



 Complaint
Complaint

1 Prozessanforderungen und grundlegende technische Parameter
1,1 Art des Aufheizofens.
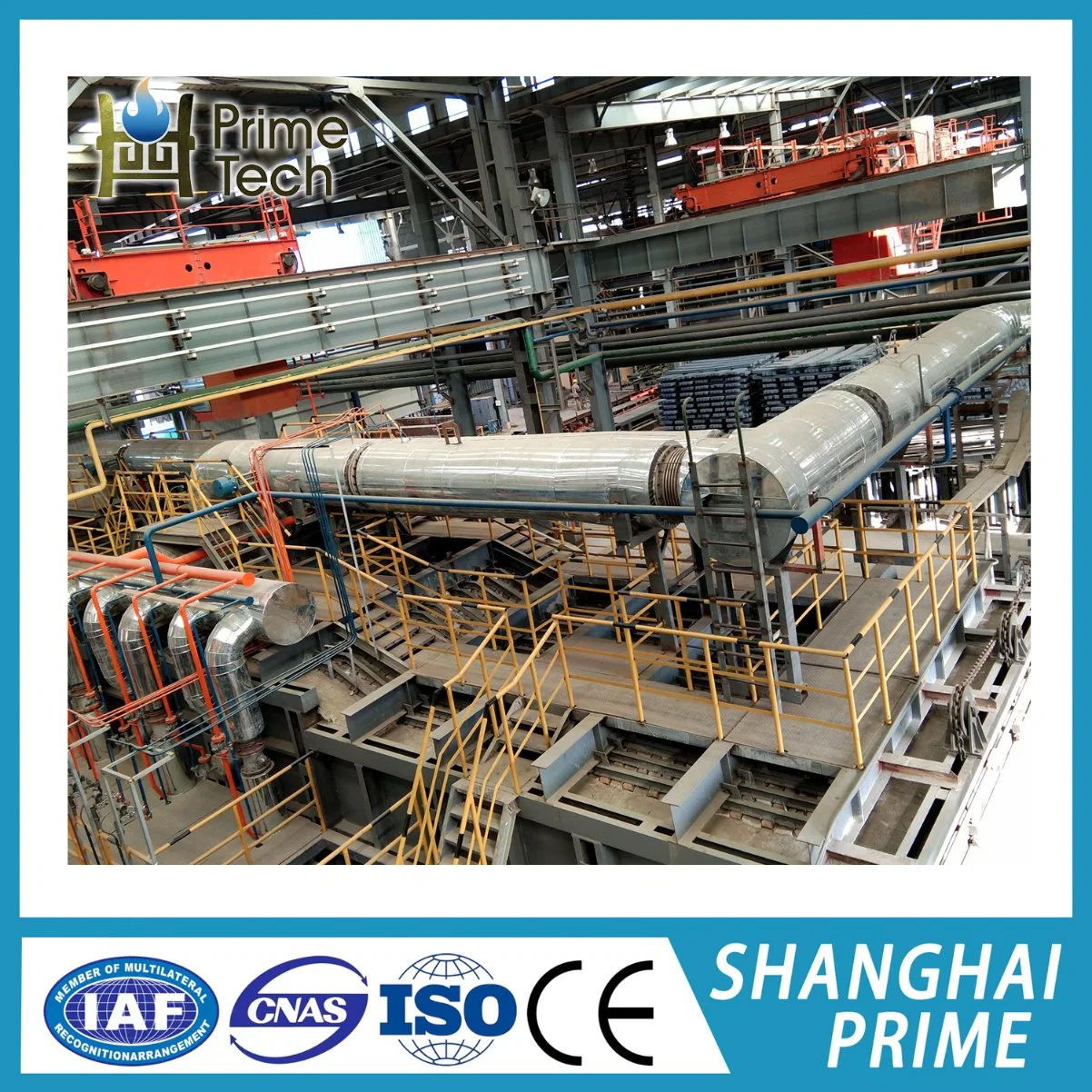
Bauen Sie einen neuen kontinuierlichen Stahl-Nachheizofen für Billet-Heizung, mit einreihiger Anordnung und Verwendung von Verdampfungskühlung und Dual regenerative Wärmespeicher-Technologie über drei Abschnitte.
1,2 Art des Aufheizens Stahl
Gewöhnlicher Kohlenstoffstrukturstahl, hochwertiger Kohlenstoffstahl, niedriger legierter Stahl.
