Complaint
Complaint

| Item | Unit | Date | |
| Injection system | Screw Diameter | mm | 40 |
| Max. Theoretical injection capacity | G | 176 | |
| Heating capacity | KW | 7.2 | |
| No. of heating area | Qty | 3 | |
| Clamping & blowing system | Clamping force of injection | kn | 350 |
| Clamping force of blowing | kn | 40 | |
| Opening stroke of mold platen | mm | 120 | |
| Max. Platen size (L×W) | mm | 420×340 | |
| Min. Mold thickness (H) | mm | 180 | |
| Heating capacity of mould | KW | 2.8 | |
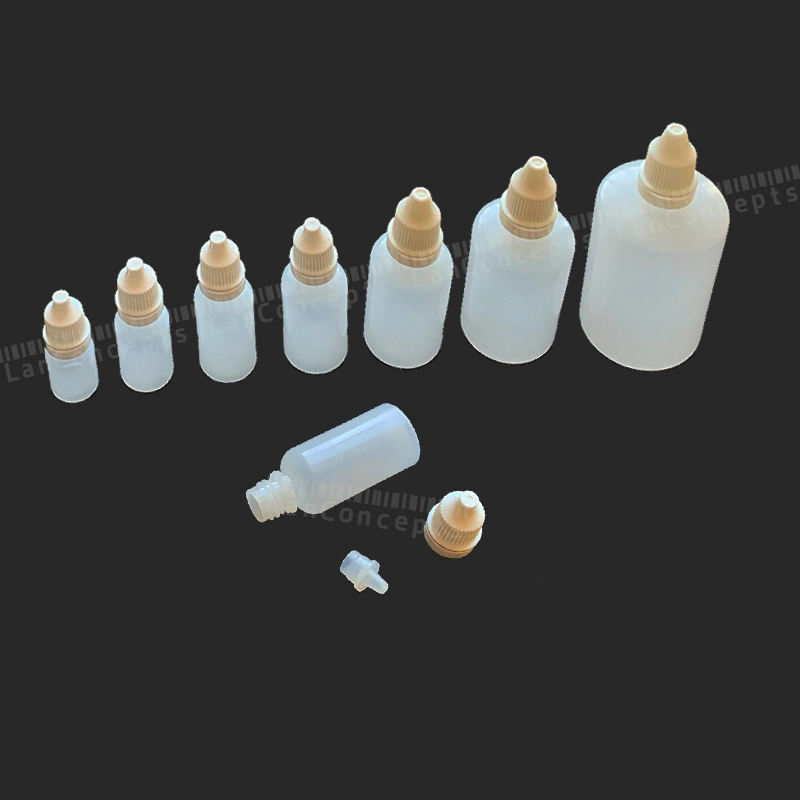
| Product dimension range | Suitable bottle range | ml | 3-800 |
| Max. bottle height | mm | ≤180 | |
| Max. Dia. of bottle | mm | ≤80 | |
| Dry cycle | s | 4 | |
| Hydraulic driving system | Motor power | KW | 11/15 |
| hydraulic pressure | Mpa | 14 | |
| Pneumatic system | Min. Air pressure | Mpa | ≥0.8 |
| Discharge rate of compressed air | M3/mm | ≥0.7 | |
| Cooling system | Water flowage | M3/h | 3 |
| Total rated power with mold heating | KW | 21/25 | |
