbildung wird im Allgemeinen in den folgenden Aspekten reflektiert: 1. Die Oberflä Che ist, keine Luftblasen, keine Zeilen glatt, und der Glanz ist gemä ß Igt; 2. Die Oberflä Che und die Rü Ckseite sind flach, Uniform in der Stä Rke und Uniform in der Breite; 3. Die Hä Rte ist angemessen das stä Rker, das hö Her die Elastizitä T, das besser die Qualitä T und die Verschleiß Festigkeit; 4. Der rü Ckseitige Behandlungagens ist transparent oder weiß , und die Beschichtung sollte konstant sein. Wenn sie nicht richtig gehandhabt wird, ergibt sie niedrige Adhä Sion und sogar nicht imstande, nach der Randstreifenbildung verpfä Ndet zu werden; 5. Die Farbe jedes Stapels der Randstreifenbildung sollte so gleich bleibend sein, wie mö Glich Das kleiner der Farbenunterschied der verschiedenen Stapel, das besser die Qualitä T; 6. Kein Rü Ckstand und Abstä Nde bei der Zutaten und dem Schnitt |
| 1. Meistens das hö Her die Temperatur, das besser die Bondstä Rke. Es wird empfohlen, um Medium und heiß En Schmelzhochtemperaturkleber fü R beste Resultate so viel wie mö Glich zu verwenden 2. Manuelle RandBanderoliermaschine oder halbautomatische RandBanderoliermaschine werden nicht, weil es keine Polierfunktion gibt, es wird empfohlen, manuell zu polieren, um den Zutateffekt sicherzustellen empfohlen 3. Wä Hrend des Prozesses des Gebrauches, wenn die Kleberzeile zu stark ist, oder es ü Berlaufend und zeichnend gibt, ist es notwendig, die Geschwindigkeit der RandBanderoliermaschine und die Temperatur des heiß En Schmelzklebers einzustellen 4. Wenn die Oberflä Che des Randstreifenbildungsbandes leicht durch das Gerä T wä Hrend des Randdichtungsprozesses gelö Scht wird, wird die Oberflä Che des Randstreifenbildungsbandes nicht richtig behandelt und ist unqualifiziert 5. Bei der Anwendung der Randstreifenbildung, wenn die Dichtung nicht auftritt, zu gefallen ü Berprü Fen, ob die Innentemperatur und die heiß E Schmelztemperatur korrekt sind- (kein weniger als 18° C) oder die Geschwindigkeit der RandBanderoliermaschine ist zu langsam |