Complaint
Complaint

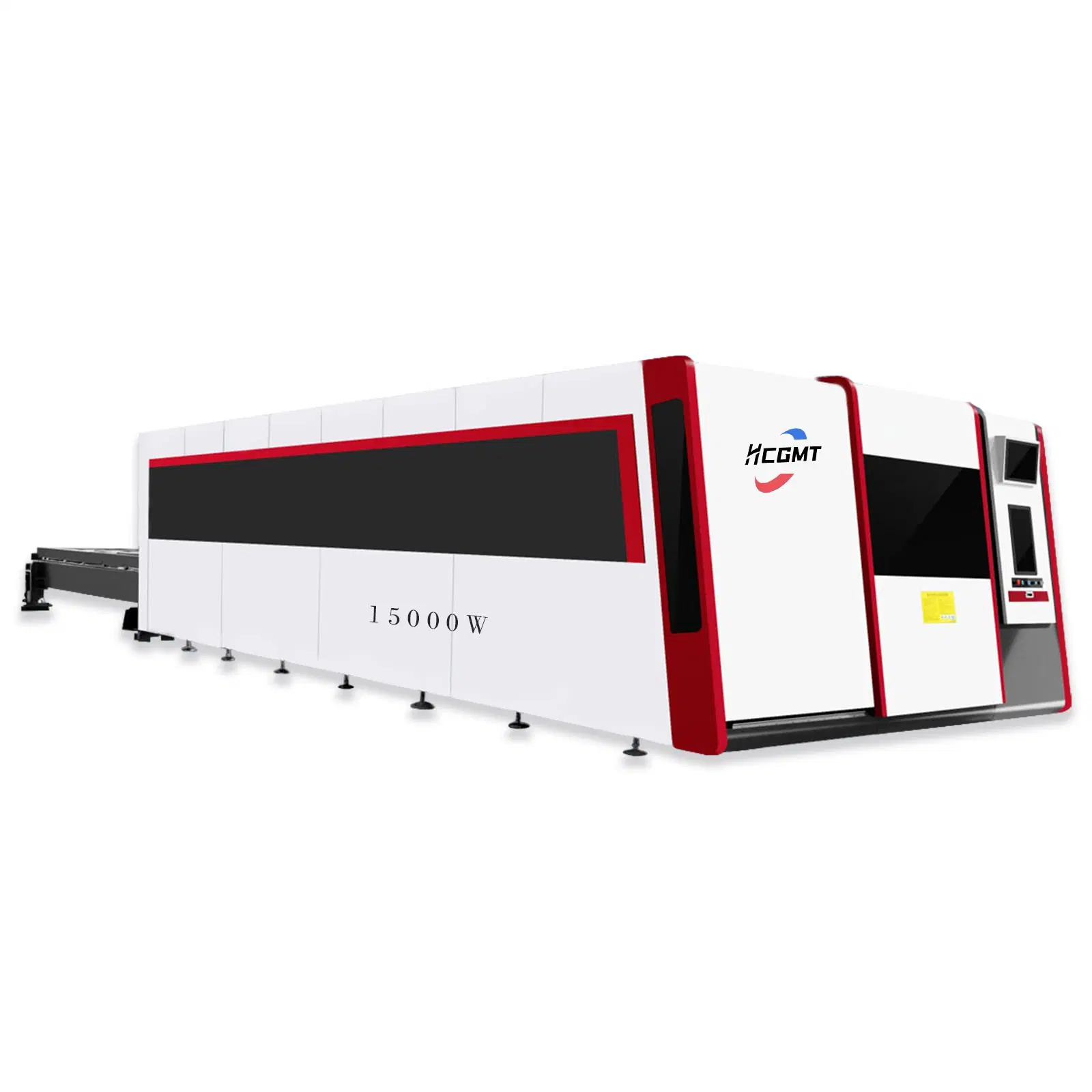
| HCGMT® 15000W Oversized Workbench Hochleistungs-Laserschneidmaschine Technische Parameter | |
| Laserleistung | 15000W |
| Maximale Schnittgröße | 8*2,5M/10*2,5M/13*2,5M |
| Maximale Bewegungsgeschwindigkeit | 100M/MIN |
| Maximale Beschleunigung | 1,2G |
| Positioniergenauigkeit | 0,1MM |
| Genauigkeit Der Neupositionierung | 0,02MM |
| Betriebsspannung | 380V/50HZ |
| Kühlungstyp | Wasserkühlung |
| Hinweis: Alle Parameter sind dynamisch und dienen nur als Referenz. Weitere Informationen erhalten Sie beim Kundenservice. | |
| Material | Dicke (MM) | Gas | 1500W | 3000W | 6000W | 12000W | 15000W |
| Kohlenstoffstahl (Q235B) | Drehzahl (M/MIN) | Drehzahl (M/MIN) | Drehzahl (M/MIN) | Drehzahl (M/MIN) | Drehzahl (M/MIN) | ||
| 1 | Stickstoff/Sauerstoff | 26-29 | 47-50 | 58-62 | |||
| 2 | Stickstoff/Sauerstoff | 7-8 | 21-23 | 31-36 | |||
| 3 | Stickstoff/Sauerstoff | / | 6-12 | 18-22 | 32-38 | 34-39 | |
| Sauerstoff | 2,9-3,2 | 3,9-4,1 | / | / | / | ||
| 4 | Stickstoff/Sauerstoff | / | / | 11-13 | 22-26 | 25-29 | |
| Sauerstoff | 2,4-2,6 | 3,4-3,6 | 3.7-4 | / | / | ||
| 5 | Stickstoff/Sauerstoff | / | / | 8-10 | 17-20 | 18-22 | |
| Sauerstoff | 1,8-2,0 | / | 3,2-3,3 | / | / | ||
| 6 | Luft | / | / | 5,5-6,5 | 12-14 | 16-18 | |
| Stickstoff | / | / | 5,5-6,5 | 11-13 | 15-17 | ||
| Sauerstoff | 1,6-1,8 | 2,7-2,8 | 2,6-2,8 | 2,6-2,8 | 2,6-2,8 | ||
| 8 | Luft | / | / | / | 8-10 | 10-11 | |
| Stickstoff | / | / | / | 7-9 | 9-10 | ||
