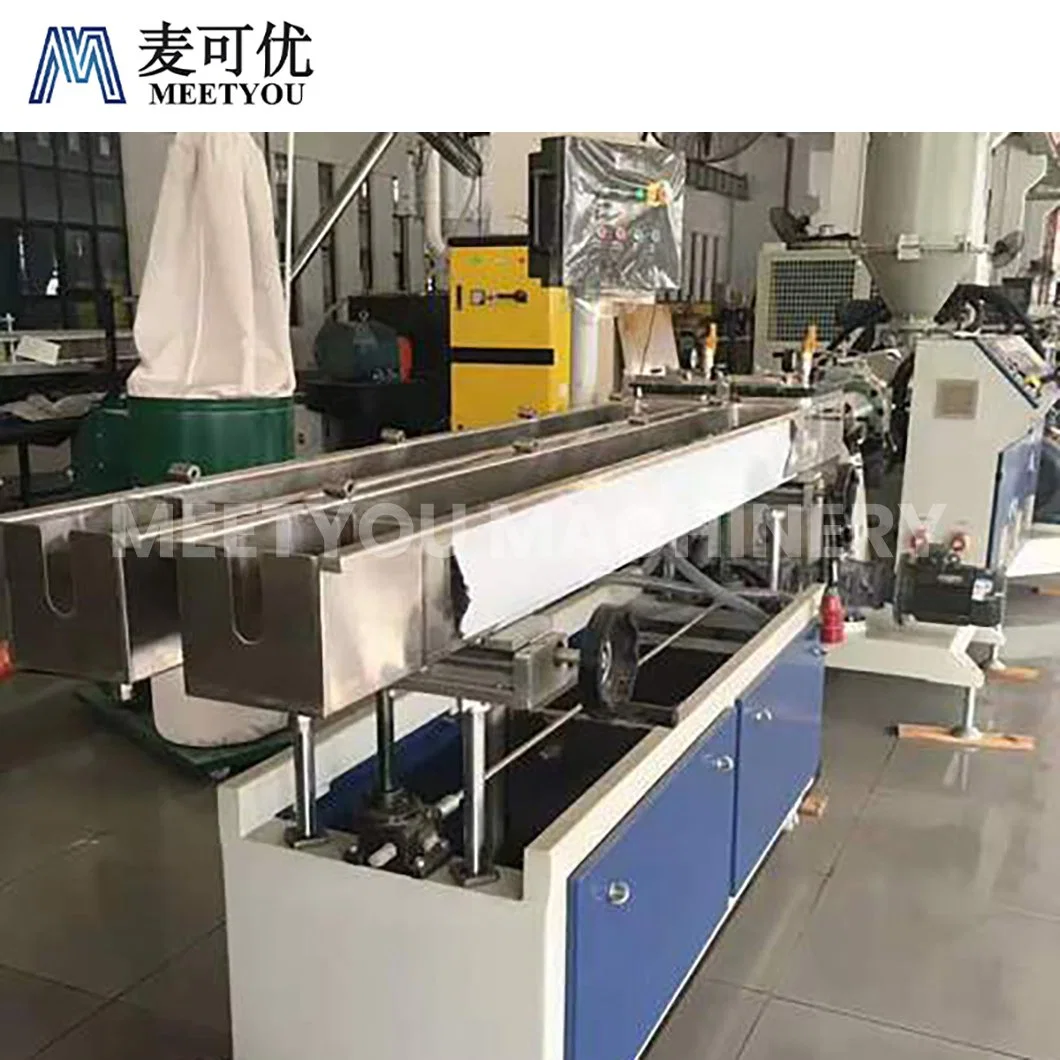
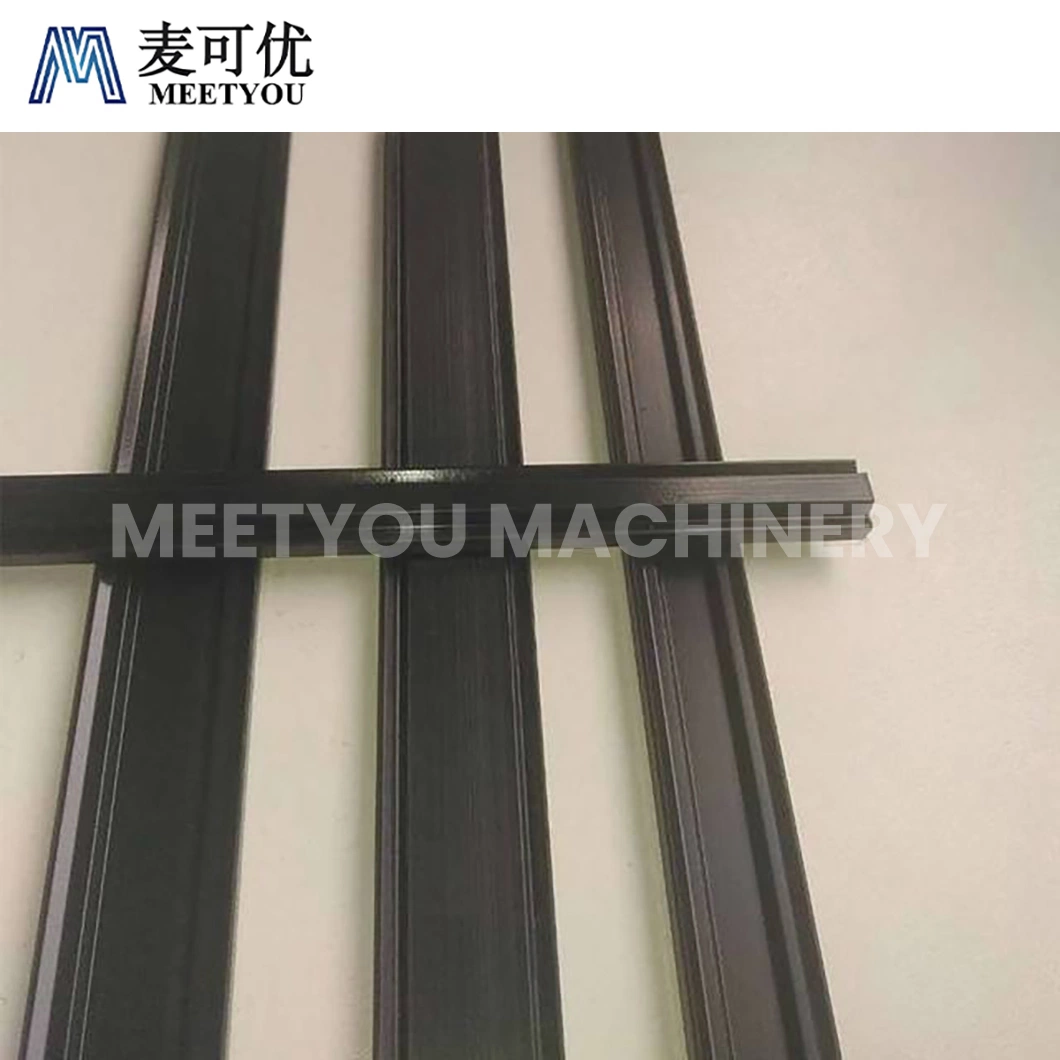
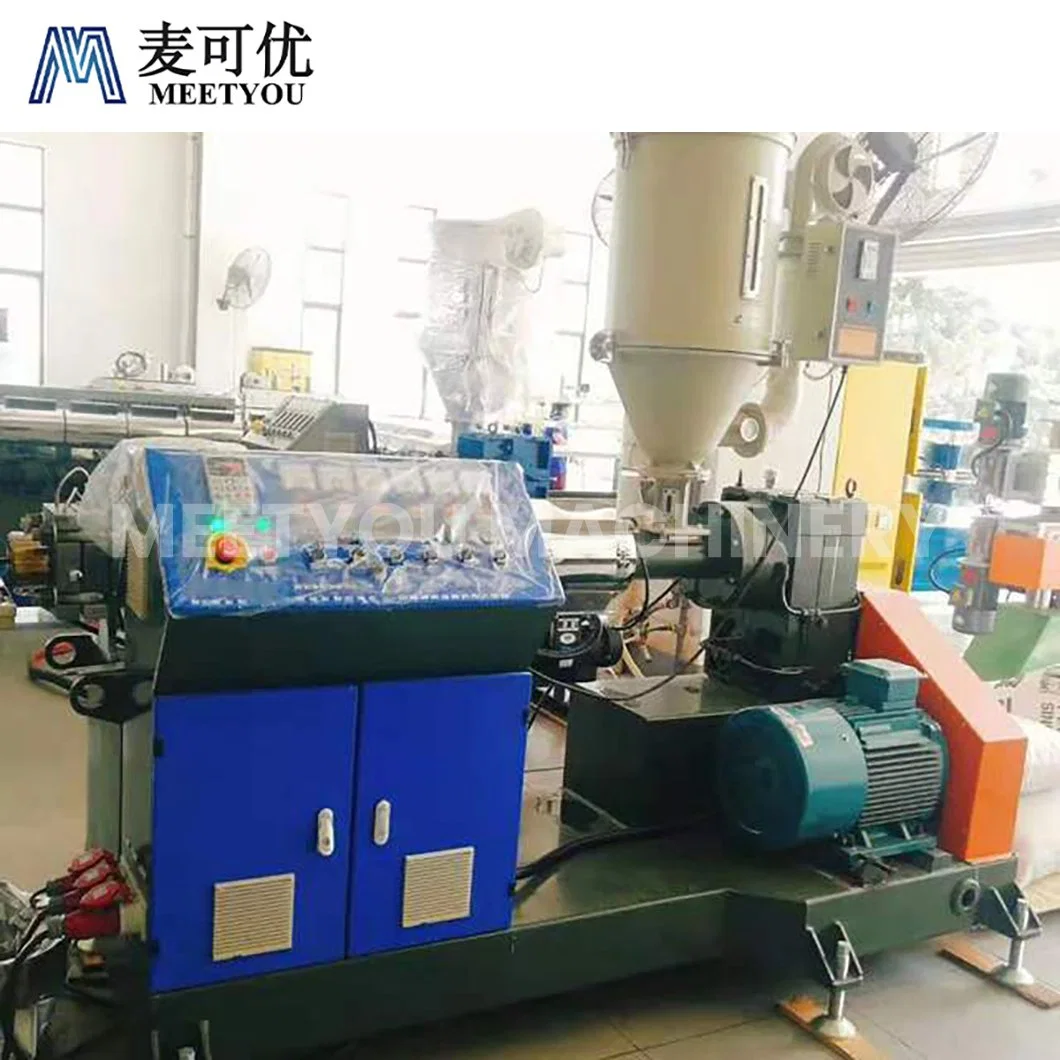
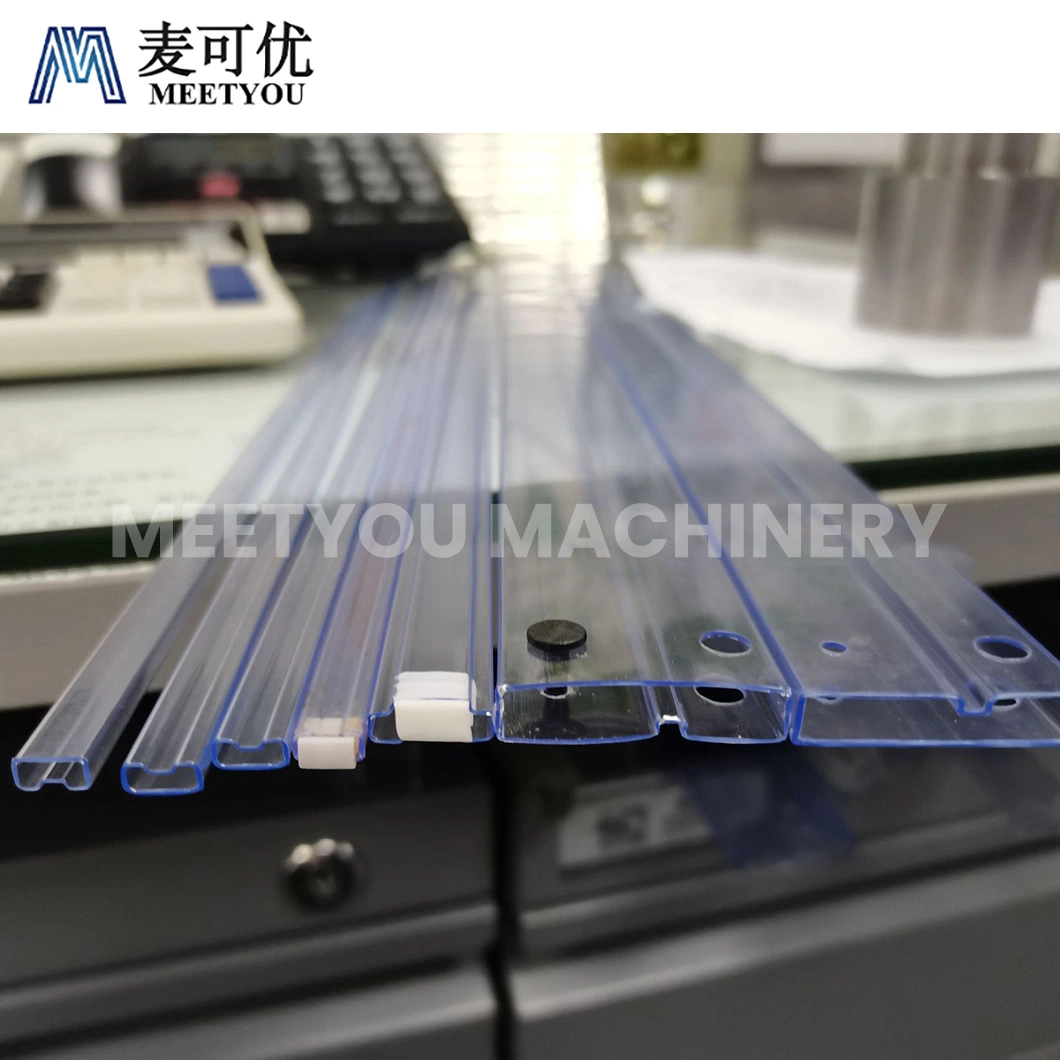
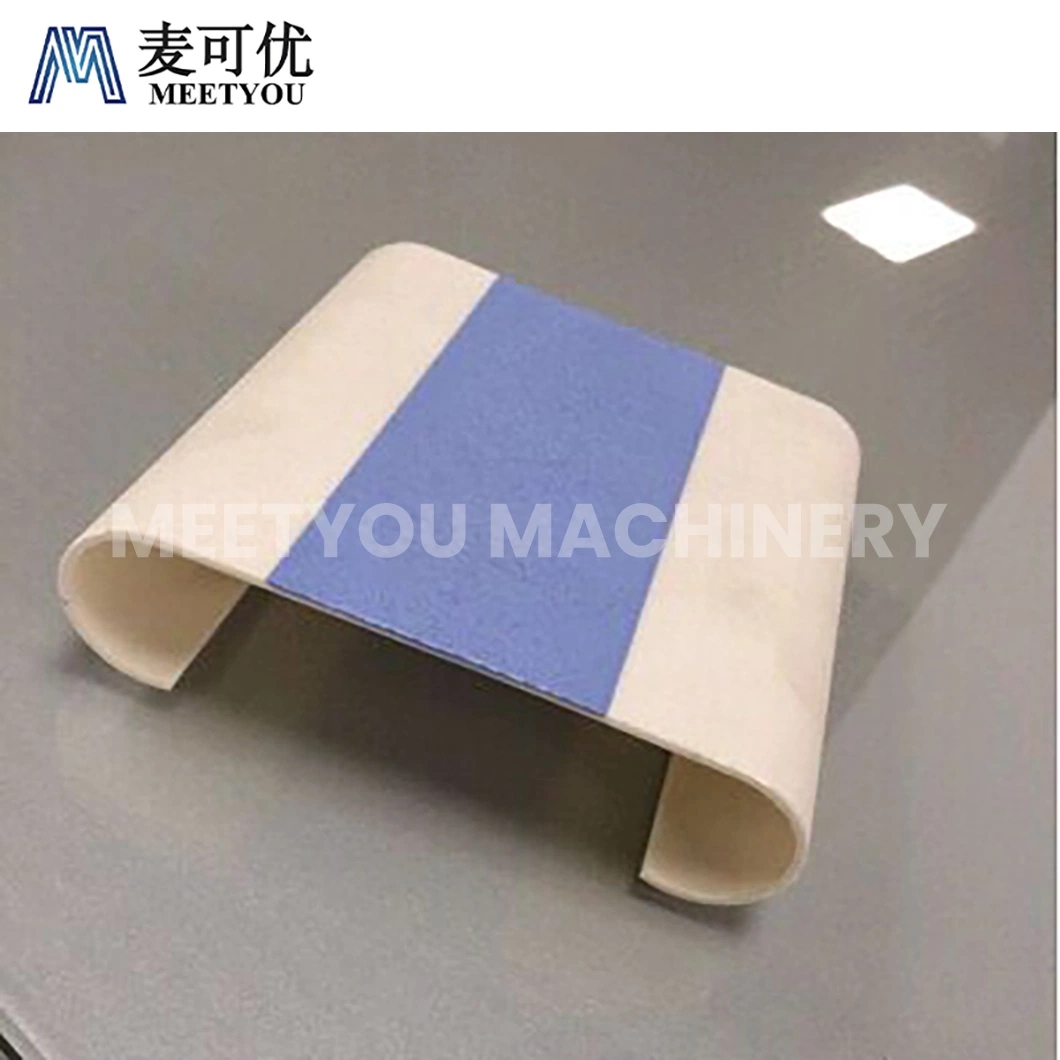
Produkt Alias: Cone Double Wire Nut Profile Equipment Modell: AF65/132 Typ: Profile Extruder Schraubennummer: Doppelschraube Schraubendurchmesser: 65 mm Maximaler Extrusionsdurchmesser: 65 (mm) Positioniergenauigkeit: 0,01 mm Abmessungen: 15000 x 2500 x 3000 (mm) Motorleistung: 45 Kw Produktionskapazität: 150 (kg/H) Produktverwendung: Konstruktion, Dekoration, Drahtkasten
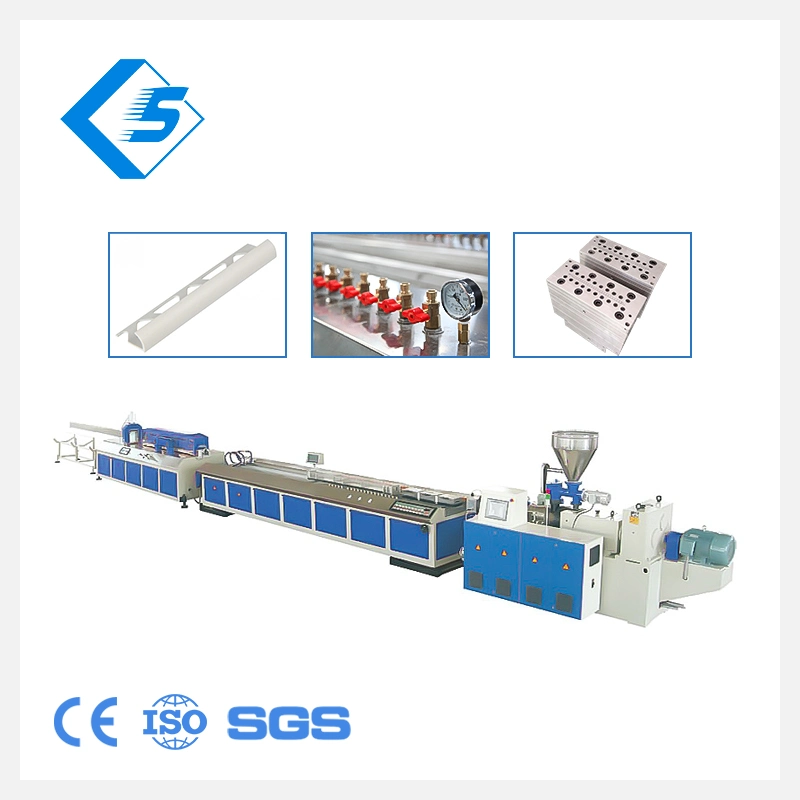
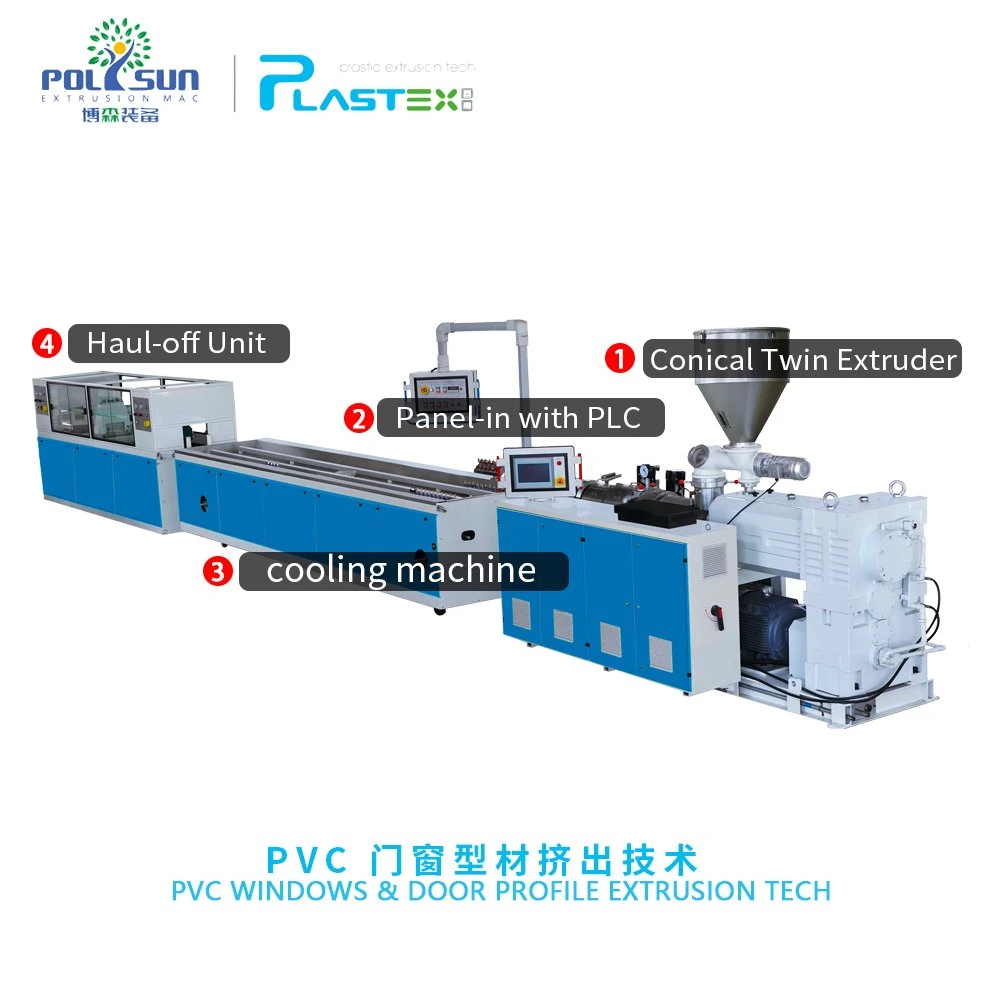
Extrusionsanlagen für PVC-Profile und PVC-Schaumprofile Anwendung: Die Profilextrusionsanlage ist mit einem parallelen