Description
Produktinformationen: | Technische Parameter |
| Größe der Formbox (Länge x Breite x Höhe) 66QX54QX20 - 24 0mm | 66QX54QX20 - 24 0mm |
| Anzahl der Formblöcke (Je nach Größe der Steine) Abstandshalter | Pad: 20-00 Stück/Modul
Pflaster Ziegel: 20 Stück / Form
Gemischte Erdblöcke: 3-20 Blöcke l Form |
|
|
| Auslegung der Produktionskapazität (abhängig von der Ziegelgröße) |
Pads: 3,5-150.000 Yuan/Klasse
Pflaster Steine: 0,8-30.000 Stück/Schicht
Gemischte Bodenblöcke: 0,6-35.000 Blöcke/Klasse
200 Stützleisten: RMB 50.000/Klasse |
|
|
|
| Schwingungsfrequenz | 00 Mal/min - - 6100 Mal/min |
| Vibrationskraft | Etwa 22KN |
| Vibrationsleistung | Y132S 1-12N =6KW |
| Ölpumpe | CD32 Level oder so, Q=40 n.Jr, P=!Om p a |
| Zylinder oben | 80 X300 Stabdurchmesser 32 |
| Seitenzylinder | 63 x250 Stabdurchmesser 32 |
| Nenndruck des Hydrauliksystems | 27,5 MPa |
| Installierte Kapazität | 14,5kw |
| Spezifikationen der Palette | 680 X535 Xi 5 bis 30mm |
| Gewicht der gesamten Maschine | Etwa 4800kg |
| Gesamtabmessungen der Maschine | Etwa 6000 x 3500 X2300mm |
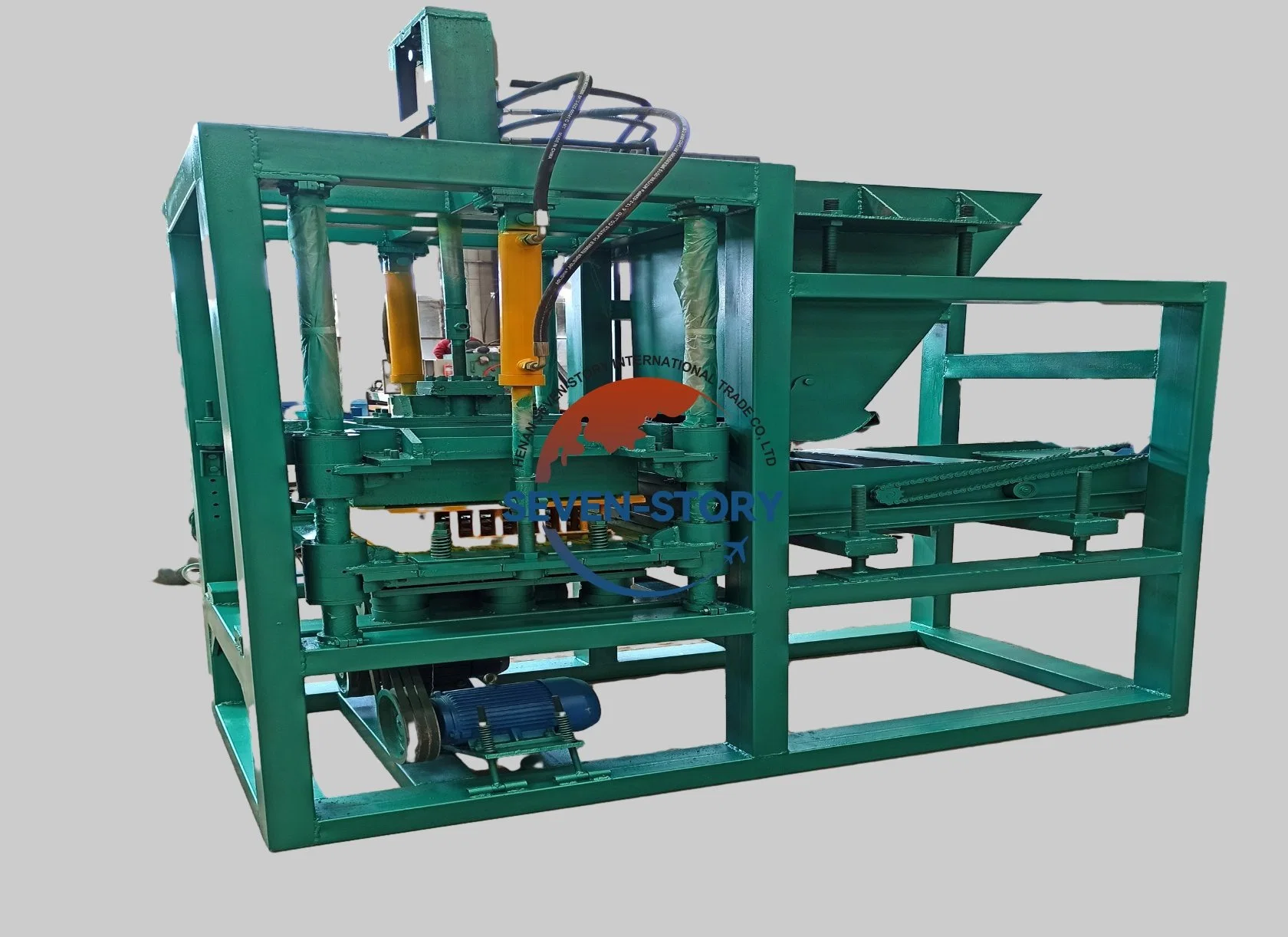
Produktbeschreibung:Formgebung Prinzip und Eigenschaften: QTY3-15 multifunktionale Block Formmaschine ist ein neues Produkt, das Hydraulikdruck und Vibration kombiniert. Es verwendet hauptsächlich Hydraulikzylinder, um die Fütterung, Druck und Schimmel Ausschleusung Aktionen abzuschließen, und gibt eine bestimmte Menge an Druck. Der motorgetriebene Vibrationsmechanismus, der unter der Hauptmaschine installiert ist, vibriert mit hohen Frequenzen. Die spezifische Arbeitsweise ist: Zuerst die obere Form bis zum höchsten Punkt anheben, die untere Form bis zum niedrigsten Punkt senken, die Zuführschubladen bis zum Ende