 Complaint
Complaint

GB 4Cr13 für die Herstellung von Kunststoff-Form und Heißkanal
Äquivalenz
| AlSl/SAE | DIN/W.Nr | JIS | GB | ||||||||
| 420 | 1,2083 | SUS420J2 | 4Kr13 | ||||||||
Chemische Zusammensetzung (%)
| Stahlqualität | C | Si | Mn | P | S | Cr | |||||||
| 1,2083 | 0,36 | ≤ | ≤ | ≤ | ≤ | 12,50 | |||||||
| 0,42 | 1,00 | 1,00 | 0,030 | 0,030 | 14,50 | ||||||||
| 420 | ≤ | ≤ | ≤ | ≤ | ≤ | 12,00 | |||||||
| 0,15 | 1,00 | 1,00 | 0,030 | 0,030 | 14,00 | ||||||||
| 4Kr13 | 0,36 | ≤ | ≤ | ≤ | ≤ | 12,00 | |||||||
| 0,45 | 0,60 | 0,80 | 0,030 | 0,030 | 14,00 |
Abmessungen
| Form | Dicke/Durchmesser (mm) | Breite (mm) | ||||||
| Flach | 6-200 | 20-910 | ||||||
| Platte | 6-120 | 1000-2300 | ||||||
| Blockieren | 150-600 | 200-1500 |
Lieferbedingung
EAF+LF+VD+(ESR), geschmiedete, nicht bearbeitete oder bearbeitete Oberfläche, UT 100 % bestanden
Wir bieten zwei Bedingungen an
Geglüht: Härte≤235HB
Q+T: Härte 33-38HRC oder nach Kundenspezifisch
Eigenschaften
Martensit Edelstahl, mit guter Bearbeitbarkeit und ausgezeichnete Korrosionsbeständigkeit, Polierfähigkeit und hohe Festigkeit und Verschleißfestigkeit nach Wärmebehandlung.
Anwendung
Es ist auch weit verbreitet für die Herstellung von Kunststoff-Formen und transparente Kunststoff-Formen, die hohe Belastung, Verschleißfestigkeit und Arbeit unter der Wirkung von korrodierenden Medium erfordern.
Schmiedetechnik
Wärmebehandlung
| Temperatur | Schmiedetemperatur Starten | Fertigstellen Der Schmiedetemperatur | Kühlmethode |
| Langsam auf 800ºC erhitzen, dann schnell auf die endgültige Schmiedetemperatur erhitzen | 1160 1200ºC | >=850ºC | Esche Kühlmittel oder Sandkühlung, mit rechtzeitigem Glühen |
Glühen
840 bis 870 Grad Celsius
Langsame kontrollierte Kühlung im Ofen bei einer Geschwindigkeit von 10 bis 20 Grad/h bis ca. 600 Grad Celsius, weitere Kühlung in Luft. Härte nach dem Glühen: Max 229 HB.
Stressabbau
Ca. 650 GRAD CELSIUS
Langsame Kühlung im Ofen; zur Entlastung von Belastungen durch umfangreiche Bearbeitung oder in komplexen Formen. Nach dem Erhitzen 1 - 2 Stunden in neutraler Atmosphäre halten.
Aushärtung
1000 bis 1050 Grad/Öl, Luft
Haltezeit nach Temperaturausgleich: 15 bis 30 Minuten.
Erhältlicher Härtegrad: 53-56 HRC
Temperierung
100 bis 200 oC (212 bis 392 oC)
Langsames Erhitzen auf Anlassen der Temperatur unmittelbar nach dem Aushärten / Zeit Im Ofen
1 Stunden für je 20 mm Werkstückdicke, aber mindestens 2 Stunden / Abkühlen in Luft.
Die durchschnittlichen Härtewerte finden Sie in der Tabelle für die Temperierung.
