Complaint
Complaint

| Element | Standard | Einheit | P48 | P60 | P80 | P100 | P130 | P200 | P250 | |
| Dichte | ISO 845 | Kg/m3 | Durchschnittlich | 48 | 60 | 80 | 100 | 130 | 200 | 250 |
| Toleranz | 43-55 | -6,+9 | ±10 | ±10 | ±15 | ±20 | ±30 | |||
| Komprimierung Stärke | ASTM D1621 | MPa | Durchschnittlich | 0,60 | 0,9 | 1,4 | 2,0 | 3,0 | 4,8 | 6,2 |
| Minimum | (0,50) | (0,7) | (1,15) | (1,65) | (2,4) | (4,2) | (ENTFÄLLT) | |||
| Kompressionsmodul | ASTM D 1621 | MPa | Durchschnittlich | 48 | 70 | 90 | 135 | 170 | 240 | 300 |
| Minimum | (35) | (60) | (80) | (115) | (145) | (200) | (ENTFÄLLT) | |||
| Zugfestigkeit | ASTM D 1623 | MPa | Durchschnittlich | 0,95 | 1,8 | 2,5 | 3,5 | 4,8 | 7,1 | 9,2 |
| Minimum | (0,8) | (1,5) | (2,2) | (2,5) | (3,5) | (6,3) | (ENTFÄLLT) | |||
| Zugfestigkeit | ASTM D 1623 | MPa | Durchschnittlich | 35 | 75 | 95 | 130 | 175 | 250 | 320 |
| Modul | Minimum | (28) | (57) | (85) | (105) | (135) | (210) | (ENTFÄLLT) | ||
| Scherung | ASTM C 273 | MPa | Durchschnittlich | 0,55 | 0,76 | 1,15 | 1,6 | 2,2 | 3,5 | 4,5 |
| Stärke | Minimum | (0,50) | (0,63) | (0,95) | (1,4) | (1,9) | (3,2) | (ENTFÄLLT) | ||
| Scherung | ASTM C 273 | MPa | Durchschnittlich | 16 | 20 | 27 | 35 | 50 | 85 | 104 |
| Modul | Minimum | (14) | (16) | (23) | (28) | (40) | (75) | (ENTFÄLLT) | ||
| Scherung Dehnung | ASTM C 273 | % | Durchschnittlich Minimum | 10 (8) | 20 (10) | 30 (15) | 40 (25) | 40 (30) | 40 (30) | 40 (ENTFÄLLT) |
| Breite | Mm | ±5 | 1270 | 1120 | 1010 | 940 | 840 | 740 | 700 | |
| Standard | ||||||||||
| Länge | Mm | ±5 | 2730 | 2350 | 2160 | 2040 | 1880 | 1600 | 1500 | |
| Größe | ||||||||||
| Dicke | Mm | ±0,5 | 5~80 | 5~70 | 3~65 | 3~60 | 3~50 | 3~40 | 3~40 | |
| Schema | Typ | Beschreibung | Formverfahren |
| Flache Platte | Es gibt keine weiteren Post- Verarbeitung. Wenn Sie eine gekrümmte Oberfläche möchten, können Sie sie nach der Behandlung der flachen Platte durch Thermoformen erhalten. | Geeignet für das Handlegen, das Pressformen und andere Prozesse der flachen Platte mit Sandwichstruktur. | |