herausziehen und das untere Material in die Schachtschachbe geben. Ziehen Sie im Inneren das Umkehrventil des unteren Materials, um das untere Material in die untere Form zu schicken. Zu diesem Zeitpunkt beginnt der Vibrationsknopf zu funktionieren (vibrieren Sie für etwa 1,5-3,0 Sekunden). Wenn die Vibration endet, heben Sie die obere Form bis zum höchsten Punkt an; ziehen Sie das sekundäre Verteilungswegeventil, um das Gewebe in die untere Form zu schicken und wieder einzukehren. Zu diesem Zeitpunkt wird das Hydrauliksystem entladen. Ziehen Sie am Griff des oberen Umkehrventils, damit die obere Form mit ihrem Eigengewicht auf Materialhöhe abfällt. Ziehen Sie am Griff des Umkehrventils und drücken Sie gleichzeitig die Formtaste. , starten Sie die Spritzguss Vibration. Nach dem Ende der Gussschwingungen den Griff des Umkehrventils der ersten Form ziehen, um die untere Form auf die entsprechende Höhe zu heben. Und ziehen Sie dann das Umkehrventil der oberen Form, um die oberen und unteren Formen auf den höchsten Punkt zusammen zu heben, um die Ziegelproduktion zu erleichtern. ; Klicken Sie auf die Schaltfläche Brick Out. Zu diesem Zeitpunkt beginnt der Mechanismus für die ein- und Ausblechfunktion zu arbeiten. Das Plattenzuführsystem schickt die Palette in den Schwingtisch. Gleichzeitig werden die geformten Steine aus der Host-Maschine geschoben und an die Plattenentlademaschine geschickt, um einen Zyklus von ein- und Ausplatten abzuschließen. Installation und Debugging: 1. Die Ziegelmaschine wie im Grunddiagramm dargestellt an Ort und Stelle montieren; die Zuführhilfsmaschine, die ein- und ausgehenden Plattenmaschinen mit der Hauptmaschine verbinden, die Höhe einstellen und die Schrauben jedes Teils festziehen.