| Sauerstoff | 1,1-1,3 | 2,1-2,3 | 2,5-2,6 | 2,5-2,6 | 2,5-2,6 | ||
| 10 | Luft | / | / | / | 5-6 | 7-8 | |
| Stickstoff | / | / | / | 4,5-5,5 | 6.5-7 | ||
| Sauerstoff | 0,9-1,0 | 1,4-1,6 | 2,2-2,3 | 2,2-2,3 | 2,2-2,3 | ||
| 12 | Luft | / | / | / | 4.2-5 | 5,5-6,5 | |
| Stickstoff | / | / | / | 4-4,8 | 5-6 | ||
| Sauerstoff | 0,8-0,9 | 1-1,1 | 1,8-2,0 | 1.9-2 | 1.9-2 | ||
| 14 | Luft | / | / | / | 3,5-4,2 | 5-5,55 | |
| Stickstoff | / | / | / | 3,2-3,5 | 4.8~5 | ||
| Sauerstoff | 0,6-0,7 | 0,9-0,95 | 1,4-1,7 | 1,5-1,6 | 1,5-1,6 | ||
| 16 | Luft | / | / | / | / | / | |
| Sauerstoff | 0,5-0,6 | 0,8-0,95 | 1,2-1,3 | 1,4-1,6 | 1,4-1,6 | ||
| 18 | Luft | / | / | / | / | / | |
| Sauerstoff | / | 0,7-0,72 | 0,7-0,8 | 1,4-1,5 | 1,4-1,5 | ||
| 20 | Luft | / | / | / | / | / | |
| Sauerstoff | / | 0,6-0,65 | 0,6-0,65 | 1,4-1,5 | 1,4-1,5 | ||
| 22 | Sauerstoff | / | 0,55 | 0,55-0,6 | 1,2 | 1,2-1,3 | |
| 25 | Sauerstoff | / | 0,5 | 0,5-0,55 | 1 | 1,2-1,3 | |
| 30 | Sauerstoff | / | / | / | 0,4 | 0,8~0,9 | |
| 35 | Sauerstoff | / | / | / | 0,35 | 0,4 | |
| 40 | Sauerstoff | / | / | / | 0,3 | 0,35 | |
| 45 | Sauerstoff | / | / | / | 0,2 | 0,25 | |
| 50 | Sauerstoff | / | / | / | / | 0,2 | |
| 60 | Sauerstoff | / | / | / | / | / | |
| 70 | Sauerstoff | / | / | / | / | / | |
| 80 | Sauerstoff | / | / | / | / | / | |
| Edelstahl (SUS 304) | Dicke (MM) | Gas | 1500W | 3000W | 6000W | 12000W | 15000W |
| Drehzahl (M/MIN) | Drehzahl (M/MIN) | Drehzahl (M/MIN) | Drehzahl (M/MIN) | Drehzahl (M/MIN) | |||
