

 Complaint
Complaint

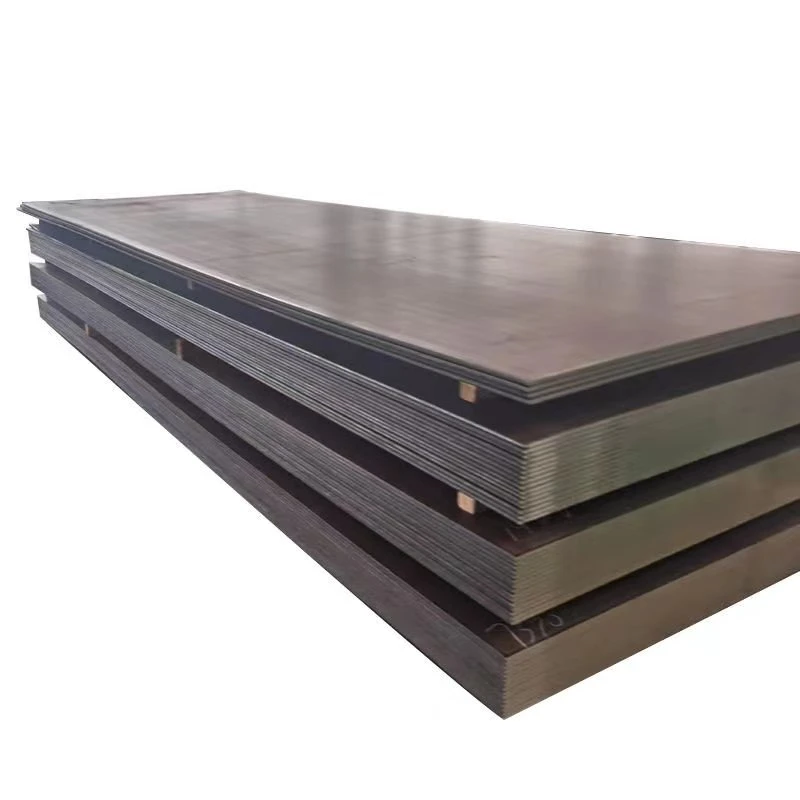
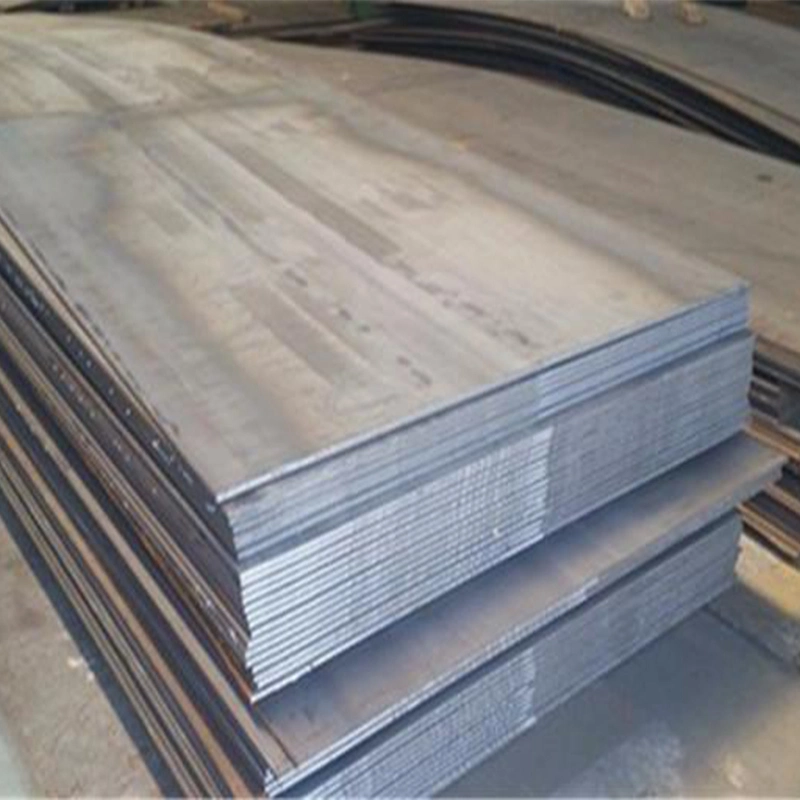
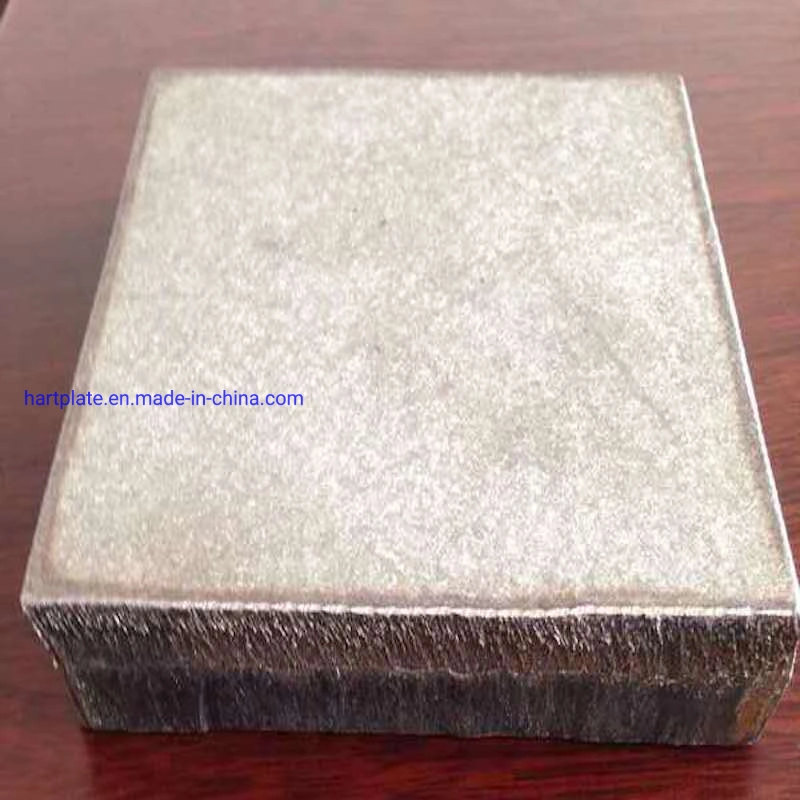
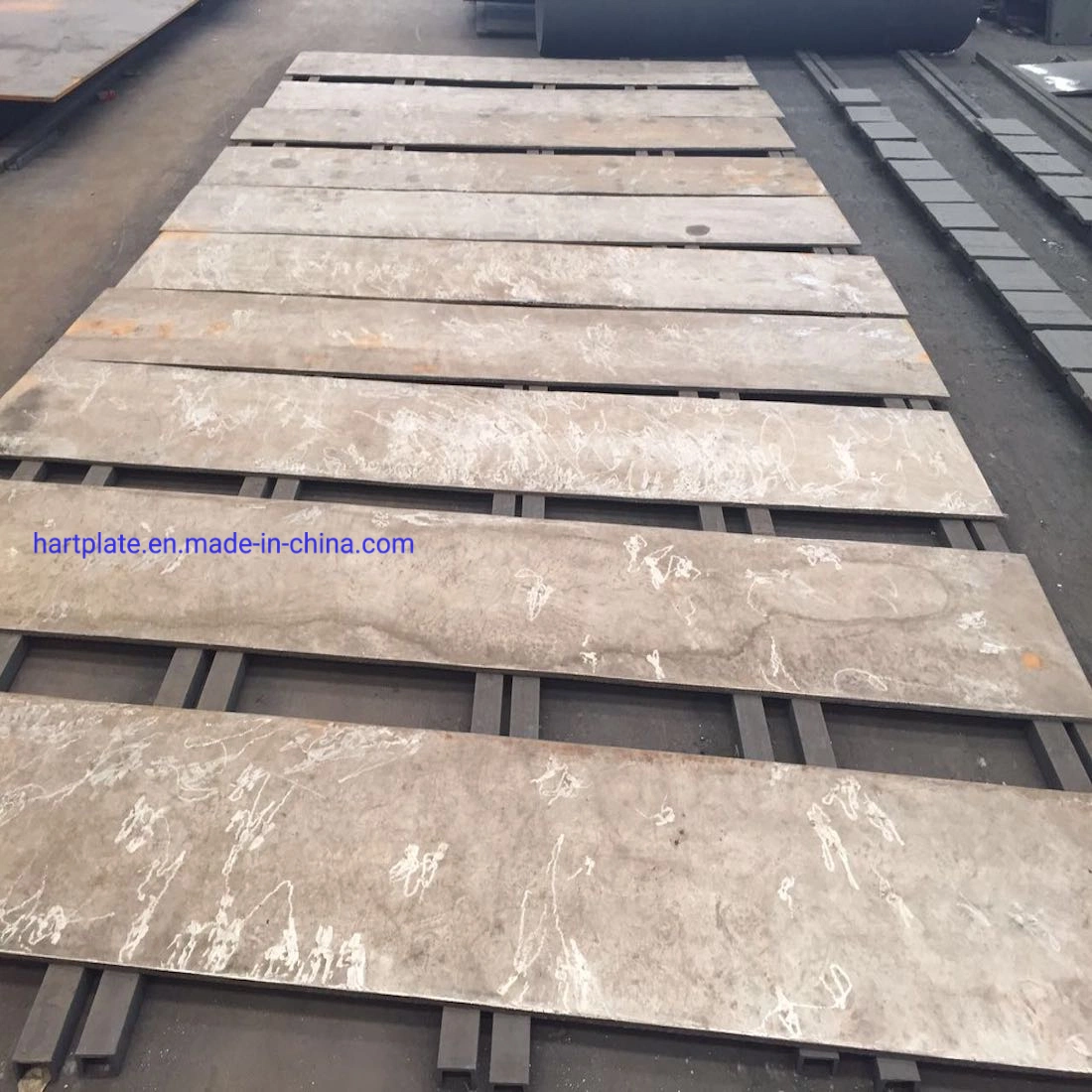
The smooth overlay plate was manufactured using advanced fusion bond submerged arc welding technology to apply a highly abrasive resistant chromium carbide on to a steel substrate producing consistent chemistry and micro structure (austenitic) with smooth overlay deposit.
This product is usually referred to as chromium carbide overlay (CCO) plate on the market. The hardfacing overlay is suitable for severe abrasive wear and impact applications. Qingdao HART Industrial Technology Co., Ltd was established in 2003, it had a long history of providing innovative wear solution and world class wear products.| overlay | ||||||||
| mm | 3 | 4 | 4 | 6 | 6 | 8 | 10 | 12 |
| Standard plate dimension (mm): 1000x 3000/1200 x 3000 | ||||||||
| backing plate | ||||||||
| mm | 3 | 4 | 6 | 6 | 8 | 8 | 10 | 12 |