2. Fügen Sie Hydrauliköl in den Öltank, bis der Ölstand auf dem Ölstandmesser angezeigt werden kann.
3. Schließen Sie das Netzteil an und schalten Sie den Netzschalter im Schaltkasten ein. Zu diesem Zeitpunkt leuchtet die Betriebsanzeige auf. Stellen Sie den Griff jedes manuellen Umkehrventils in die mittlere Position, um das System in einen unbelasteten Zustand zu versetzen. Starten Sie den Ölpumpenmotor, und prüfen Sie die Drehrichtung des Motors (rückwärts beim Drehen ist kein Öldruck vorhanden).
4. Stellen Sie den Systemdruck ein. Mindestens eine Gruppe der Kombiventile befindet sich nicht in Neutralstellung. Den Druckmesserschalter einschalten und den Griff des Überdruckventils einstellen (im Uhrzeigersinn, um den Druck zu erhöhen, und gegen den Uhrzeigersinn, um den Druck zu verringern), bis der Systemdruck 5,9-6,3mpa beträgt. Kontermutter, den Druckmesserschalter schließen (es ist nicht notwendig, den Druckschalter während der normalen Produktion häufig einzustellen. Er wird nur beim Einstellen des Drucks geöffnet); alle Wegeventile befinden sich in Neutralstellung, wenn das System entladen wird. Der Index des Manometers ist „0-1“, und links und rechts steht der Rückdruck.
5. Drehen Sie den Griff des Wegeventils und beobachten Sie, ob der Ölzylinder normal funktioniert, ob das Verhältnis zwischen Druckkopf und Formkern stimmt und ob der ein- und Auslass der Einschublade blockiert ist. Schließlich sind alle normal, können Sie für die Produktion vorbereiten.
Betriebliche Nutzung 1. Setzen Sie die Palette in den Plattenzufuhrkasten, drücken Sie die Taste Plattenzuführung und senden Sie die Palette an den Schwingtisch unter der Host-Maschine. Heben Sie die obere Form bis zum höchsten Punkt an, senken Sie die untere Form bis zum niedrigsten Punkt ab und ziehen Sie die Zufuhrfach bis zum Ende heraus
2. Grundmaterial hinzufügen: Die Rohstoffe, die nach dem Verhältnis gemischt sind, vom Förderband in den Trichter schicken, das Grundmaterial-Umkehrventil ziehen, um das Grundmaterial in die untere Form zu schicken, den Fütterungstaste drücken und der Vibrator beginnt zu diesem Zeitpunkt zu arbeiten, indem er Materialien hinzufügt. Die Zeit beträgt in der Regel 1,5-3,0 Sekunden (eingestellt mit einem Zeitrelais). Beim Rütteln kehrt die Zufuhrschublade zurück (beachten Sie, dass die Materialschicht flach und ohne Dellen sein sollte).
3. Fügen Sie Stoff (wenn es Produkte, die sekundäre Fertigung erfordern). Wenn die Schublade für das Grundmaterial wieder in die Ausgangsposition zurückkehrt, fügen Sie den Stoff hinzu und verteilen Sie ihn. Wenn es zwei-Wege-Zuführung, sollten Sie die obere Form senken und drücken Sie nach unten, um das Grundmaterial zu ebeln, und fügen Sie es dann. Die Form wird angehoben, und die Stoffschublade bewegt sich nach vorne, um den Formkern vollständig zu verbreiten.
4. Druckbeaufschlagte Vibrationsformen: Ziehen Sie den Griff des Umkehrventils der oberen Form, um den Druckkopf durch sein eigenes Gewicht auf die Materialebene fallen zu lassen. Ziehen Sie am Griff des Umkehrventils und drücken Sie gleichzeitig die Formtaste, um Vibrationen zu bilden. Die unter Druck stehende Vibrationszeit wird in der Regel auf 3-5 Sekunden eingestellt. Die Vibrationszeit der Spritzgussschwingung sollte entsprechend der Trockenheit und Feuchtigkeit der Zutaten eingestellt werden, um eine hohe Produktkonsistenz zu gewährleisten. Während der letzten 0,5 Sekunden der Spritzgussvibrationen den Entladestiel wieder in die Neutralstellung bringen und Druckvibrationen des Arbeitsgeräts durchführen.
