
 Complaint
Complaint

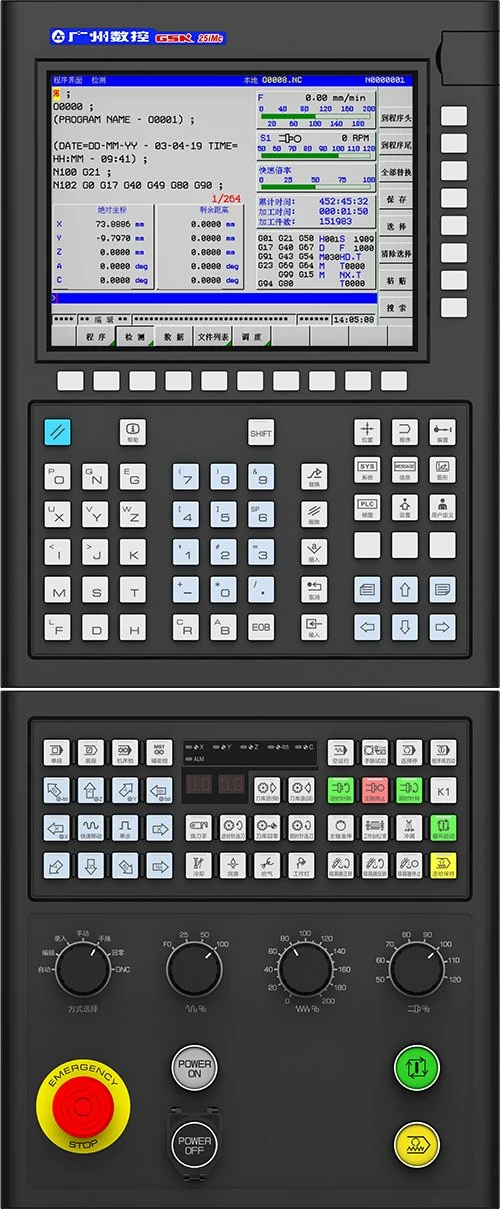
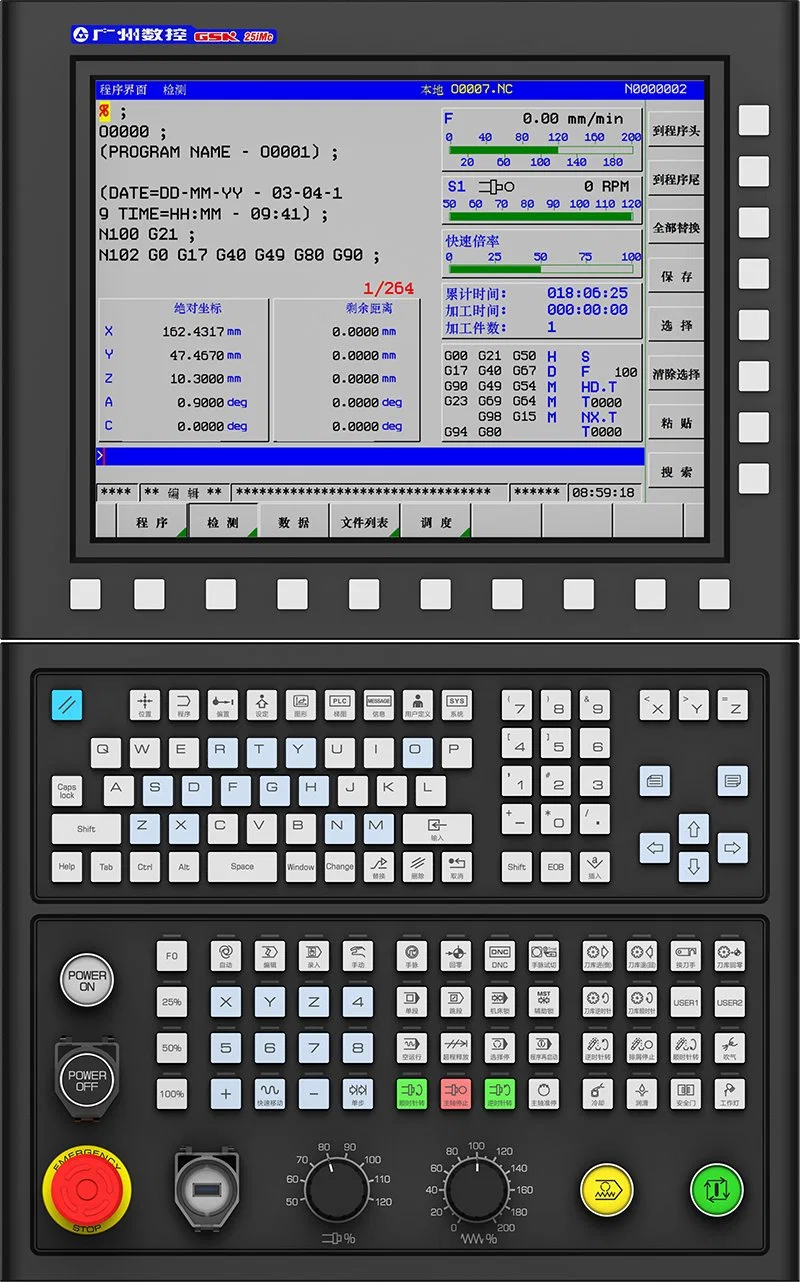
GSK 25i ist eine neue Generation von Hochleistungs- und hochzuverlässigen CNC-Systemen, die durch kontinuierliche Innovation und Verbesserung entwickelt wurden. Es integriert modernste Technologien im Bereich der CNC heute, mit leistungsstarken Funktionen, komfortable Bedienung und breiten Anwendungsbereich.