| 1 | Stickstoff/Sauerstoff | 27-30 | 50-53 | 59-65 | / | / | |
| 2 | Stickstoff/Sauerstoff | 8-9 | 23-25 | 32-38 | / | / | |
| 3 | Stickstoff/Sauerstoff | 4,2-4,5 | 10-12 | 20-24 | 32-38 | 34-39 | |
| 4 | Stickstoff/Sauerstoff | 2,0-2,2 | 6-8 | 12-15 | 22-26 | 25-29 | |
| 5 | Stickstoff/Sauerstoff | 1,5-1,7 | / | 9-11 | 17-20 | 18-22 | |
| 6 | Luft | 1,0-1,2 | 2,9-3,1 | 6-7,5 | 14-16 | 17-20 | |
| Stickstoff | 1,0-1,2 | 2,9-3,1 | 6-7,5 | 13-15 | 16-19 | ||
| 8 | Luft | 0,5-0,6 | 1,2-1,3 | 4-4,5 | 10-12 | 12-14 | |
| Stickstoff | 0,5-0,6 | 1,2-1,3 | 4-4,5 | 9-11 | 11-13 | ||
| 10 | Luft | / | 0,75-0,8 | 2,2-2,4 | 8-9 | 8-10 | |
| Stickstoff | / | 0,75-0,8 | 2,2-2,4 | 7.5-8 | 7-9 | ||
| 12 | Luft | / | 0,5 | 1,3-1,5 | 6,0-6,5 | 7,0-7,5 | |
| Stickstoff | / | 0,5 | 1,3-1,5 | 5,2-6,0 | 6,0-6,5 | ||
| 14 | Luft | / | / | 0,9-1,0 | 3,7-4,0 | 4,8-5,0 | |
| Stickstoff | / | / | 0,9-1,0 | 3,2-3,5 | 4,3-4,5 | ||
| 16 | Luft | / | / | 0,8-0,85 | 2,7-3,0 | 3,4-3,8 | |
| Stickstoff | / | / | 0,8-0,85 | 2,3-2,5 | 3,0-3,5 | ||
| 18 | Luft | / | / | / | 2,2-2,5 | 3,0-3,3 | |
| Stickstoff | / | / | / | 1,8-2,0 | 2,6-2,8 | ||
| 20 | Luft | / | / | 0,5-0,6 | 1,6-1,8 | 2,0-2,2 | |
| Stickstoff | / | / | 0,5-0,6 | 1,3-1,5 | 1,6-1,8 | ||
| 25 | Luft | / | / | / | 0,8-1,0 | 1,2-1,5 | |
| Stickstoff | / | / | / | 0,7-0,8 | 1,1-1,3 | ||
| 30 | Luft | / | / | / | 0,65 | 0,6-0,7 | |
| Stickstoff | / | / | / | 0,25 | 0,33-0,35 | ||
| 35 | Stickstoff | / | / | / | / | / | |
| 40 | Stickstoff | / | / | / | 0,15 | 0,25 | |