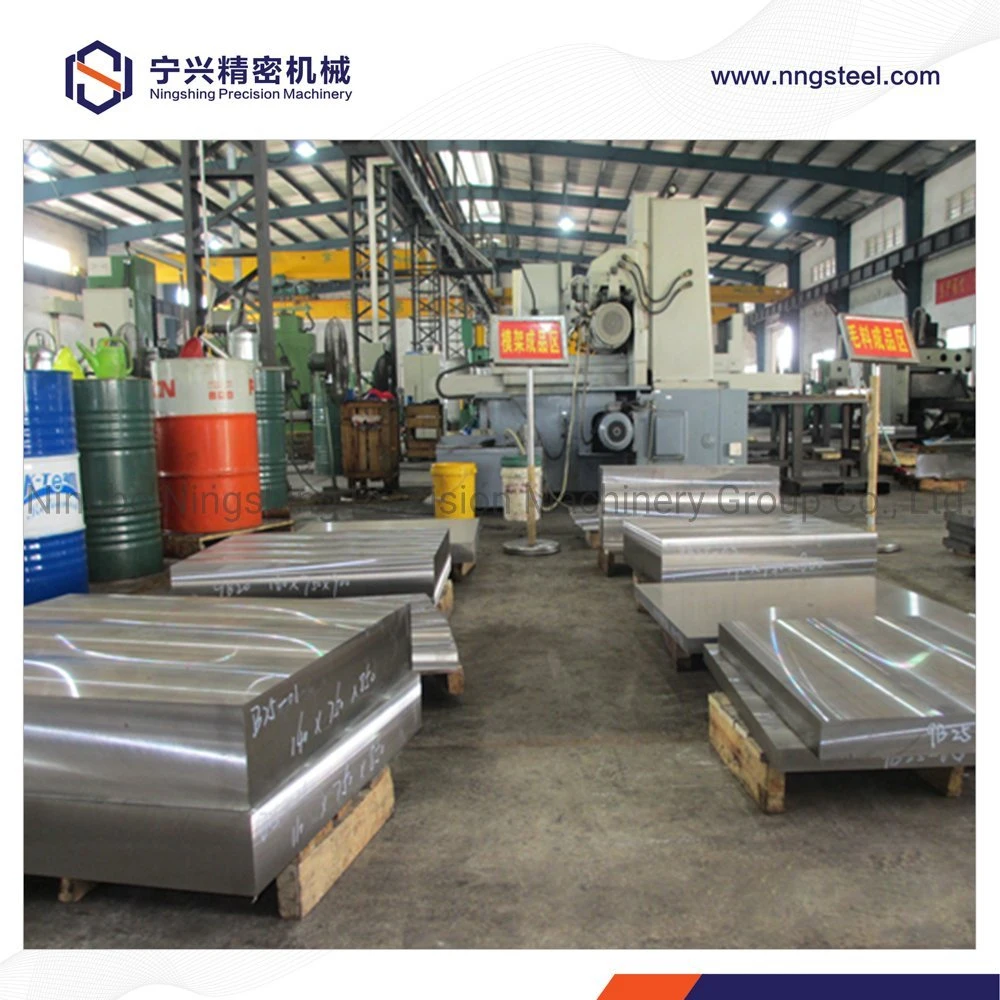
Was können wir bieten?
Wir bieten eine breite Palette von Stahlprodukten in einer Vielzahl von Abmessungen und Ausführungen, nach den gemeinsamen internationalen Spezifikationen oder kundenspezifisch.
Bearbeitung und Wärmebehandlung sind verfügbar.
Wir beraten Sie auch bei der Auswahl der richtigen Materialien.
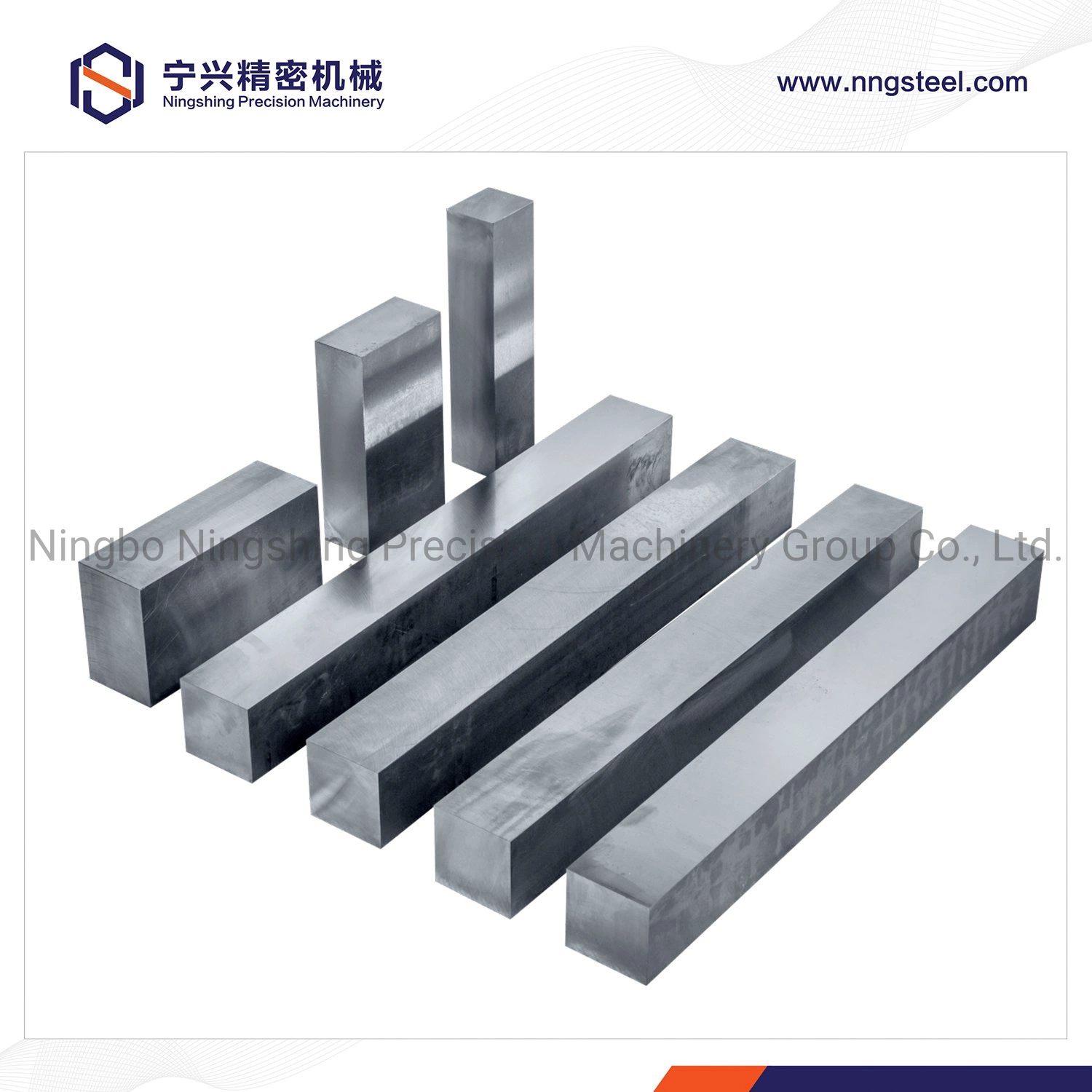
Form Erhältlich
Durchgehende Rundstange
Flachstange
Quadratische Bar
Sechskantstange
Blockieren
Platte
Blatt
Drahtstange
Streifen
| AISI | DIN | JIS | Bestand | Anwendung |
Heißarbeistwerkzeug Stahl | H11 | 1,2343 | SKD6 | √ | Druckguss-Matrizen, Extrusionsdüsen, Hammer-Matrizen, |
H13 | 1,2344 | SKD61 | √ | ||
H10 | 1,2365 | SKD7 |
| ||
-- | 1,2367 | -- |
| ||
L6 | 1,2714 / 1,2713 | SKT4 | √ | ||
H12 | 1,2606 | SKD62 |
| ||
H21 | 1,2581 | SKD5 | √ | ||
Kaltarbeitswerkzeug Stahl | D3 | 1,2080 | SKD1 | √ | Schneidwerkzeuge, Stanzwerkzeuge, Scherkleiner, Reibasen, Gewindewalzwerkzeuge, Bremssättel, Buchsen usw. |
-- | 1,2601 | ~SKD11 | √ | ||
D2 | 1,2379 | ~SKD11 | √ | ||
-- | 1,2379 MOD | DC53 (Daido) | √ | ||
D6 | 1,2436 | -- |
| ||
O1 | 1,2510 | SKS3 | √ | ||
O2 | 1,2842 | -- |
| ||
A2 | 1,2363 | SKD12 |
| ||
S1 | 1,2550 | -- |
| ||
S7 | 1,2357 | -- |
| ||
-- | 1,2767 | SKT6 |
| ||
L2 | 1,2210 | -- |
| ||
Kunststoff | P20 | 1,2311 | -- | √ | Gussform, Kern und Hohlraum, Stoßfänger, usw. |
P20 + Ni | 1,2738 | -- | √ | ||
P20+S | 1,2312 | -- | √ | ||
-- | 1,2316 | -- |
| ||
420 | 1,2083 | SUS420J2 | √ | ||
-- | -- | NAK80 (Daido) | √ | ||
Legierter Stahl | 4120 | 25CrMo4/1,7218 | SCM420 |
