
 Complaint
Complaint

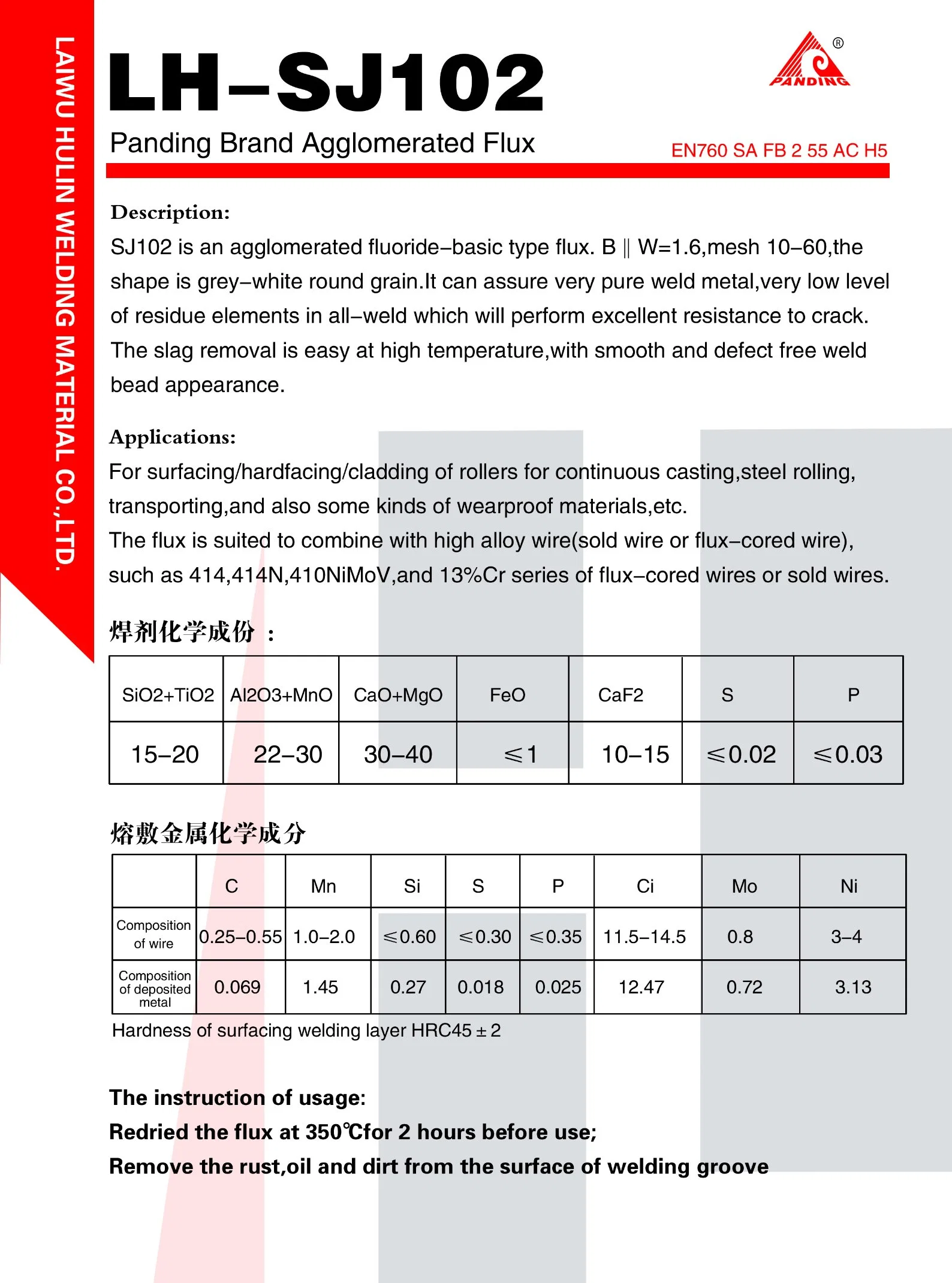
| SiO2+TiO2 | Al2O3+MnO | CaO+MgO | CaF2 | S | P |
| 15-25 | 20-30 | 25-35 | 25 | ≤0.06 | ≤0.08 |
| WIRE | Yield Point Rel(MPa) | Tensile Strength Rm(MPa) | Elongation A (%) | Charpy V Notch Impact Strength KV2(J) | |
| -20ºC | -40ºC | ||||
| EM12 | ≥400 | 465-550 | ≥22 | ≥37 | |
| EM12K | ≥400 | 490-600 | ≥22 | ≥50 | |
| EH14 | ≥400 | 500-650 | ≥22 | ≥70 | ≥50 |