| 50 | Stickstoff | / | / | / | 0,1 | 0,15 | |
| 60 | Stickstoff | / | / | / | / | 0,1 | |
| 70 | Stickstoff | / | / | / | / | 0,06 | |
| 80 | Stickstoff | / | / | / | / | / | |
| 90 | Stickstoff | / | / | / | / | / | |
| 100 | Stickstoff | / | / | / | / | / | |
| Aluminium | Dicke (MM) | Gas | 1500W | 3000W | 6000W | 12000W | 15000W |
| Drehzahl (M/MIN) | Drehzahl (M/MIN) | Drehzahl (M/MIN) | Drehzahl (M/MIN) | Drehzahl (M/MIN) | |||
| 1 | Stickstoff/Luft | 21-23 | 40-43 | 43-46 | / | / | |
| 2 | Stickstoff/Luft | 5-7 | 16-18 | 26-28 | / | / | |
| 3 | Stickstoff/Luft | 3,2-3,5 | 8-10 | 6-6,5 | 27-30 | 28-32 | |
| 4 | Stickstoff/Luft | 1,5-1,7 | 5-6 | 4.5-5 | 19-21 | 20-22 | |
| 5 | Stickstoff/Luft | 0,5-0,7 | / | 2,8-2,9 | 14-16 | 16-18 | |
| 6 | Stickstoff/Luft | / | 1.5-2 | 1,7-1,8 | 10-12 | 12-14 | |
| 8 | Stickstoff/Luft | / | 0,6-0,7 | 1,0-1,2 | 7-8 | 8-9 | |
| 10 | Stickstoff/Luft | / | / | 0,7-0,9 | 4-5 | 5.5-6 | |
| 12 | Stickstoff/Luft | / | / | 0,5-0,6 | 2.5-3 | 3.5-4 | |
| 14 | Stickstoff/Luft | / | / | / | 2,3-2,5 | 2.5-3 | |
| 16 | Stickstoff/Luft | / | / | / | 1,6-1,8 | 1.8-2 | |
| 18 | Stickstoff/Luft | / | / | / | 1-1,2 | 1,4-1,6 | |
| 20 | Stickstoff/Luft | / | / | / | 0,8 | 0,9-1,0 | |
| 22 | Stickstoff/Luft | / | / | / | 0,5 | 0,8 | |
| 25 | Stickstoff/Luft | / | / | / | / | 0,5 | |
| 30 | Stickstoff/Luft | / | / | / | / | / | |
| 40 | Stickstoff/Luft | / | / | / | / | / | |
| 50 | Stickstoff/Luft | / | / | / | / | / | |
| Messing | Dicke (MM) | Gas | 1500W | 3000W | 6000W | 12000W | 15000W |