Doppelschnecken- oder konischen Doppelschnecken- oder Einschneckenextruder ausgestattet, der Türen- und Fensterprofile aus PVC-Kunststoff-Stahl, spezielle poröse Gewinderohre, dekorative Profile und andere Produkte verarbeiten kann. Profil Extrusion Ausrüstung besteht aus Extruder, Vakuum-Einstelltisch, Traktor, Schneidemaschine, Film Laminiermaschine, Stapelgestell und andere Teile. Die wichtigsten Modelle sind: AFF150, AFF250, AFF300, AFF600, AFF1000. Merkmale des gegenläufigen parallelen Doppelschneckenextruders: Bezogen auf Fremdtechnologie hat die einzigartige Schneckenkonstruktion die Eigenschaften einer gleichmäßigen Plastifizierung, eines stabilen Betriebs und einer hohen Leistung. Die Fassheizung nimmt Kupfer-Fin-Keramik-Heizung oder Aluminium-Gussheizung, und die Fasskühlung nimmt Luftkühlung, die gute Fassheizung und Kühlwirkung und präzise Temperaturregelung hat. Der Schraubenkern nimmt externe Zirkulation oder interne Zirkulationstemperatur Regelsystem an, um Überplastifizierung von Materialien zu vermeiden, die durch hohe Leistung verursacht werden. Die Vakuumabsaugung wird in der Mischstrecke des Fasses angenommen, die die Feuchtigkeit und das flüchtige Gas im Material ableiten kann und die Qualität des Produkts verbessern kann. Es eignet sich für die Verarbeitung von pulverförmigen, hitzeempfindlichen PVC-Materialien. Es gibt eine Vielzahl von elektrischen Steuerungssystemen zur Auswahl (wie 1. Temperaturregler, Schaltertyp, Steuersystem, 2. SPS-Automatik), stabile Produktion, einfache Steuerung und einfache Bedienung.

 Complaint
Complaint