1,3 Billet-Spezifikation
Spezifikation:150×150×10600mm Continuous Cast Billet
1,4 Ausgang des Aufheizofens
120T/h (Kaltladung, Standard-Karbonstahl-Billet).
1,5 Qualitätsanforderung Nachheizung
Temperaturdifferenz zwischen verschiedenen Querschnitten des ausgehenden Billet≯30ºC
Temperaturdifferenz zwischen benachbarten Knüppeln≯5ºC
1,6 Kraftstoff
Kraftstoffart:Hochofengas
Heizwert: Q=750×4,18 KJ/m3
Druck: >8000Pa
Kontaktdurchfluss: 50000Nm3/h (Kaltinstallation 120T/h, 110% Heizlast)
1,7 Ofentyp
Stopfer Typ Aufheizofen, dreistufige Ofen Temperaturregelung, voll flache Dachkonstruktion.
Lade- und Entladeverfahren: Ende in und Seite aus.
2 Layout und Modifikationsfunktionen des Ofenbereichs
2,1 Kurzbeschreibung des Prozesses
Die Stranggießknüppel werden vom Warm-Förderrollentisch zum Billet-Transferwagen geliefert und dann durch die Billet-Sammelvorrichtung auf den Böll geschoben. Anschließend werden sie von einem Kran (vier Knüppel gleichzeitig) auf den Stahlfadenaufladestaufstand geklemmt und zum Ofenheck-Rollentisch zur Einfahrt transportiert. Die Verantwortung für das oben genannte liegt beim Käufer.
Die Knüppel werden durch einen hydraulischen Stopfer in den Ofen geschoben und im Ofen erhitzt, bis sie vor dem Ablassen eine Temperatur von 1000ºC bis 1150ºC erreichen. Die beheizten Stranggießknüppel werden nacheinander über den Auslaufkrahlamellenrollentisch ausgestossen und zum Walzen in die Schruppmühle gefördert.
Der Aufheizofen nimmt eine einreihige Beschickungsmethode an und der Stahlherbereitungszyklus ist mit dem Walzrhythmus abgestimmt.
2,2 Layout des Aufheizofenbereichs
Im Bereich des Aufheizofens wird ein neuer Aufwärmofen gebaut.
Der Nachheizofen ist mit zwei Verbrennungsluftgebläsen (eines davon im Einsatz und eines im Standby-Modus), einem Rauchgasgebläse und einem Kohlerauchgebläse ausgestattet. Diese vier Lüfter befinden sich am ursprünglichen Gebläse und am induzierten Luftzug.
Der Aufheizofen ist mit zwei Stahlstapeln (wiederverwendet) ausgestattet, einer für gasseitige Abgase und der andere für luftseitige Abgase.
Die vorhandene elektromagnetische Station wird für den Elektroschrank des Aufheizofens wiederverwendet. Der Betrieb des Ablagesystems, die Instrumentensteuerung und die elektrische Steuerung des Nachheizofens sind im Hauptkontrollraum auf der Ablageseite zentralisiert.
Der Wasserstrahl des Aufheizofens wird durch Verdampfung gekühlt.
Die Wasserversorgung und die Entwässerung sind entsprechend den Anforderungen der Wasserkühlkomponenten wie Wasserbalken und Gebläse am Ladeende des Aufheizofens angeordnet.
Um den Anforderungen an Betrieb und Wartung gerecht zu werden, sind entsprechende Plattformen und Leitern um den Ofen und auf der Ofenoberseite angeordnet.
3 Auslegungsentwurf des Aufheizofens
3,1 Merkmale des Entwurfs für den Nachheizofen
Der Nachheizofen kann die Anforderungen an hohe Ausbeute, hohe Qualität, niedrigen Verbrauch, schadstofffreie und automatische Produktionsbetrieb erfüllen.
Der Nachheizofen nimmt einen dualen regenerativen Verbrennungsmodus an, mit Brennern, die auf der oberen und unteren Wand des Ofens angeordnet sind. Der Ofen hat eine einfache und kompakte Struktur, was zu einer hohen thermischen Effizienz führt.
Der Ofen nimmt eine flache Oberkonstruktion an. Die Konfiguration und Auswahl des Verbrennungssystems sind sinnvoll, um eine gleichmäßige Erwärmung der Stahlknüppel zu gewährleisten, die Ofenstruktur zu vereinfachen, die Betriebsumgebung zu verbessern und die Umweltanforderungen zu erfüllen.
