Complaint
Complaint

Produktname | Duktiles Eisenrohr |
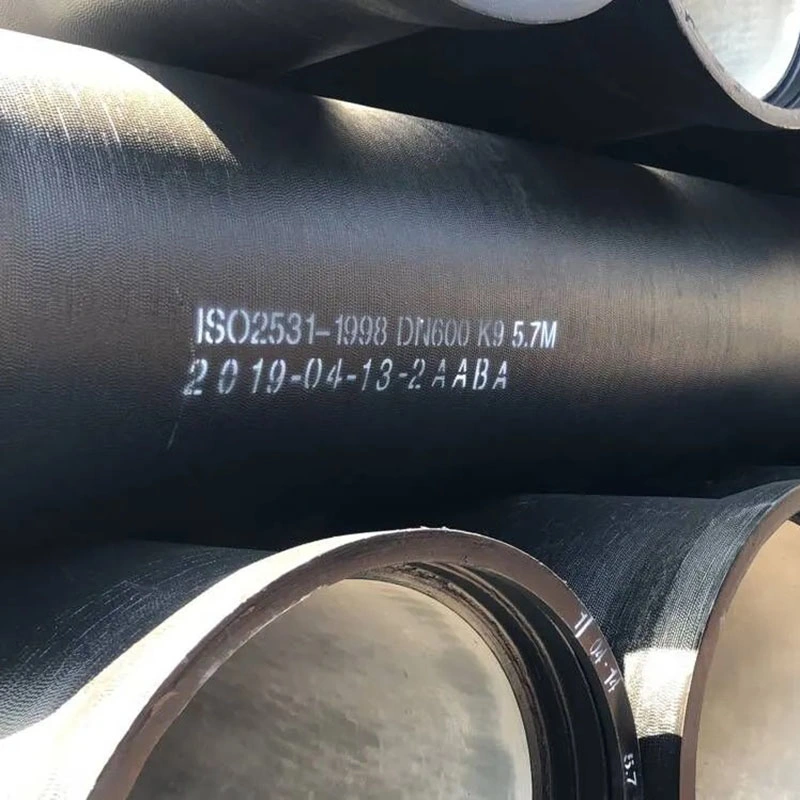
Rohrklasse | K9, K8, C40, C30, C25, Usw. |
Durchmesser | DN80-DN2600 mm |
Länge | 6m, Schnitt auf 5,7m. Im Allgemeinen ist die Rohrlänge 6m für Massenversand und 5,7m für Containerversand. |
Rohrverbindung | T-Aufsteckgelenk, K-Gelenk, selbsthemmende Verbindung |
Innenauskleidung: Zementmörtelauskleidung nach ISO 4179 | |
Zinkbeschichtung: Mindestens 130g/m2 gemäß ISO 8179 | |
Bitumen Malerei : mindestens 70um wie pro ISO8179 | |
Druck | PN10, PN16, PN25,PN40 |
Funktionen | Hohe Festigkeit, leichter als Graueisen, gute Korrosionsbeständigkeit, keine Furringbildung, geringe Strömungsfestigkeit, einfache Befestigung, Lange Lebensdauer |
Anwendung | Wasserversorgung, Entwässerung, Abwasser, Bewässerung, Wasserleitung. |
Verpackung | Mit Stahlbändern oder in Schüttgut gebündelt |
Metallische Zinkbeschichtung
Wenn metallisches Zinkspray aufgetragen wird, muss die mittlere Masse des Zinks pro Flächeneinheit nicht weniger als 130g/m2 betragen, mit einem lokalen Minimum von 110 g/m2. Die Masse des Zinks nach Kundenwunsch ist ebenfalls erhältlich.
Bitumenbeschichtung
Die mittlere Dicke der Bitumenbeschichtung muss mindestens 70 μm betragen und die lokale Mindestdicke muss mindestens 50 μm betragen. Die Dicke der Bitumenbeschichtung nach Kundenwunsch ist ebenfalls erhältlich.
Alternative Beschichtung
Außenbeschichtungen | Innenbeschichtung (Auskleidungen) | Beschichtung des Gelenkbereichs |
- Metallzink mit Schlichtschicht, gemäß ISO 8179-1; - Zinkreiche Farbe mit Finishing Layer, gemäß ISO 8179-2; - Epoxidbeschichtung, gemäß EN 14901; - Polyethylenhülle, gemäß ISO 8180; - Legierung aus Zink und Aluminium mit oder ohne andere Metalle, mit einer Mindestmasse von 400 g/m2, mit Schlichtschicht; - extrudierte Polyethylenbeschichtung nach EN 14628; - Polyurethan-Beschichtung nach EN 15189; - Zementmörtelbeschichtung nach EN 15542; - Klebeband; | - Portland/Blast Ofen Schlacke/Sulfat/High Aluminium Zementmörtel, in Übereinstimmung mit ISO 4179; - Zementmörtel-Auskleidung mit Dichtungsbeschichtung, gemäß ISO 16132; - Epoxidbeschichtung, gemäß EN 14901; - Polyurethan-Auskleidung nach EN 15655; | - Epoxidbeschichtung; - Polyurethan-Beschichtung |
Prozess und Prüfung:
1. Induktionsofen und behandeltes Metall (Chemische Analyse des Rohstoffs, Sphäroidizing & Nodularität)
2. Gießen (Sichtprüfung und Gewichtskontrolle)
3. Wärmebehandlung (Mikrostruktur)
4. Hydrostatischer Test (Drucktest)
5. Maßprüfungen (Überprüfung der Rohrlänge und -Verbindung, OD, Wanddicke, Aussehen)
6. Zink-Spritzen (Dickentest)
7. Futter und Beschichtung (100% Sichtprüfung, Dickenprüfung zufällig)
8. Kennzeichnung und Verpackung (100% Sichtprüfung)
Projektfall