| Drehzahl (M/MIN) | Drehzahl (M/MIN) | Drehzahl (M/MIN) | Drehzahl (M/MIN) | Drehzahl (M/MIN) | |||
| 1 | Stickstoff/Luft | 18-20 | 37-40 | 41-43 | |||
| 2 | Stickstoff/Luft | 4-5 | 14-16 | 24-26 | |||
| 3 | Stickstoff/Luft | 2,3-2,5 | 7-9 | 13-14 | 25-28 | 25-29 | |
| 4 | Stickstoff/Luft | 1,2-1,4 | 3-4 | 9-10 | 16-18 | 18-20 | |
| 5 | Stickstoff/Luft | / | / | 5-6 | 12-14 | 13-16 | |
| 6 | Stickstoff/Luft | / | 1,2-1,5 | 4-4,5 | 9-11 | 11-13 | |
| 8 | Stickstoff/Luft | / | 0,5-0,6 | 2,3-2,5 | 6-7 | 7-8 | |
| 10 | Stickstoff/Luft | / | / | 1,5-1,6 | 3,5-4,5 | 5-5,5 | |
| 12 | Stickstoff/Luft | / | / | 1,0-1,2 | 2,2-2,8 | 3,2-3,5 | |
| 14 | Stickstoff/Luft | / | / | 0,7-0,9 | 1.8-2 | 2,3-2,8 | |
| 16 | Stickstoff/Luft | / | / | 0,5-0,6 | 1,4-1,6 | 1,5-1,8 | |
| 18 | Stickstoff/Luft | / | / | / | 0,8-1,0 | 1,1-1,3 | |
| 20 | Stickstoff/Luft | / | / | / | 0,7 | 0,7-0,9 | |
| 22 | Stickstoff/Luft | / | / | / | 0,4 | 0,7 | |
| 25 | Stickstoff/Luft | / | / | / | / | 0,4 | |
| 1. In den Schnittdaten beträgt der Kerndurchmesser der Ausgangsfaser des Lasers 1500W 50 Mikrometer. | |||||||
| 2. Diese Schnittdaten verwenden Jia qiang Schneidkopf, und das optische Verhältnis ist 100/125 (Brennweite der kollimierenden Fokussierlinse) . | |||||||
| 3. Schneiden von Hilfsgas:Flüssigsauerstoff (purity99,99%), Flüssigstickstoff (Reinheit 99,999%), Luft (Öl, Wasser und Filtration). | |||||||
| 4. Der Luftdruck in diesen Schnittdaten bezieht sich speziell auf den überwachten Luftdruck am Schneidkopf. | |||||||