5. Entformen: Nach Abschluss der Vibrationsformung den Griff des Umkehrventils der Schublade in die Entladeposition bewegen, den Griff des oberen Umkehrventils der Form einmal ziehen, um es in der Neutralstellung zu verriegeln, und dann den Griff des Umkehrventils der Schublade wieder in die Neutralstellung bewegen. , Ziehen Sie den Griff des Umkehrventils der unteren Form, um die untere Form auf eine geeignete Höhe (die gleiche Höhe wie das Formprodukt), dann ziehen Sie das Umkehrventil der oberen Form, um sie auf den höchsten Punkt zu heben, Und verwenden Sie die untere Form, um sie bis zur Ziegelausgangshöhe zu treiben. Um Ziegel zu produzieren.
6. Ziegelausgabe: Klicken Sie auf die Trigger-Taste, und der Platteneinzug drückt das leere Fach in den Host-Vibrationstisch und drückt das geformte Produkt zum Plattenentladevorrichtung aus. Der Plattenentladevorrichtung sendet dann das Produkt an den Ziegel-Stopfer, und das geformte Produkt wird an den Ziegel-Stopfer gesendet. Nach der Ankunft im Ziegelhof, bewegen Sie die Steine sanft nach unten und legen Sie sie mit Ihren Händen weg. Beim Stapeln von Ziegeln sollte eine Schicht feinen Sandes auf die Oberfläche gespritzt werden, um ein Anhaften zu verhindern. Im Allgemeinen werden 5-8 Schichten platziert. Für Produkte, die nicht bewegt werden können (wie Hohlkehlblöcke), verwenden Sie Paletten für die Wartung, und füllen Sie den Raum zwischen Paletten mit mehr als das Produkt. Höhe der kleinen Holzblöcke für die Isolierung.
Produktionstechnik und Inhaltsstoffe: 1. Die Produktionsfläche sollte mehr als 300 Quadratmeter betragen, das Fabrikgebäude kann 100-200 Quadratmeter betragen und es muss eine dreiphasige Stromversorgung vorhanden sein.
2. Zunächst bereiten Sie einige Paletten vor, um die Ziegel zu stützen. Sie können alte Schablonen oder Bambussperrholz verwenden, um sie zu schneiden. Palette Spezifikationen: 680 x 535x! 5 bis 30 mm, Menge: 1 00 0-1500 Stück.
3. Der Zement sollte Zement Nr. 32,5 oder Nr. 500 mit guter Qualität sein. Wenn die Bedingungen es zulassen, können einige Flugasche, feiner Sand, feine Steine innerhalb von 0,5 und grober Sand vorbereitet werden. Steinpulver kann auch direkt verwendet werden, das sowohl Steinoberfläche als auch weniger feine Steinpartikel enthält.
FAQ Q1: Wie kann ich Ihrem Unternehmen vertrauen?
A. Wir haben hervorragende technische und Vertriebsteams
B. Wir können Ihnen die perfekte Lösung zu den niedrigsten Kosten bieten.
C. Alle Geräte wurden von Dritten bewertet und haben nationale Patente und Zertifizierungen erhalten.
D. bei Maschinen, wir tun besser und Qualitätsprobleme können garantiert werden.
Q2: Wie man After-Sales-Service erhält?
A. Wir bieten ein Jahr Garantie und lebenslange Wartung.
B. Falls das Problem durch uns verursacht wird, senden wir Ihnen Ersatzteile kostenlos zu.
C. Wenn es sich um ein von Menschen gemachtes Problem handelt, senden wir auch Ersatzteile, aber es wird berechnet.
D. bei Fragen können Sie uns direkt anrufen.
Q3:kann ich vor der Bestellung Ihre Fabrik besuchen?
Natürlich, willkommen, unsere Fabrik jederzeit zu besuchen.
Q4:. Können Sie die Informationen zum Produktionsprozess nach der Bestellung rechtzeitig aktualisieren?
Sobald Ihre Bestellung bestätigt ist, werden wir Sie mit den Produktionsdetails mit E-Mail und Fotos auf dem Laufenden halten.
Q5: Können wir Ihr Agent sein?
Ja, wir suchen weltweit nach Agenten, wir helfen Agenten, den Markt zu verbessern und bieten alle Dienstleistungen wie Maschinentechnik
Fragen oder andere After-Sales-Probleme, mittlerweile können Sie große Rabatte und Provisionen zu bekommen.
Q6: Zahlungsbedingungen?
T/T, L/C, Western Union,
Q7: Akzeptieren Sie Kundenlogo und Kundenanpassung?
Wir akzeptieren alle Arten von Anpassung einschließlich Logo und Maschine.





 Complaint
Complaint