GSK 25i verfügt über die neue Generation CNC-Steuerung, schnellere Datenverarbeitung Geschwindigkeit, höhere Systemstabilität, stärkere Steuerungsfunktionen, Mehrachsgestänge, Bussteuerung, High Speed, High Precision und Absolutwertgeber.| Achssteuerung | Spezifikation | |||
| Achssteuerung | ||||
| Maximale Anzahl der Steuerachsen | 8 Vorschubachsen plus 2 Servospindeln | |||
| Anzahl der Gestängeachsen | 4-Achs -Gestänge | |||
| 5-Achs -Gestänge | ||||
| Anzahl der gesteuerten SPS -Achsen | Bis zu 8 Achsen | |||
| Synchrone Steuerung der Vorschubachse | Bis zu 4 Gruppen | |||
| Regelung des geschlossenen Regelkreises | Unterstützt inkrementelle, absolute Encoder oder Gitterlineal | |||
| Minimale Befehlseinheit | Minimale Befehlseinheit IS-B | 0,001mm | 0,0001inch | 0,001 Grad |
| Minimale Befehlseinheit IS-C | 0,0001mm | 0,00001inch | 0,0001 Grad | |
| Minimale Detektionseinheit | Minimale Befehlseinheit IS-B | 0,001mm | 0,0001inch | 0,001 Grad |
| Minimale Befehlseinheit IS-C | 0,0001mm | 0,00001inch | 0,0001 Grad | |
| Maximaler Befehlswert | +999999,9999mm+99999,9999inch+999999,9999 Grad | |||
| Maximale Vorschubgeschwindigkeit | Maximale Vorschubgeschwindigkeit 200m/min | |||
| Automatische Beschleunigung und Verzögerung | Linear vor Interpolation, S-Kurvenbeschleunigung /Verzögerung, Ruck -Kontrolle | |||
| Hochgeschwindigkeitsbearbeitung und hochpräzise Bearbeitung | G05 Hochgeschwindigkeits -Interpolation für kleine Linien , Bahnglätten und bis zu 1000 Look-Ahead - und Read-Ahead -Segmente | |||
| 5-Achsen -Steuerung (optional) | ||||
| RTCP -Funktion | Werkzeugzentrierung G43,4 | |||
| Bearbeitung schräg gezogener Oberflächen | Fünf-Achsen -Positionierung (3+2) Bearbeitung G68,2 | |||
| 5-Achsen -manuelle Zufuhr | Manueller Einzug in Werkzeugachse , Winkelrichtung Werkzeugachse rechts und Drehrichtung Werkzeugmittelpunkt | |||
| Programmierfunktion | ||||
| Programmformat | ISO-Befehlsnorm, Programmname: 0+4 Stellen, Segmentnummer N+5 Stellen, G+3 Stellen, Koordinatenwert LP 6 Stellen vor dem Dezimalpunkt, Koordinatenwert LP : 4 nach dem Dezimalpunkt, S+5 Stellen, T+3 Stellen, M+3 Stellen, F+6 Stellen vor dem Dezimalpunkt und F+4 Stellen nach dem Dezimalpunkt | |||
| Interpolationsfunktion | 48 Gruppen des grundlegenden Koordinatensystems G52-G59 und zusätzlich erweitert Koordinatensystem (G54,1) | |||
| Werkstückkoordinatensystem | 48 Gruppen des grundlegenden Koordinatensystems G52-G59 und zusätzlich erweitert Koordinatensystem (G54,1) | |||
| Werkzeugausgleich | C -Funktion Werkzeugausgleich . 400 Sätze Werkzeugausgleich | |||
| Programmierfunktion | Insgesamt gibt es mehr als 100 G-Anweisungen, darunter 12 gängige Festzyklen, 19 spezielle Festzyklen und Compoundzyklen, Planfräsen, Koordinatensystem-Rotation, Skalierung, Spiegelung, Befehle für automatische Längenmessung, Werkzeugzentrierung und Bearbeitung schräg gezogener Flächen. Die Anzahl der Unterprogrammaufrufe beträgt 4, und das Benutzermakro-Programm ist Typ B | |||
| Programmspeicher | 4G Speicher, bis zu 400 Programme | |||
| Referenzpunktfunktion | G27 kehrt zum Referenzpunkt zurück, um zu prüfen: G28 kehrt zum Referenzpunkt zurück; G29 kehrt vom Referenzpunkt zurück; G30 kehrt zu den Referenzpunkten 2, 3 und 4 zurück | |||
| Funktion überspringen | G31 überspringen der Funktion für Werkzeug - und Werkstückmessung | |||
| Programmierbare Steuerfunktion | Programmierbare Hubbegrenzung (G22 und G23), programmierbare Dateneingabe (G10) | |||