| 5. Aufgrund der Diferenz sin verschiedenen Gerätekonfigurationen und Schneidprozesse (Werkzeugmaschinen, Wasserkühlung, Umwelt, Schneidgasdüsen, Gasdruck, Usw.) von verschiedenen Kunden verwendet. | |||||||
| 6. Alle Parameter sind dynamisch und dienen nur als Referenz. Weitere Informationen erhalten Sie beim Kundenservice. | |||||||
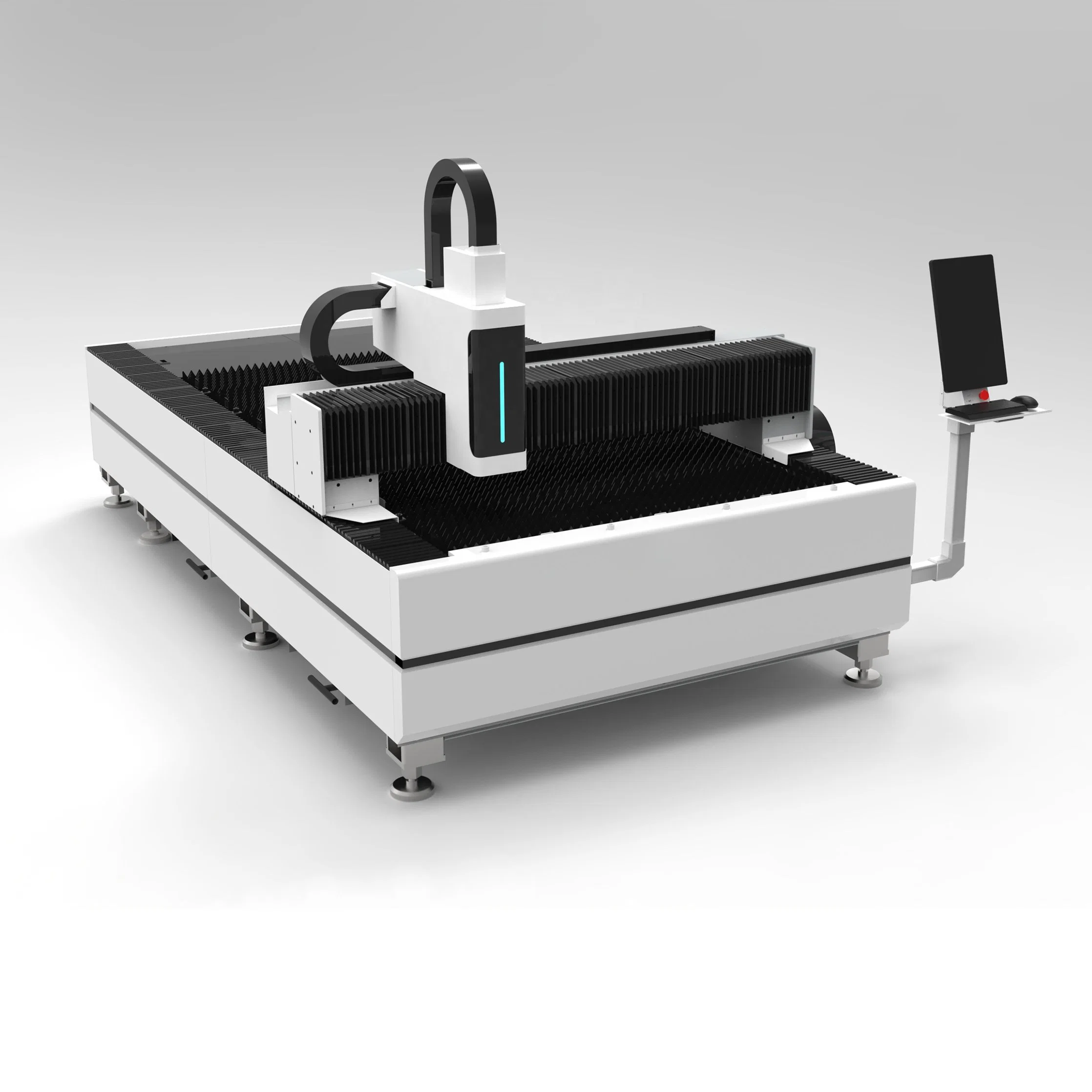
Ultra-Large Workbench High-Power Laser Cutter ist ein hochpräzises Lasergerät, das hauptsächlich zum Schneiden von Blechmaterialien verwendet wird. Es kombiniert einen Hochleistungs-Laserstrahl, ein fortschrittliches Computersteuerungssystem, ein hochpräzises optisches System, eine hervorragende mechanische Struktur und ein intelligentes Softwaresystem, um ein schnelles, effizientes und präzises Blechschneiden zu erreichen.
Der Ultra-Large Workbench Hochleistungs-Laserschneider wird in verschiedenen Industriebereichen wie Automobilherstellung, mechanische Teileverarbeitung, Luft- und Raumfahrt, Schiffbau, Architekturdekoration, Usw. Es kann hochpräzise Schneiden von verschiedenen Blechen von einfachen Quadraten und Kreisen zu komplexen Konturen und Mustern zu erreichen. Darüber hinaus ist der Ultra-Large Workbench Hochleistungs-Laserschneider mit professionellen Anwenderschulungen und unterstützenden Softwareplattformen ausgestattet, die über umfassende Sicherheitsmaßnahmen und intelligente Steuerungsfunktionen verfügen, die eine sichere und komfortable Bedienung gewährleisten.