| Schaumstoff Mit Scrim-Schaum | Kleine Quadrate werden durch Schneiden auf einer Seite der flachen Platte in beide Richtungen der Länge und Breite mit Klebe Fiberglas-Mesh auf der anderen Seite gebildet. | Geeignet für Produkte mit gebogenen Oberflächen. | |
| Doppelschnitte | Schneiden Sie beide Seiten des Kernmaterials bis zu 55-60% der Dicke und die Schnittpositionen sind versetzt. Die Resinabsorption ist viel geringer als die von Scrim-Schaum. | Geeignet für die Anwendung mit kleiner Krümmung. | |
| | Perforierte Platte | Löcher mit einem Durchmesser von ca. 2 mm auf Platten perforieren. Sie können den Durchmesser der Bohrungen entsprechend der Dicke und Dichte des Kernmaterials einstellen. Die beim Laminieren entstandene eingeschlossene Luft kann durch Perforieren von Löchern vom Boden des Kernmaterials entfernt werden. Außerdem können die Harze von einer Seite des Kernmaterials zur anderen Seite fließen. | Geeignet für Handauflagen, Vakuuminfusion, Druckformverfahren zur Verbesserung der Haftfestigkeit. |
| Schlitzplatte | Führungsschlitze sind auf der Plattenoberfläche eingestellt. Führungsschlitze können in Länge oder Breite auf einer oder beiden Seiten der Platte angeordnet werden. Die Nut(en) können als Fließweg von Harzen funktionieren und die eingeschlossene Luft entfernen, wenn das Laminierverfahren für die Vakuuminfusion von Harz verwendet wird. | Geeignet für Vakuuminfusion und Kompressionsformverfahren zur Herstellung von Produkten mit großer Fläche. | |
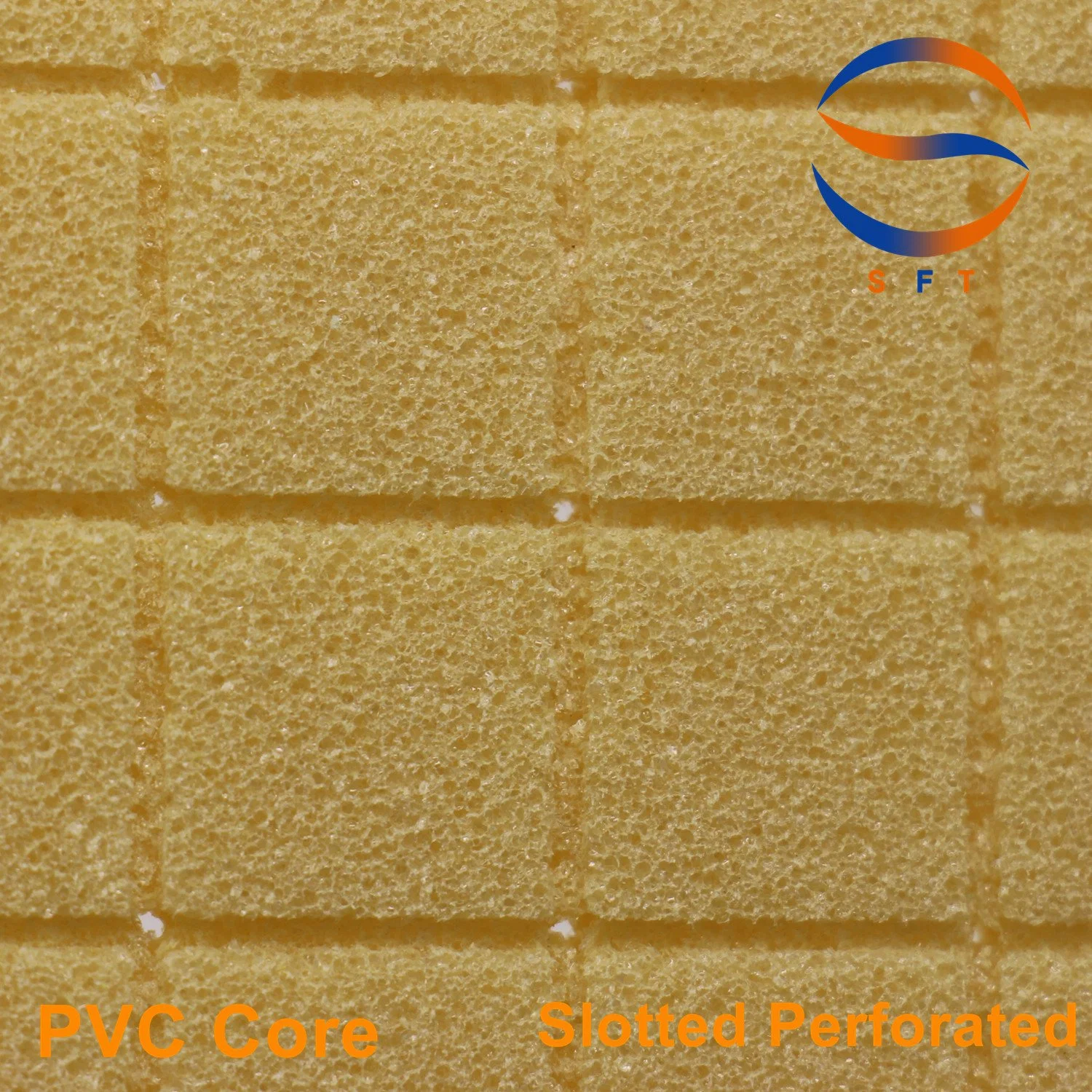
| Geschlitzte Lochplatte | 20mm. Auf der Basis von Schlitzplatten Löcher mit einem Durchmesser von 2 mm in die Schlitze perforieren, so dass der Abstand zwischen zwei Löchern in der Länge oder Breite der Platte 20 mm beträgt. | Es verfügt über die Eigenschaften der beiden oben genannten Kernmaterialien, geeignet für Vakuuminfusion, Kompressionsformen und Vakuumabsackverfahren, um Großprodukte zu produzieren. |