



 Complaint
Complaint

1. Anforderungen An Die Automatisierte Batteriezellenmontage
1,1,automatisierte Batteriezellenmontage Technischer Parameter:
(1)Gerätekapazität: ≥10ppm;
(2) die endgültige ausgezeichnete Rate ist ≥99,8% (nur die schlechten Produkte durch die Ausrüstung verursacht);
(3) Ausfallrate der Ausrüstung ≤ 2 %;
(4)kompatibel mit einer Vielzahl von Größe Modul Spezifikationen, schnelle Änderung. Laserleistungsstabilität (Fluktuation) ≤±1%, Brennweite des Galvanometers digital angezeigt und eingestellt werden kann, der Bereich ist -5,0~+5,0mm, und die Einstellgenauigkeit ist ≤0,5mm;(5)die Schweißspur wird durch Schweißsoftware bearbeitet, der Schweißprozess automatisiert, die Parameter können geändert werden, Und die Berechtigung für Betrieb und Änderung kann eingestellt werden
1,2,Flussdiagramm:
Vorläufiger Prozessablauf, abhängig von den tatsächlichen Anforderungen
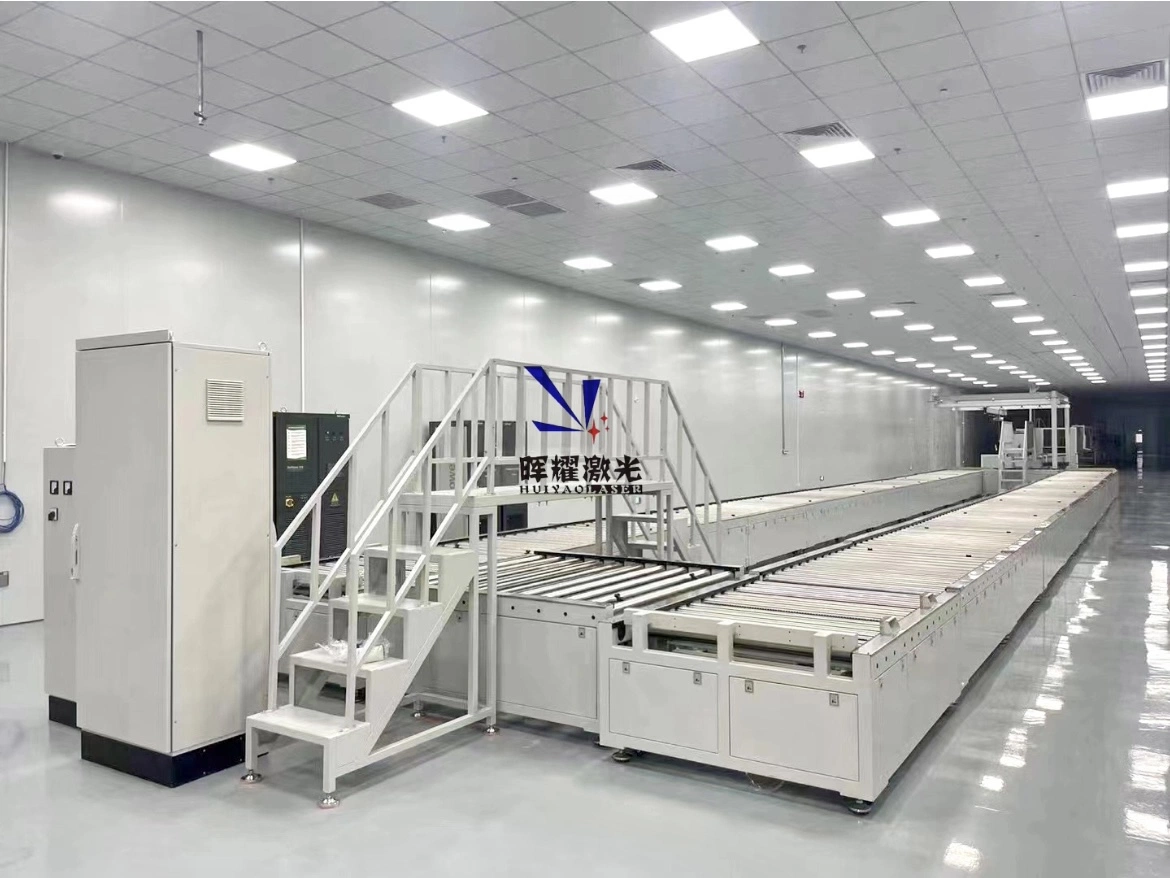
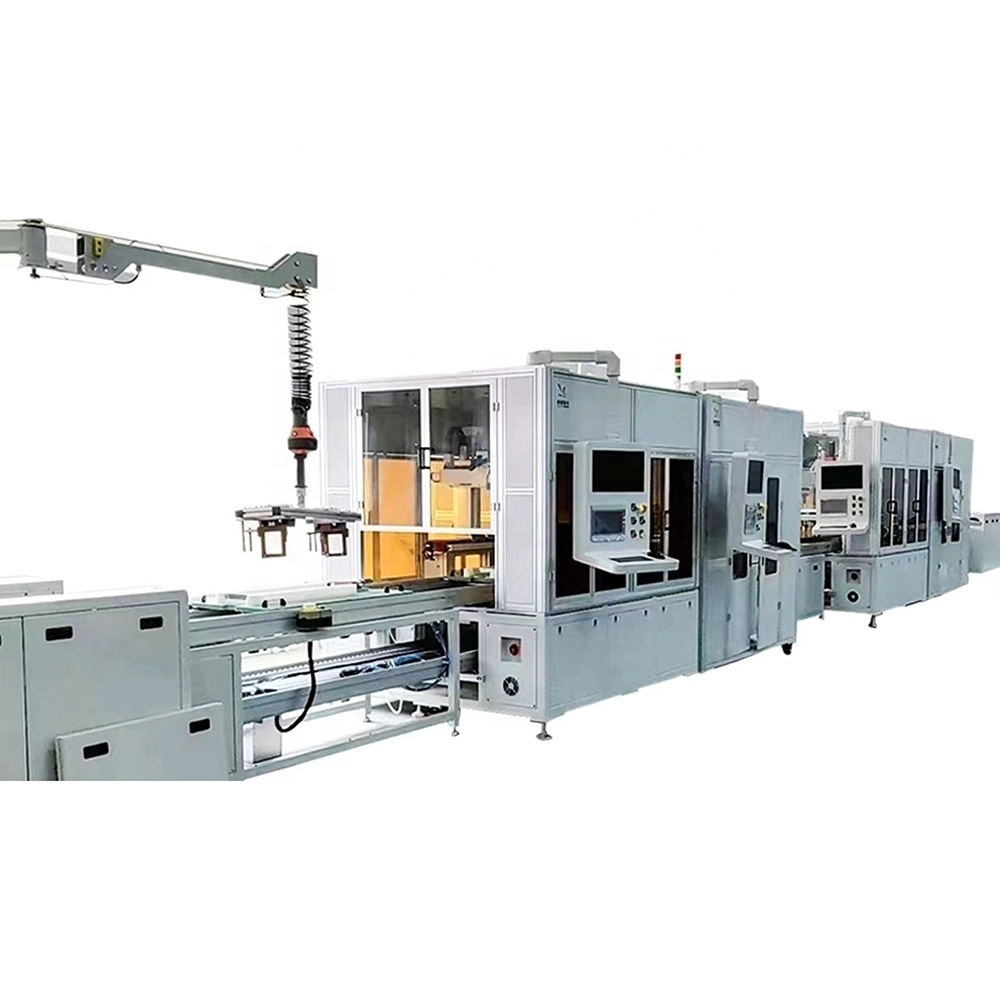
2. Programmlayout
2,1 Programmrenderings:
2,2 Layoutgröße:
Grundriss Rückseite Größe (L*B*H): 19500mm*9000mm*3200mm
Grundriss vorne (L*B*H): 13000mm*6000mm*2300mm
3. Einführung In Das Funktionsmodul
3,1 Verleimteil Zum Anzanieren
3.1.1 Anlagenbeschreibung:
Einführung der Reinigung und Verleimstation: 1. Nachdem der Arbeiter die Batteriezelle auf das Zuführband gelegt hat, kann die Anlage die Reinigung und das Kleben automatisch abschließen; 2. Ausrüstung schlagen: 12ppm;
3.1.2 Geräteparameter:
Name | Parameter |
Stromversorgung | AC220V/50HZ |
Luftzufuhr | 0,5-0,7Mpa |
Größe | L2600mm*W1250mm*H1800mm |
Betriebstemperatur | 5 40ºC |
Reinigungsbereich | X/Y (mm): 300/300mm |
Verleimbereich | X/Y (mm): 300/300mm |
Fahrgeschwindigkeit | X/Y/Z (mm/Set):300mm |
Wiederholgenauigkeit | ±0,02mm |
Gewicht | Etwa 650KG |
Leimverhältnis | 1:1 Uhr |
Ab MELANGE | Dynamisches Mischen |
Verleimgenauigkeit | 0,02g,das Fehlerverhältnis überschreitet nicht ±5% |
Robotersystem | BORUNTE 4 -Achsroboter |
Betriebsart | Punkt-zu-Punkt/kontinuierliches Liniensegment |
Leimsystem | HY |
Steuerungssystem | HY |
Pneumatische Komponenten | Airtac |
Servomotor | Panasonic Servo -System |
Optische Sensoren | Omron |
Leistung | GUT, HENGFU |
Kugelschraube | TBI |
Linearführungen | HIWIN |
Rahmen | Fangtong Schweißmechanismus , Arbeitsplattenlötung Eisenblock , Portalfräsen |
Blech | Vollständig geschlossene Struktur aus Blech, Transparentes Fenster |
Kontaktieren Sie uns für weitere Informationen über automatische Montagelinie.
