Complaint
Complaint

Die Ultraschall-Vibrationsbearbeitung ist eine effiziente Schnitttechnik für schwer tomachine Materialien. Es wird festgestellt, dass der USM-Mechanismus von diesen wichtigen Parametern beeinflusst wird.
Amplitude der Werkzeugoszillation (A0)
Frequenz der Werkzeugoszillation(f)
Werkzeugmaterial
Art des Schleifmittels
Korngröße oder Korngröße der Schleifmittel - d0
Vorschubkraft - F
Kontaktfläche des Werkzeugs - A
Volumenkonzentration von Schleifmittel in Wasserschlämme - C
Verhältnis Werkstückhärte zu Werkzeughärte; λ=σw/σt
| Element | Parameter |
| Abrasiv | Borcarbid, Aluminiumoxid und Siliziumkarbid |
| Körnung (d0) | 100 - 800 |
| Schwingungsfrequenz (f) | 19 - 25 kHz |
| Schwingungsamplitude (A) | 15 - 50 µm |
| Werkzeugmaterial | Weiche Titan-Legierung aus Stahl |
| Verschleißverhältnis | Wolfram 1,5:1 und Glas 100:1 |
| Spaltüberschnitt | 0,02-0,1 mm |
Die Ultraschallbearbeitung ist dagegen ein nicht-thermisches, nicht-chemisches und nicht-elektrisches Bearbeitungsprozess, bei dem die chemische Zusammensetzung, die Materialmikrostruktur und die physikalischen Eigenschaften des Werkstücks unverändert bleiben. Manchmal auch als Ultraschall-Schlagschleifen (UIG) oder Vibrationsschneiden bezeichnet, kann der um-Prozess verwendet werden, um eine breite Palette von komplizierten Eigenschaften in modernen Materialien zu erzeugen.
UM ist ein mechanisches Verfahren zur Materialentfernung, das sowohl für die Bearbeitung leitfähiger als auch nichtmetallischer Materialien mit Härten von mehr als 40 HRC (Rockwell-Härte gemessen in der C-Skala) verwendet werden kann. Der um-Prozess kann zur Bearbeitung von Präzisions-Mikromerkmalen, runden und ungeraden Löchern, Blindhöhlen und OD/ID-Merkmalen verwendet werden. Mehrere Merkmale können gleichzeitig gebohrt werden, wodurch sich die Gesamtbearbeitungszeit oft erheblich verkürzt.
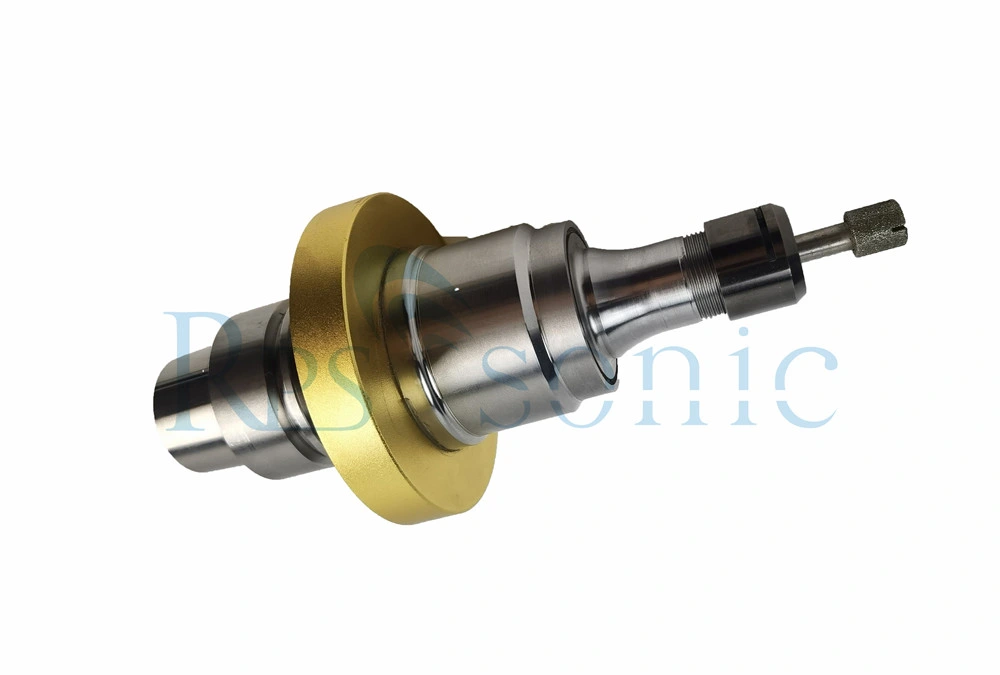
Die hochfrequente Energie mit niedriger Amplitude wird an die Werkzeugbaugruppe übertragen. Zwischen Werkzeug und Werkstück fließt ein ständiger Strahl abrasiver Gülle. Das vibrierende Werkzeug, kombiniert mit der abrasiven Gülle, schürt das Material gleichmäßig ab und hinterlässt ein genaues, umgekehrtes Bild der Werkzeugform. Das Werkzeug kommt nicht mit dem Material in Berührung, nur die Schleifkörner berühren das Werkstück.
Im um-Prozess wird ein niederfrequentes elektrisches Signal an einen Wandler angelegt, der die elektrische Energie in hochfrequente (~20 kHz) mechanische Schwingungen umwandelt (siehe Abbildung 2). Diese mechanische Energie wird an eine Hupe und Werkzeugbaugruppe übertragen und führt zu einer unidirektionalen Vibration des Werkzeugs bei der Ultraschallfrequenz mit einer bekannten Amplitude. Die Standardamplitude der Vibration ist normalerweise weniger als 0,002 Zoll Die Leistung für diesen Prozess liegt im Bereich von 50 bis 3000 Watt. Druck wird auf das Werkzeug in Form einer statischen Belastung ausgeübt.
Zwischen Werkzeug und Werkstück fließt ein ständiger Strahl abrasiver Gülle. Häufig verwendete Schleifmittel sind Diamant, Borcarbid, Siliziumkarbid und Aluminiumoxid, und die Schleifkörner werden in Wasser oder einer geeigneten chemischen Lösung suspendiert. Zusätzlich zur Bereitstellung von Schleifkorn in die Schneidzone wird die Gülle verwendet, um Rückstände zu entfernen. Das vibrierende Werkzeug, kombiniert mit der abrasiven Gülle, schürt das Material gleichmäßig ab und hinterlässt ein genaues, umgekehrtes Bild der Werkzeugform.
Die Ultraschallbearbeitung ist ein loser Schleifprozess, der eine sehr geringe Kraft auf das Schleifkorn erfordert, was zu einem reduzierten Materialbedarf und minimalen bis keinen Oberflächenschäden führt. Die Materialabscheidung während des um-Prozesses lässt sich in drei Mechanismen einteilen: Mechanischer Abrieb durch direktes Hämmern der Schleifpartikel in das Werkstück (Major), Mikrosplittern durch den Einfluss der freilaufenden Schleifmittel (Moll) und Kavitation-induzierte Erosion und chemische Wirkung (Moll).2
Die Abtragsraten und die Oberflächenrauheit der bearbeiteten Oberfläche hängen von den Materialeigenschaften und Prozessparametern ab, einschließlich der Art und Größe des verwendeten Schleifkorns und der Schwingungsamplitude sowie der Porosität, Härte und Zähigkeit des Materials. Generell ist die Abtragsrate bei Materialien mit hoher Werkstoffhärte (H) und Bruchzähigkeit (KIC) geringer.