| Wellen, Zahnräder, Bohrer, Ketten, Schrauben, Muttern, Stifte, Untersätze, Schlüssel, Bits, Kurbelwellen, Pleuel, kam, Kupplungen etc. |
4135 | 34CrMo4/1,7220 | SCM435 |
| ||
4130 | 34CrMo4/1,7220 | SCM430 | √ | ||
4140 | 42CrMo4 / 42CrMoS4 / 1,7225 | SCM440 | √ | ||
4142 | 41CrMo4/1,7223 | SCM440 |
| ||
4145H | -- | -- |
| ||
4330V | -- | -- |
| ||
4340 | 34CrNiMo6/1,6582 | SNCM439 |
| ||
5115 | 16 MnCr5 / 16 MnCrS5 / 1,7131 |
|
| ||
5120 | 20 MnCr5 / 20 MnCrS5 / 1,7147 | SMnC420H |
| ||
5140 | 41Cr4 / 41CrS4 / 1,7035 | SCr440 | √ | ||
8620 | 21NiCrMo2/1,6523 | SNCM220 |
| ||
8640 | 40NiCrMo2-2 / 1,6546 | SNCM240 |
| ||
-- | 18CrNiMo7-6 / 17CrNiMo6 / 1,6587 | -- |
| ||
9840 | 36CrNiMo4/1,6511 | -- |
| ||
E71400 | 41CrAlMo7-10/1,8509 | SACM1 |
| ||
-- | 34CrAlNi7/1,8550 | -- |
| ||
Lagerstahl | E52100 | 100Cr6 / 1,3505 | SUJ2 | √ | Lager, Wellen |
-- | 100CrMn6 / 1,3520 | -- |
| ||
-- | 100CrMo7-3/1,3536 | -- |
| ||
Federstahl | 5155 | 55Cr3/1,7176 | SUP9 |
| Federn |
6150 | 51CrV4/1,8159 | SUP10 |
| ||
9261 | 60CrSi7/1,7108 | -- |
| ||
Kohlenstoffstahl | 1010 | CK10 / C10E / 1,1121 | S10C |
| Wellen, Ketten, Schrauben, Muttern, Stifte, Suds, Keys, Bites, Came, Couplings usw. |
1020 | C22 / 1,0402 | S20C | √ | ||
1040 | CK40 / C40E / 1,1186 | S40C | √ | ||
1045 | CK45 / C45E / 1,1191 | S45C | √ | ||
1050 | CK50 / C50E / 1,1206 | S50C | √ | ||
1055 | CK55 / C55E / 1,1203 | S55C |
| ||
1064 | CK60 / C60E / 1,1221 | S58C |
| ||
Schnellarbeitsstahl | M2 | 1,3343 | SKH51 | √ | Reibahle, |
M7 | 1,3348 | -- |
| ||
M42 | 1,3247 | SKH59 | √ | ||
M35 | 1,3243 | SKH55 | √ | ||
T1 | 1,3355 | SKH2 |
| ||
T15 | 1,3202 | -- |