3,2 Stapeln Von Drehtischen
3.2.1 Beschreibung des Aktionsablaufs:
1. Aktionsprozess: Der Stapelroboter entlädt und entlädt Materialien aus der Förderlinie der Verleimgeräte und führt Stapelvorgänge in der seriell-parallelen Reihenfolge der Modulrezepte durch. Diese Stapelmethode kann Modulkombinationen mit unterschiedlichen Rezepturen in seriell-parallelen Sequenzen flexibel aufnehmen. Die Stapelreihenfolge ist von unten nach oben, und die Zellen und Isolierplatten werden abwechselnd, von der 1st Handzelle zur 1st Hand Isolierplatte und dann zur letzten Hand 1 Zelle. Während des Stapelvorgangs wird ein nach unten drückender und schlagender Mechanismus gleichzeitig vorgedrückt und fixiert.
2. Der Greifer wird vom Roboter gesteuert, um den Greifmechanismus zu steuern, und der Greifer ist mit photoelektrischen Induktionszellen an Ort und Stelle konstruiert. Die Modulstapelplattform ist mit einer festen Neigung mit zwei Stationen ausgestattet. Jede Station enthält zwei Klemmen, die zwei Zellen gleichzeitig platzieren können. Wenn die A-Station stapelt, führt die B-Station vor dem Extrusion synchron die beweglichen Arbeiten durch, und die Doppelstation wechselt, um die Effizienz des Stapelns und Bewegen zu verbessern.
Erklärung Der Umstellungsstrategie 3.2.2:
1. Zellgreifer wechseln: Wählen Sie einen Langhub-Spannzylinder, der beim Wechsel automatisch mit verschiedenen Zelltypen kompatibel sein kann;
2. Greifer der Isolierplatte wechseln: Die Vakuumsauger-Baugruppe wird auf dem Aluminiumprofil montiert, und der Abstand zwischen den Saugnäpfen kann beim Modellwechsel manuell entsprechend der Breite der Isolierplatte eingestellt werden.
3. Elektrisches Programm: Gemäß der seriell-parallelen Stapelreihenfolge kompatibler Module führt der Roboter die Stapeloperation gemäß dem voreingestellten Roboter-Stapelreihenfolge-Programm durch. Vor dem Modellwechsel wird das Stapelprogramm des modelländernden Produktes übernommen.
3,3 Einführung in das Funktionsmodul
3.3.1 Extrusionsstation: Zweireihiger Modulprozess
3.3.2 Extrusionsstation:
3.3.3 Extrusionsstation: Beschreibung des Anlagenflusses:
1. Die geklebten Zellen vom Handlingsroboter in die Auslaufposition des Schiebetisches bringen und der Schiebetisch gleitet automatisch in die manuelle Extrusionsposition;
2. Befestigen Sie manuell beide Enden an der Endplatte, installieren Sie die Seitenschienen, drücken Sie zuerst die Breite Richtung Extrusion Taste, um die Länge Richtung des Moduls horizontal zu machen; Drücken Sie dann die Taste Start Extrusion, der Zylinder treibt die obere Platte, um die Zelle zu extrudieren, wenn sie die eingestellte Länge erreicht, stoppt er, setzt das Stahlband, stanzt das Kunststoffstahlband, und reibt die Schraube;
3. Drücken Sie nach Abschluss der Installation die Taste Open, drücken Sie den Zylinder zum Einfahren, und drücken Sie dann die Schiebetaste, das installierte Modul gleitet wieder in die Entladeposition und der Roboter greift es auf den stationären Wagen.