Der Ofen ist mit einer monolithischen Oberseite und einer Verbundofenwandstruktur ausgestattet, um den Wärmeverlust aus dem Ofenkörper zu minimieren.
3,2 Hauptabmessungen und Aufbau des Aufheizofens
Effektive Länge des Aufheizofens 21000mm
Innere Breite des Ofens 11200mm
Höhe des oberen Ofenraums 1500mm
Höhe der unteren Ofenkammer 1900mm (gleichmäßige Erwärmung section2000mm)
3,3 Verbrennungssystem des Aufheizofens
Der Heizofen ist mit 3 Heizsektionen ausgestattet und die Ofentemperatur wird automatisch geregelt. Durch die Einstellung des Temperaturwerts der einzelnen Schnittteile und die Steuerung der Kraftstoffmenge in jedem Abschnitt werden die Ausgangstemperatur und die Temperaturgleichmäßigkeit der Stahlteile gewährleistet.
(1) Abdichtungsmaßnahmen für regenerative Brenner
Die regenerative Brennerform wird übernommen und der regenerative Körper wird in den Brenner gelegt.
Der Einsatz eines regenerativen Brenners mit einer geteilten Struktur hilft, Risse aufgrund übermäßiger Temperaturunterschiede zu vermeiden.
Die Wärmeableitung der Schale des regenerativen Brenners schützt die Auskleidung.
Die doppelseitige Abdichtung an der Schnittstelle sorgt für eine dichte Abdichtung.
Der integrierte Guss des Brenners mit der Ofenwand sorgt für eine ausreichende Abdichtung.
Um den Brennerbereich herum sind Dehnungsfugen installiert, um Spreizrisse und Leckagen zu reduzieren.
Die Auswahl von feuerfesten Materialien für die Ofenwand trägt zur Reduzierung von Ausdehnungsrissen und Lecks bei.
Zwischen der Brennerschale und der Stahlkonstruktion wird eine vollständig abgedichtete Struktur verwendet, wobei die Stahlkonstruktion am Brennerstandort verstärkt behandelt wird.
(2)Aufbau der regenerativen Brenner
Der Ofen ist mit einer Kombination von links und rechts gekreuzten Brennern ausgestattet, mit insgesamt 60 Brennern an den Seitenwänden des Ofens angeordnet.
Aufgrund der schnellen Reaktion zwischen den Stahlknüppeln und Sauerstoff in der Hochtemperaturzone ist es wichtig, die Verweildauer der Stahlknüppel in der Hochtemperaturzone zu minimieren und den Sauerstoffgehalt auf der Oberfläche der Knüppel zu reduzieren, um den Verbrennungsverlust zu verringern.
Die Brennerstruktur und das Material sollten eine ausreichend lange Lebensdauer gewährleisten. Die Verbindung zwischen Brenner und Ofenwand sollte ordnungsgemäß gehandhabt werden, um die Installation zu erleichtern und Brandunfälle zu verhindern. Die Gas- und luftgenerativen Brenner sind vollständig getrennt, um das Phänomen der Gasüberkreuzung zu vermeiden.
Die Verbrennungsdüse ist ein kritischer Bestandteil des Verbrennungssystems, und die richtige Organisation der Verbrennung hängt davon ab. In Bezug auf die Verbrennungsorganisation sollte bei der Auslegung der regenerativen Brenner die Verbrennungsmischung von niedrigkalorifem Gas berücksichtigt werden, eine vollständige Verbrennung des Gases sichergestellt und eine gleichmäßige Ofentemperatur erreicht werden. Es sollte die Realisierung einer sauerstoffarmen Verbrennung erleichtern, um lokale Überhitzung zu vermeiden. Einerseits soll es die Gleichmäßigkeit der Ofentemperatur erhöhen und die Bildung schädlicher Gase wie NOx verringern. Andererseits soll es die Entkohlung bei hohen Temperaturen minimieren. Daher sollte bei der Auslegung der Düse die optimale Gasauslassgeschwindigkeit und der Winkel der gemischten Injektion berücksichtigt werden.
In diesem Plan hat der Brenner eine hohe Strömungsgeschwindigkeit, die das Hochtemperatur-Ofengas stark stören und die konvektive Wärmeübertragung zwischen dem Hochtemperatur-Ofengas und den Stahlknüppeln verbessern kann, wodurch die Heizqualität der Knüppel verbessert wird.