| ||
T42 | 1,3207 | SKH57 |
|
Glühen
840 bis 870 Grad Celsius
Langsame kontrollierte Kühlung im Ofen bei einer Geschwindigkeit von 10 bis 20 Grad/h bis ca. 600 Grad Celsius, weitere Kühlung in Luft. Härte nach dem Glühen: Max 229 HB.
Stressabbau
Ca. 650 GRAD CELSIUS
Langsame Kühlung im Ofen; zur Entlastung von Belastungen durch umfangreiche Bearbeitung oder in komplexen Formen. Nach dem Erhitzen 1 - 2 Stunden in neutraler Atmosphäre halten.
Aushärtung
1000 bis 1050 Grad/Öl, Luft
Haltezeit nach Temperaturausgleich: 15 bis 30 Minuten.
Erhältlicher Härtegrad: 53-56 HRC
Temperierung
100 bis 200 oC (212 bis 392 oC)
Langsames Erhitzen auf Anlassen der Temperatur unmittelbar nach dem Aushärten / Zeit Im Ofen
1 Stunden für je 20 mm Werkstückdicke, aber mindestens 2 Stunden / Abkühlen in Luft.
Die durchschnittlichen Härtewerte finden Sie in der Tabelle für die Temperierung.
Was können wir bieten?
Wir bieten eine breite Palette von Stahlprodukten in einer Vielzahl von Abmessungen und Ausführungen, nach den gemeinsamen internationalen Spezifikationen oder kundenspezifisch.
Bearbeitung und Wärmebehandlung sind verfügbar.
Wir beraten Sie auch bei der Auswahl der richtigen Materialien.
Form Erhältlich
Durchgehende Rundstange
Flachstange
Quadratische Bar
Sechskantstange
Blockieren
Platte
Blatt
Drahtstange
Streifen
Hinweis:
L 187, S. 1) √ bedeutet, dass wir stoc haben.
L 187, S. 2) Lieferbedingung:
SCHMELZEN: EAF+LF+VD (+ESR).
Herstellung: Heiß gerollt, kalt gerollt, geschmiedet, kalt gezogen.
Wärmebehandlung: Unbehandelt, Glühen, N+T, Q+T.
Oberfläche: Schwarz, Geschält, Gedreht, Gefräst, Geschliffen, Poliert.