
 Complaint
Complaint

Leistung des Ganzen Maschine | Gerätetyp | Einheit | TAT-800 | |
Rumpf | Host -Größe (Länge * Breite * Höhe) | Mm | 2410*2060*2250 | |
| Gesamtgewicht | Kg | 3800 | ||
| Umgebung | Größe der Werkbank (Breite x Länge) | Mm | 1180*750 | |
Reisen | X-Achse fahren | Mm | 630 | |
| Y-Achse fahren | Mm | 800 | ||
| Z-Achse fahren | Mm | 300 | ||
CNC -Stromversorgung | Impulsbreite | USA | 1-250 | |
| Drahtgeschwindigkeit | 0-3 | |||
| Schnittnummer | Zeit | 1-7 | ||
| Mini Mechanical Driving Equivalent | Äh | 1 | ||
| Pulsauflösung | Äh | 0,4 | ||
Verarbeitungskapazität | Spindelhub (elektrisch verstellbar) | Mm | 250 | |
| Max. Schnittneigung /Werkstückdicke | 6~30/80mm | |||
| Max. Tragfähigkeit der Werkbank | Kg | 1200 | ||
Bearbeitungsgenauigkeit | Positionsgenauigkeit X/Y | Mm | ≤0,01 | |
| Wiederholte Positioniergenauigkeit X/Y | Mm | ≤0,005 | ||
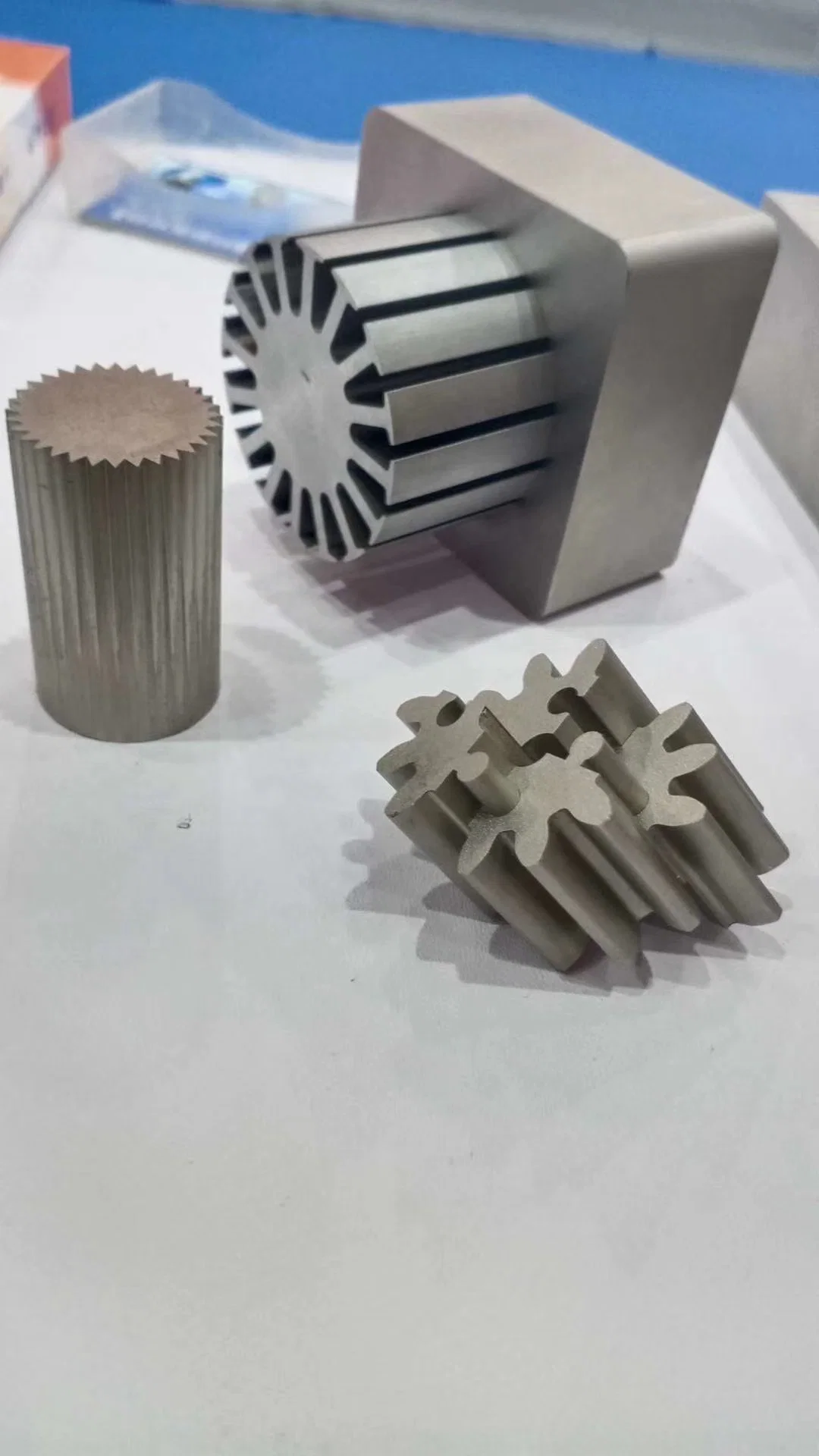
Schnittgenauigkeit mit mehreren Werkzeugen | Mm | ≤0,005( 40mm, Schnitt eins und Reparatur zwei. MaterialSKD11orCr12,HRC58) | ||
| Optimale Oberflächenrauheit | Äh | RA≤1,0(MaterialSKD11 oder Cr12,HRC58) | ||
| Maximale Schneidleistung | mm2/min | ≥220 | ||
| Gemeinsame Schneidleistung | mm2/min | ≥140 | ||
| Max. Aktuell Wird Verarbeitet | A | ≥6-8 | ||
| Verarbeitung Effizienz | Leerlaufspannung der Stromversorgung für die Bearbeitung | V | 100 | |
| Stromverbrauch | KW | ≤2,3 | ||
| Drahtfahrsystem | Elektrodendrahtdurchmesser | Mm | ∮0,12 bis∮0,2 | |
| Fahrgeschwindigkeit des Drahtfasses | Frequenzregelung | |||
| Anzugsmethode | Automatisches beidsches Anziehen | |||
| Fahrgeschwindigkeit des Kabels | M/s | 3-12 | ||
Nut | Filtergenauigkeit | Äh | <10 | |
| Filtermodus | Langsame Filtration | |||
| Arbeitsflüssigkeit | Spezielle Schneidflüssigkeit | |||
| Umwelt und Elektrizität | Stromversorgung | 380V±10 % / 50/60Hz / 2kVA | ||
| Temperatur | T15-30ºC / humidity40-80% | |||
| Druck | kpa | 86-106kPa |