3.3.4 Extrusionsstation: Umrüststrategie erklärt:
Anweisungen Zum Umrüsten Der Extrusionswerkzeuge
1. Änderung des Handlinggreifers: Servo + Schraube Spannmechanismus wird übernommen, und das elektrische Programm kann mit einem Schlüssel während des Modellwechsels geschaltet werden;
2. Extrusionstabelle ändern: Wählen Sie einen Langhub-Spannzylinder, die automatisch kompatibel mit verschiedenen Arten von Batterien beim Wechsel sein kann;
3. Roboterprogramm: Je nach Größe des kompatiblen Moduls folgt der Roboter dem voreingestellten Roboterhandlingsprogramm. Übertragen Sie vor dem Modellwechsel das Handhabungsprogramm des Ersatzprodukts.
3,4 Einführung des Sicherheitszauns:
3,4 Einführung des Sicherheitszauns:
1. Die Konstruktion, Herstellung und Kontrolle des Sicherheitszauns entsprechen den einschlägigen nationalen Vorschriften zur Produktionssicherheit, um die Sicherheit des Produktionsprozesses zu gewährleisten.
2. Schutzzäune, Zäune, Sicherheitsnetze und andere Einrichtungen werden an Orten aufgestellt, an denen Personen- oder Maschinenschäden auftreten können, und es wird der erforderliche Verriegelungsschutz durchgeführt. Die Sicherheitsverriegelung sollte mit dem System verriegelt werden. Die Sicherheitstür ist selbstverriegelend und kann nicht geöffnet werden, wenn die Produktionslinie in Betrieb ist.
3. Betreten der Sicherheitstür Operationsprozess: Beantragen Sie den Eintritt - der Roboter und andere Geräte sind in einer sicheren Position geparkt - die Sicherheitstür wird geöffnet - betreten Sie die Sicherheitstür.
4. Betriebsprozess für die Wiederaufnahme der Produktion: Gehen Sie aus der Sicherheitstür - bestätigen Sie, dass sich niemand im Gerätebereich befindet - schließen Sie die Sicherheitstür, geben Sie das Wiederherstellungspasswort ein und die Sicherheitstür ist selbstverriegelend - die Ausrüstung funktioniert normal.
3,5 Isolationswiderstandspannungsprüfstation:
Die Isolationsprüfung vor dem Schweißen wird durchgeführt, indem alle Sonden durch den gesamten Prüfmechanismus gedrückt und dann zwischen der Zelle und der Zelle durch das Relais geschaltet werden. Isolationsprüfung zwischen Schale und Schale; Prüfverfahren: Alle positiven Pole in Reihe, alle negativen Pole in Reihe nach der Isolationsprüfung zwischen den beiden, und dann alle positiven.
Isolationsprüfung zwischen Polreihe und Gehäuse, Isolationsprüfung zwischen allen negativen Polserien und Gehäuse.
3,6 Isolationswiderstandspannungsprüfstation:Detaillierte Beschreibung der Ausrüstung:
1. Betriebsprozess: Die Schale wird angehoben und positioniert, die Schalensonde wird auf die Endplatte oder die Seitenplatte gedrückt, und die positiven Sondenrelais aller Zellen sind geschlossen, so gibt es Isolierung zwischen der positiven Elektrode der Zelle und der Schale; Die positive Elektrode aller Zellen wird in zwei Gruppen unterteilt, eine ungerade und eine gerade nummerierte Gruppe, und die Isolierung zwischen den positiven Elektroden wird geprüft.
2. Strategie für den Modellaustausch: Richten Sie gemäß der Anordnung der Zellen, die der Palettenanordnung entsprechen, ein Koordinatensystem für die Koordinaten des Formelüberspringens ein. Vor dem Modellwechsel das Prüfsprungkoordinatprogramm aufrufen, den ersten Stücktest OK durchführen und nach dem Modellwechsel in den Produktionsmodus wechseln.
3,7 Pole Photo Station:
Einführung der Fotopost:
1. Diese Station nimmt zuerst den MARKIERUNGSPUNKT des Moduls und dann jeden Pol;
2. Binden Sie dann die Fotoinformationen mit dem Modulcode ein und senden Sie sie an die Laserschweißstation.
3.7.1 Anlagendetails:
1. Die Ausrüstung besteht hauptsächlich aus dreidimensionalen Tisch, CCD und Lichtquelle, Rack-Abdeckung, automatische Code-Scanning-Pistole;
2. Aktion Prozess: Nachdem das Modul angehoben und auf die Pole-Photographie-Station durch die Doppel-Geschwindigkeit-Kette übertragen wird, identifiziert die 3D Stufe das Modul Modell nach dem Barcode von der automatischen Code-Scanning-Pistole erfasst. Finde die Position und schieße dann 2 MARKIERUNGSPUNKTE auf die Endplatte. Nach Abschluss der Positionierung bildet es ein Koordinatensystem, das über die SPS an die Reinigungsstation und die Schweißstation gesendet wird, und der Werkzeugträger fließt nach dem Absteigen zur nächsten Station.