3,4 Entleerrollenbahn
Der Auslaufrollentisch des Ofens besteht aus einer Freilaufwalze, die von einer Gruppe von drehzahlgeregelten Wechselstrommotoren angetrieben wird. Die Rollen haben eine gekrümmte, selbstausrichtende Fläche, wodurch die Mittellinie des abgeleiteten Materials so eng wie möglich mit der Mittellinie des Rollentischs ausgerichtet wird. Die Rollenwellen sind hohl und wassergekühlt, wobei sauberes Umwälzwasser zum Kühlen verwendet wird. Hitzebeständige Stahlwalzenhülsen werden auf den Walzenwellen montiert und mit Muttern gesichert. Die Rollenwellen übertragen die Bewegung der Wellenhülsen, um die Stahlknüppel durch einen Schlüsselmechanismus zu positionieren.
Die Motor-Untersetzungsgetriebeeinheit ist auf der Walzenwelle montiert und treibt direkt die Wellenhülse an. Die Rollenwellen werden auf dem Sockel durch Lager gestützt.
Isolierbleche werden zwischen den Rollenwellen und der Ofenschale installiert, um Wärmeverluste zu reduzieren und eine Überhitzung der Lager zu verhindern.
Um den Betrieb des Freischwinger-Rollentischs und die Stahlauslasssituation im Ofen zu beobachten, wird auf der gegenüberliegenden Seite der Ofenwand vom Stahlauslasskanal ein zuverlässiges Hochtemperatur-Industriefernsehen installiert.
In der Nähe des Ofentürausgangs sind zwei Rollentische installiert, um den Übergang zwischen dem internen Freischwinger-Rollentisch und dem externen Auslaufrollentisch zu erleichtern.
Rollleistung
Menge 8+2
Form Zylindertyp der Ringwelle
Kühlung Wassergekühlte Welle
Durchmesser Φ300 mm
Leistung 4 KW
Geschwindigkeit Rollenbahn 0,1~1,5m/s
Rollenmaterial ZGCr25Ni20Si2
4 Prozessüberwachung und -Steuerung
Das Prinzip der automatischen Detektionsinstrumente und Steuerungssysteme ist fortschrittlich, wirtschaftlich, praktisch und zuverlässig, und seine Anforderungen sind, um den automatischen Betrieb und Betrieb von Prozessanlagen zu erfüllen, und um die Qualität der Produkte, technische und wirtschaftliche Indikatoren zu gewährleisten.
Die Prozesserkennung und -Steuerung des Nachheizofens umfasst hauptsächlich die thermische Erfassung, thermische Steuerung, thermischen Schutz und Alarm. Das Instrumentensteuersystem ist in die Ausrüstung der Kontrollräume und Feldgeräte unterteilt.
Unternehmensprofil
Vision
Mit Jahrzehnten der schnellen Entwicklung und Akkumulation, China ist perfekt und ausgereift auf Technologie und Management in verschiedenen industriellen Bereichen, die Gestaltung einer kompletten verarbeitenden Industrie mit wettbewerbsfähigen Preis, bekannt für seine hervorragende Fähigkeiten, hohe Effizienz und fleißige Team mit Qualifikation für Personal Dispatching bekannt.
In der Zeit der wirtschaftlichen Globalisierung, ist es unser konsistentes Ziel und Ziel, alle Arten von Technologie zu integrieren und zu exportieren, Management-Modus, Engineering-Projekt und Personal nach der tatsächlichen Anforderung unseres Kunden mit unserer eigenen reichlich technische Stärke, überlegene Integrationsfähigkeit von Technologie und Ressourcen, Erfahrung in der Projektumsetzung und -Verwaltung als Basis und Plattform;
China in die Welt hinaus gehen lassen und die Welt über China informieren;
| Professionell Professionelles technisches und Management-Team mit reichlich Erfahrung in der Umsetzung von nationalen und internationalen Projekten; |
| Reaktionsschnell Responsiv und akribisch, Ihre Bedürfnisse in Komplettlösungen umzusetzen; |
| Integration Integration verschiedener Technologien und Ressourcen in China und Erfüllung komplementärer Vorteile durch Einsatz professioneller Teams; |
| Motivation Motiviert, die optimale Lösung und Qualitätsprodukte anzubieten; |
| Außergewöhnlich Außergewöhnlich, Lieferung und, Umsetzung von Projekten zu erfüllen, Ihre Erwartungen; |