Complaint
Complaint

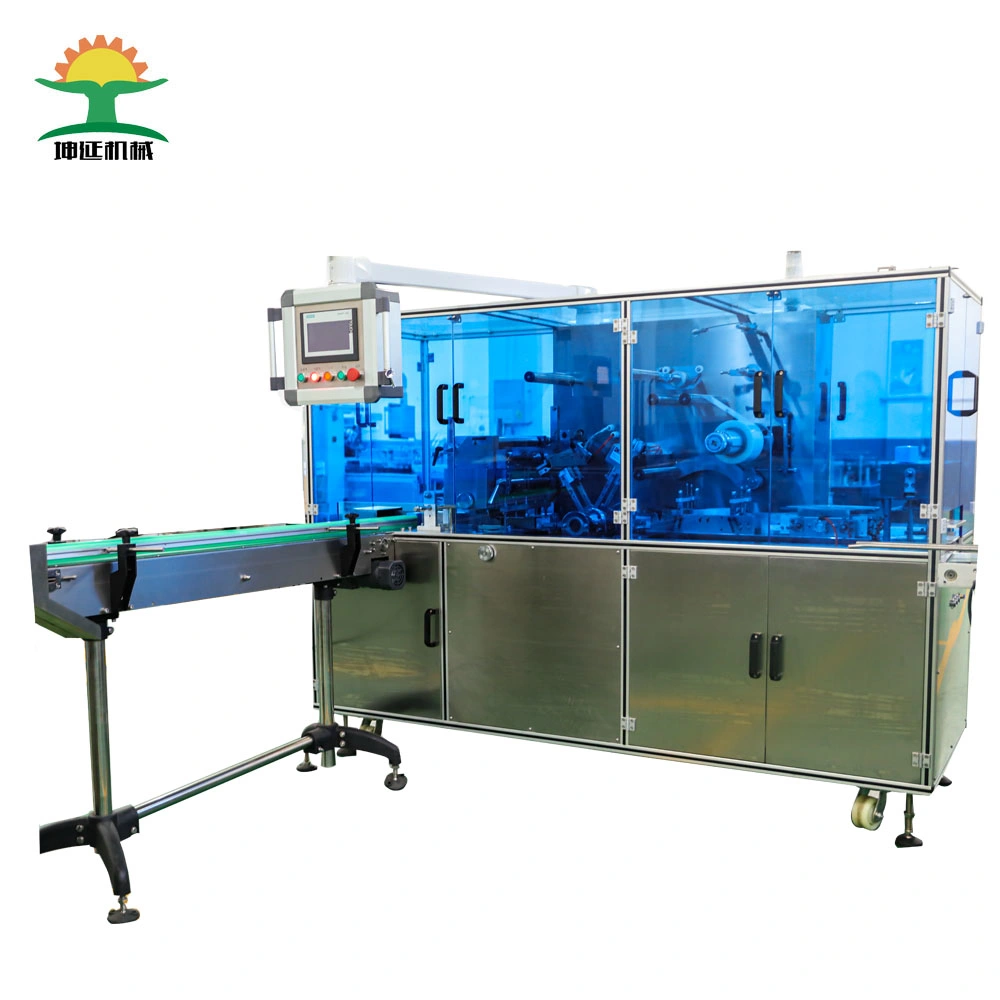
Cartons packing wrap-around case packer basic summary and requirement
The machine adopt to servo location, PLC controlling, auto operation, main drive adopt to import motor drive, multi degree rotation via chain, chain wheel speed regulator ect. It auto degree is high, reliable controlling, easy to adjust, intelligentize manipulation ect advantage, can widely used for beverage, beer, chemistry, food, medicine ect industry, can do all kind of tin and bottle second time package, can match with auto filling production line.
Cartons packing wrap-around case packer main parameter
Product capacity:15carton per minute
15KW
Rating power: 15KW
380V,50Hz;
Used power supply: three phase,380V,50Hz
Controlling power supply: 24V DV
Compressor air:1500L per minute, 0.6-0.8Mpa
Hot melting glue solidify time: 1.5-2S
Machine weight: 4000kg
Overall size: L6285*W2582*H2115MM
Bottle entry conveyor size: L3000*W620*1200MM
Package product overall size: Length 350-450,Width 230-300mm, Hieght:85-320mm;
Package bottle diameter: D55-108MM
Cardboard requirement: accord with international GB/T6544-2008
Machinery Structure
Carton package procedure flow:
Bottle transportation fracture
The part adopt to our country good brand motor and reduction gear motor separate move, via Japan Mitsubishi frequency convertor realize speed adjust. Bottle entry conveyor adopt to high module, low abrasion, make out via lubrication engineering plastic. For each details super design, to ensure character steadily. To ensure production continue, steadily movement. Bottle Before package, system will check package zone if have bottle lack, bottle inverse phenomena, bottle dropping fracture auto stop bottle drop and system will display.
bottle drop fracture
While photoelectric detect bottle and cardboard also be transported to bottle bottom, at this time, cylinder will push bottle dropping fracture, machine force section load cylinder reduce pressure, let bottle quickly drop to cardboard from bottle drop interval.
cardboard transportation fracture
Cardboard fracture is for saving cardboard and let cardboard transport to the bottle drop bottom position fracture. And on it load cardboard saving quantity inspection fracture, when saving quantity above on an quantity, system will indict manipulation worker to add cardboard. Via promote and demote cylinder enhance board absorb (FESTO vacuum start component produce vacuum), save cardboard one by one absorb cardboard, right conveyor cardboard cylinder conveyor to cardboard leading groove. Via reduce motor drive transmission wheel let cardboard leading groove cardboard, via top and bottom V type conveyor belt to bottle dropping fracture bottom.
carton dropping fracture
Via servo motor via wheel gear in phase device , let left and right two group in phase uplift to cardboard bottom and let card board absorb, and when bottle separation device let bottle top cardboard, again via servo motor drive in phase device dropping, at the same time left and right two group absorb plate absorb card board, bottle finally drop to main drive conveyor chain force and back clip carton chain middle.
Facility basic collocation
| Collocation name | Brand | Collocation name | Brand |
| Main drive servo | Schneider | PLC | Siemens |
| Photoelectric sensor | Autonics | Pneumatic component | AIRTAC |
| Frequency transducer | Schneider | Glue machine | Dynatec |
| Touch screen | Siemens | Servo controller | Schneider |
| Motor | Shanghai | Low pressure controlling | Schneider |