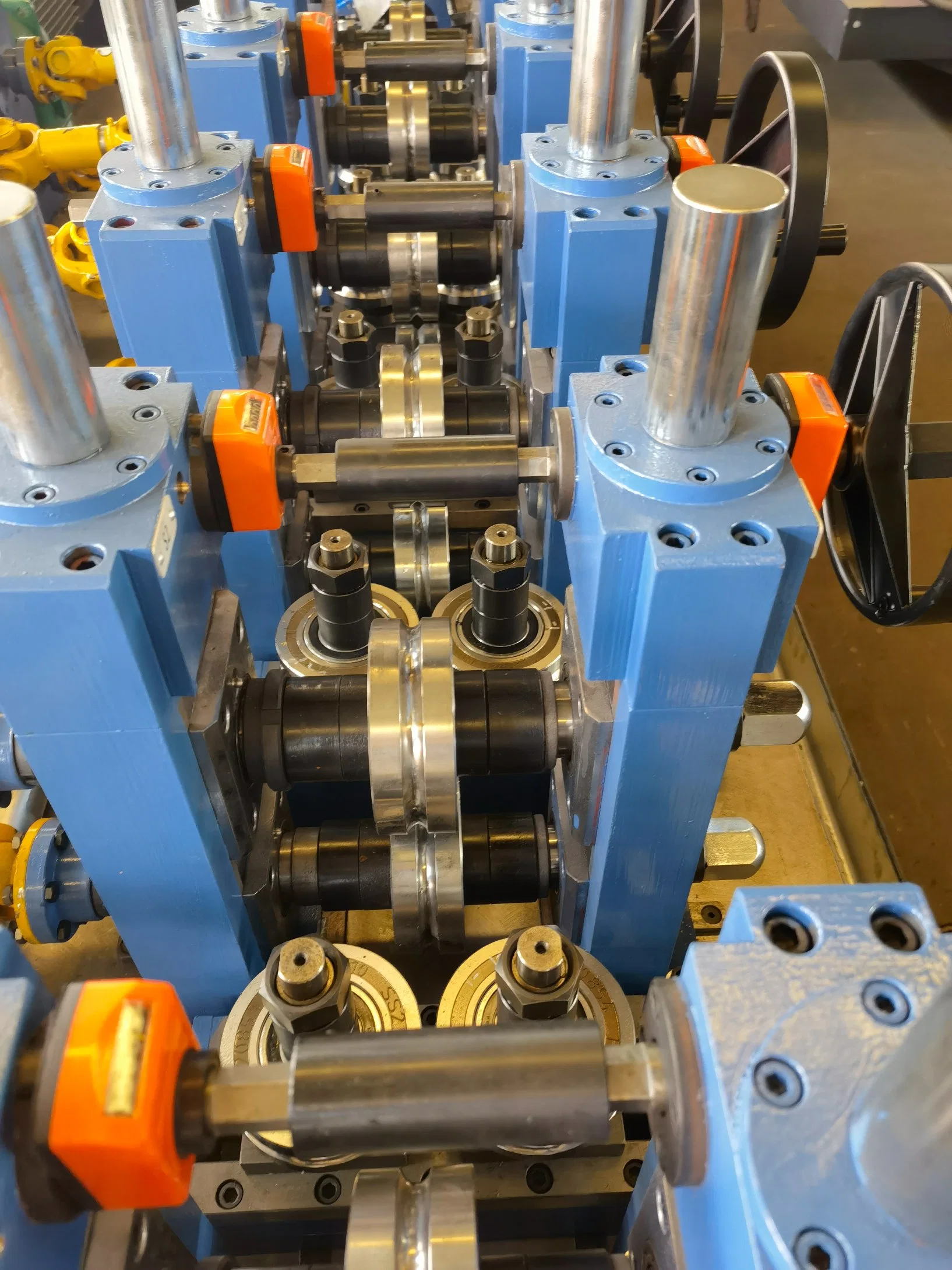
Pipe production line Technical part I. Summary The mill is intended for manufacturing of round pipe of Φ16mm-Φ50mm with thickness of 0.5mm-2.2mm from cold-rolled and hot-rolled coil strip by means of unclosed tubular blank with its subsequent welding into tube, edge heating by means of solid state high-frequency welder, longitudinal seam welding in rolls of tube welding machine, cooling, further sizing or shaping and on-stream cutting of endless tube in measured lengths. Finished product will be of round, square or rectangular pipe. II. The technical flow of the production line {SteelTape}→→ Double-head un-coiler →→Strip-head Cutter and welder→→ Cage loop→→Forming section(Flattening unit +Main driving unit +Forming unit +Guide unit +High frequency induction welding unit +squeeze roller)+ Removing External and burr Machine→→Cooling unit →→ Sizing unit and straightener →→Flying saw under computer-control →→ Run-out table III. Basic conditions: a) Steel Pipe Specification 1. Pipe diameter: Ø16-Ø50mm Pipe Thickness: 0.5- 2.2mm 2. Square Pipe: 13X13mm -40X40mm Rectangle Pipe: 10X20mm -30X50mm Pipe Thickness: 0.5 - 1mm 3. Pipe Length: 6-9m 4. Length Tolerance: 0-6mm b) SteelTape Specification 1. Material: Low Carbon steel (δb≤500Mpa, δs≤235Mpa) 2. Steel Tape: Inner diameter: Φ510-Φ610mm Outer diameter: Φ900-1500mm Strip steel width: 40mm-160mm Strip steel thickness: 0.5mm-2.2mm The maximum weight: 2 tons c) Electricity 1. Dynamic power: AC380V±10%, 3phases, 50Hz±1.0% 2. Control Power: AC220V±10%, one phase, 50Hz ±1.0% d) Electric installed capacity: appro. 250KW e) Cooling water 1. Reservoir for High Frequency equipment: 15 m³, one set 2. Reservoir for circulating cooling water: 15 m³, one set f) Compressed air 1. Pressure: 0.4Mpa 2. Flow: 0.5m3/h g) Production capacity Annual output: 10000 ton, according to the yearly working days,daily working hours and the products. h)Line speed: 30-90m/min
 Complaint
Complaint