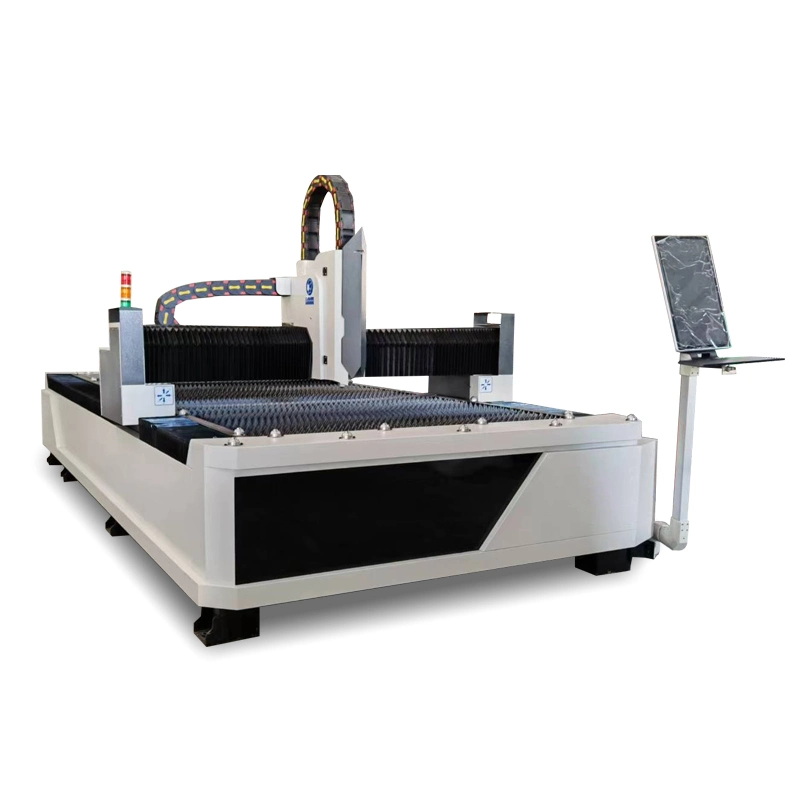
Die ultragroße Werkbank dieses Geräts bietet ausreichend Platz für das Aufstellen und Schneiden von großen Blechen. Die Stabilität und Präzision der Werkbank beeinflusst direkt die Qualität und Effizienz des Schneidprozesses. Um ein genaues Schneiden zu gewährleisten, ist die Werkbank in der Regel mit fortschrittlichen Positionierungs- und Verriegelungssystemen ausgestattet, die eine präzise Kontrolle der Blechposition ermöglichen.
Der Hochleistungs-Laserstrahl ist die Kernkomponente des Ultra-Large Workbench High-Power Laser Cutter. Die hohe Energiedichte des Laserstrahls ermöglicht ein schnelles und effizientes Schneiden von Blechen, unabhängig von deren Dicke. Bei Exposition gegenüber dem Laserstrahl, wird das Blech sofort schmelzen oder verdampfen, sogar erreichen atomaren Ebene hohe Temperaturen und Drücke zu realisieren Schneiden. Diese Schneidmethode ist nicht nur effizient, sondern hat auch minimale Schäden am Material, was zu einer sehr flachen Schnittkante führt.
Die fortschrittliche Computersteuerung ist ein wichtiger Bestandteil des Ultra-Large Workbench High-Power Laser Cutter. Dieses System steuert präzise die Leistung, Scangeschwindigkeit, Fokusposition und andere Parameter des Laserstrahls, um hochpräzise Blechschnitte zu erzielen. Die Computersteuerung kann außerdem Schnittpfade und Parametereinstellungen über eine grafische Oberfläche visuell darstellen, was die Bedienung einfacher macht.
Advanced Computer Control System Ultra-große Werkbank Advanced Computer Control System Einführung
Das hochpräzise optische System ist für den Ultra-Large Workbench High-Power Laser Cutter entscheidend. Dieses System umfasst hauptsächlich Reflektoren, Fokussierlinsen usw., die die Richtung des Laserstrahls präzise steuern und auf das Blech fokussieren, um hochpräzise Blechschnitte zu erzielen. Darüber hinaus kann das optische System durch Anpassen von Parametern wie Brennweite und Spotgröße verschiedene Größen und Formen von Metallblechen schneiden.
Intelligente Softwaresysteme bieten zusätzlichen Komfort für den Einsatz mit dem Hochleistungs-Laserschneider Ultra-Large Workbench. Basierend auf den Benutzeranforderungen können intelligente Softwaresysteme automatisch Schnittpfade und Programme generieren, um ein schnelles und effizientes Schneiden von Blechen zu erreichen. Gleichzeitig können intelligente Softwaresysteme in Echtzeit den Betriebsstatus und die Schnittqualität der Ausrüstung überwachen und potenzielle Probleme rechtzeitig erkennen und lösen, um die Stabilität und Zuverlässigkeit der Ausrüstung zu gewährleisten.