1. Die dreidimensionale Bühne treibt die Kamera und Ranging Sensor, um Bilder und Rangieren, die falsche Erfassung, Durchmesser und Geradheit zu realisieren.
2. Verwenden Sie Schablone Matching, um die Produktposition grob zu lokalisieren, und dann verwenden Sie ein kreisförmiges Messwerkzeug, um die Mitte der beiden Kreise innerhalb und außerhalb des Polrings für die Schweißpositionierung zu bestimmen.
3. Arbeitsmethode: Wortschießen vollzieht statisch Messung und Positionierung, kompatibel mit Kupfer und Aluminium-Materialien.
3,8 Polreinigungsstation
Einführung der Polreinigungsstation: Diese Station verwendet Roboter und Laser, um die Pole zu reinigen;
3.8.1 Anlagendetails:
1. Die Ausrüstung besteht hauptsächlich aus sechs Hauptteilen: Roboter, CCD und Lichtquelle, Haube, automatische Code-Scanning-Pistole, Entfernungsmesser und Galvanometer;
2. Aktionsprozess: Nachdem das Modul angehoben und über die Double-Speed-Kette zur Laserreinigungsstation übertragen wurde, erkennt der Roboter das Modulmodell anhand des von der automatischen Codescanner erfassten Barcodes, und das Roboterprogramm passt automatisch die Höhe an und führt dann Distanzmessungen und MARKIERPUNKTAUFNAHMEN durch. Nach dem Fotografieren wird jeder Pol automatisch nach den Koordinaten der Pol-Fotografierstation gereinigt. Nach Abschluss der Reinigung läuft der Werkzeugträger ab und fließt zur nächsten Station.
3,9 LaserschweißstationEinführung Laserschweißstation:
1. Diese Station nimmt zuerst den MARKIERUNGSPUNKT des Moduls und berechnet dann den Offset jedes Pols auf der Grundlage der von der Fotografierstation gesendeten Daten;
2. Alle Sammelschweißen Positionen werden für Abstand gemessen, und dann Laserschweißen durchgeführt wird.
3.9.1 Anlagendetails:
1. Die Ausrüstung besteht hauptsächlich aus sechs Teilen: Dreidimensionaler Tisch, Galvanometer, CCD und Lichtquelle, Rack Haube, automatische Code-Scanning-Pistole und Entfernungsmesser;
2. Aktionsprozess: Nachdem das Modul angehoben und über die Doppeldrehzahlkette zur Laserschweißstation transportiert wurde, identifiziert der dreidimensionale Tisch das Modulmodell anhand des von der automatischen Codescanner erfassten Barcodes, und das dreidimensionale Tischprogramm stellt automatisch die Höhe ein und führt dann Rangierpunkte und MARKIERUNGSPUNKTE aus. Nehmen Sie Bilder auf. Nach der Aufnahme der Bilder wird das Sammelschienenschweißen automatisch nach den Koordinaten durchgeführt, die von der Polfotografierstation gesendet werden. Nach dem Schweißen steigt der Werkzeugträger ab und fließt zur nächsten Station.
3,10 Mechanismus des Freihebelkrans
3.10.1 Erläuterung der Umstellungsstrategien:
1,Beschreibung der Strategie für den Austausch des Spreader:
1. Hakennadel-Ersatz: Hakennadel und Anschlussplatte müssen manuell nach verschiedenen Modellen von Modulen ersetzt werden;
2. Änderung der Längenrichtung: Die Längenrichtung ist kompatibel, und der Anschlussblock kann direkt am Aluminiumprofil manuell eingestellt werden.
3.11.1 Pallet Introduction: Umrüststrategie Erklärt
1. Beschreibung der Strategie für den Palettenaustausch:
1. Breite Richtung Typ Änderung: Manuell ändern Sie die Position des Seitenanschlag (die Bodenplatte des Tabletts wird mit verschiedenen Arten von Löchern vorgefertigt werden);
2. Längenänderung: Tauschen Sie die Position des Kartensteckplatzes des vorderen Blocks manuell aus.
Branchenanwendung
Lithium-Batterie-Modul die vollautomatische Montagelinie wird hauptsächlich bei der Herstellung von neuen Energie-Lithium-Batterie-Modulen, Prismatic-Batterie-Modulen, Energiespeicher-Batterie-Modulen, Power-Batterie-Modulen und Pack Schweißmontage, etc. Verwendet
Unser Unternehmen