| Machine information | Dimension | M | 3.1×1.2×2.2 |
| machine weight | Ton | 4.0 |
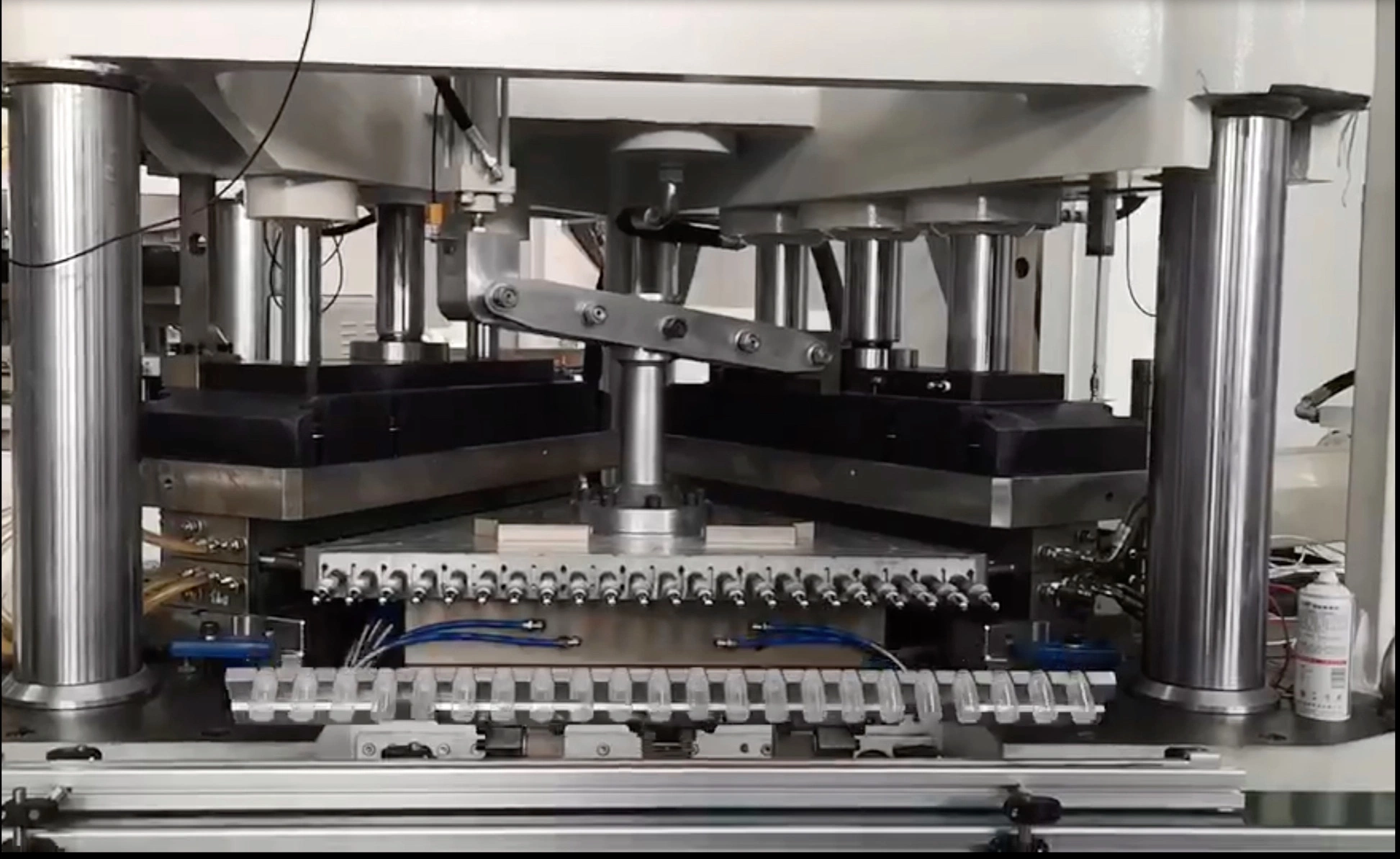
Bottle is a container that can hold liquid or solid, which can be seen everywhere in our life, including medicine bottle, cosmetics bottle and beverage bottle. Due to the rapid development of the petroleum industry, human beings invented high molecular polymer, which is commonly known as plastics. Since then, our bottle materials have changed from single glass or ceramics to various kinds of plastics. Drawing lessons from the long history of glass container blowing process, the extrusion or injection molding plastic mold in relativistic state is placed in the blowing mold, and the mold is inflated by a certain pressure of compressed air to make it close to the cavity wall. After cooling and setting, the mold is demolished to obtain the plastic hollow products with the same shape as the cavity. This is the hollow blow molding process we are familiar with.