| Customised alloy specifications, plate sizes and thicknesses are available on request | ||||||||
| INDUSTRY | APPLICATONS |
| Mining | Chutes, hoppers, liners for truck beds, dozer blades, shovel buckets, dragline buckets, excavators |
| Cement | Separator guide vanes, discharge cones for clinker storage bins, chutes for sintering ore conveying, outlet ducts for clinker grinding mills, receiving hoppers |
| Dredging | Dredging pipes and pumps, suction pipelines, pump discharges |
| Steel | Dredging pipes and pumps, suction pipelines, pump discharges |
| Power | Coal handling chutes, coal feeder liners, crusher screen plates, classifier cones, journal liners, silo bunkers |
| HARDBANDING ALLOY | ASTM G65 -- WEIGHT LOSS | HARDNESS (RC) |
| 10+10-8 | 0.162 g/6000 revs | 64.7 |
| 10+10-4 | 0.183 g/6000 revs | 63.7 |
| 10+10-2 | 0.149 g/6000 revs | 64.0 |
| SERVICE | DESCRIPTION |
| Cutting | 1. Can be cut by plasma, laser, water jet, arc gouge, and abrasive saw cutting; 2. Cannot be cut by oxy-fuel. |
| Welding | 1. Use 480 MPa (70 ksi) or 560 MPa (80 ksi) consumable to join base metal; 2. After welding, joint should be capped by overlay for wear protection. |
| Machining | 1. Not machinable by conventional methods; 2. Can be finished by grinding only; 3. Countersunk holes can be precisely produced by EDM (Electrical Discharge Machining). |
| Forming | 1. Commonly formed with overlay to the inside; 2. For pipes with diameters smaller than 0.6m (24"), hardfacing pipe recommended instead of pipes fabricated from hardfacing plate. |
| Drilling | 1. When drilling, the distance between two holes should be at least 15mm (5/8''); Otherwise, the partition may not be strong enough and can crack; 2. The minimum diameter of holes should be equal to the thickness of the plates. For thicker plates with a total thickness over 20mm (3/4''), the minimum diameter should be 1.5 times the thickness of the plate. |