
 Complaint
Complaint

| 1).Available Press Brake Machines Brand | Amada, Atlantic, Adira, Baykal, Beyler, Darley, EHT, Ermaksann, Durmazlar, Bystronic, Gasparini, Guifil, Haco,Imal, LVD Ivan, LVD, Mecos, Megobal, Promecam,Trumpfwila,Salvagnini, Safan, Weinbrenner,Yawei, Yangli,JFY,ACL,YSD,ZYMT,ADH,etc... | |
| 2).LEJIA Tooling Advantages | Taking into consideration our clients wishes, every day we work to satisfy our clients' needs, to increase our product list and tools quality. | |
| √ LEJIA produce bending tools from high speed steel high quality steel(42CrMo=SCM440=42CrMo4=4140), working surfaces are preciously grounded, standard will be whole body Total Hardening, the hardness can reach HRC47; | ||
| √ We can do surface hardening on bending tools by Laser, the the hardness can reach HRC60. | ||
| √ LEJIA have we have more than 20 years experience in bending tooling manufacturing. | ||
| √ LEJIA bending tooling factory has more than 300 people in total, there are approx. 310 sets processing equipments for bending tools. Most processing equipments from processing equipments from Japan and Europen; | ||
| √ LEJIA bending tool accuracy: Center Accuracy:±0.02mm, Parallel Accuracy:±0.02mm, Vertical Accuracy:±0.02mm | ||
| √ Every special bending tooling will be tested by our press brake machines and have the testing samples before sending to our clients. | ||
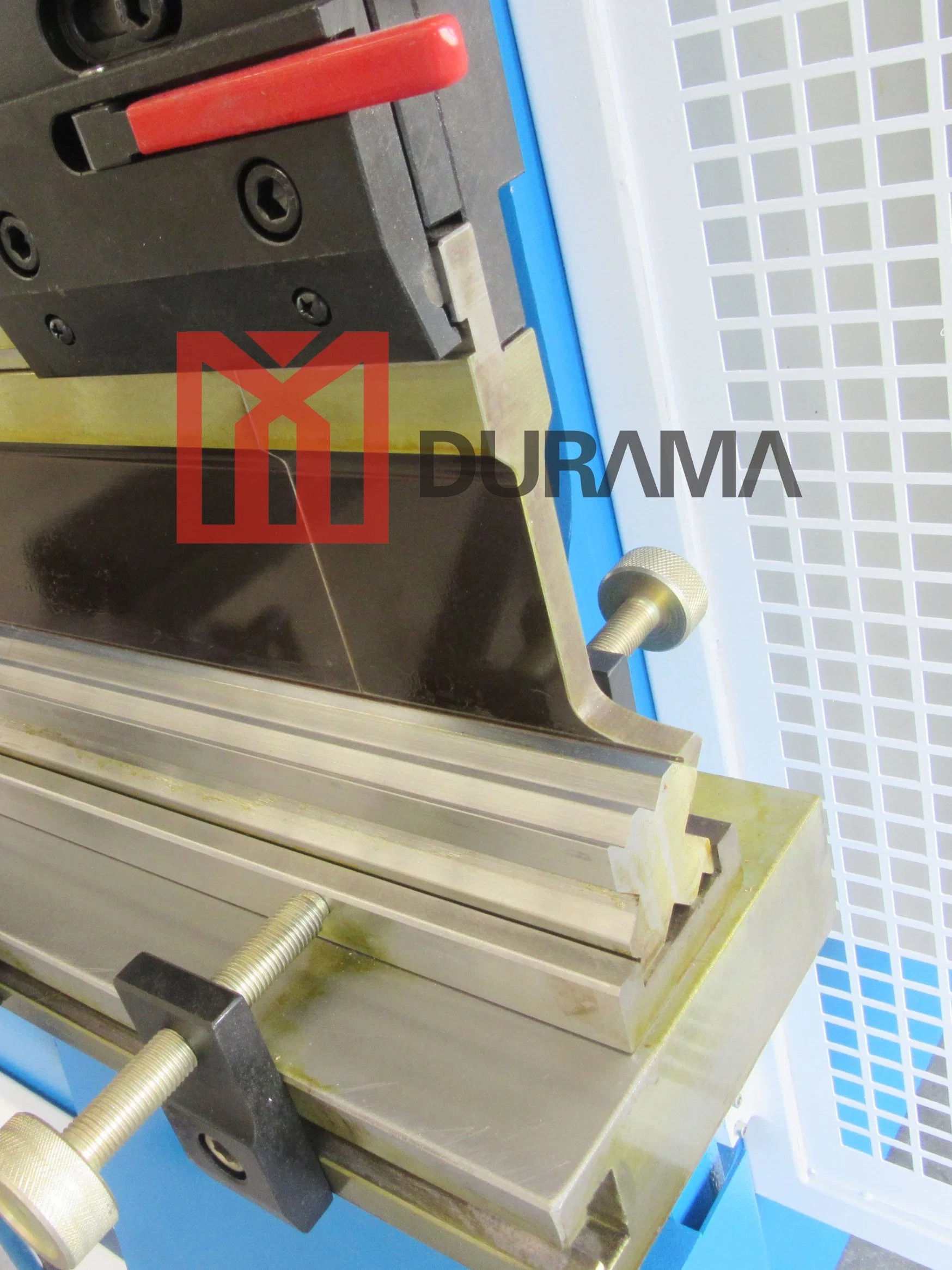
| 3). TYPES OF PRESS BRAKE TOOLS | Tools for press brake are considered "safety first", and dies with fall prevention grooves are now standard. | |
| Typical punch clamp types | ONE TOUCH TYPE / WITH SAFETY GROOVE | |
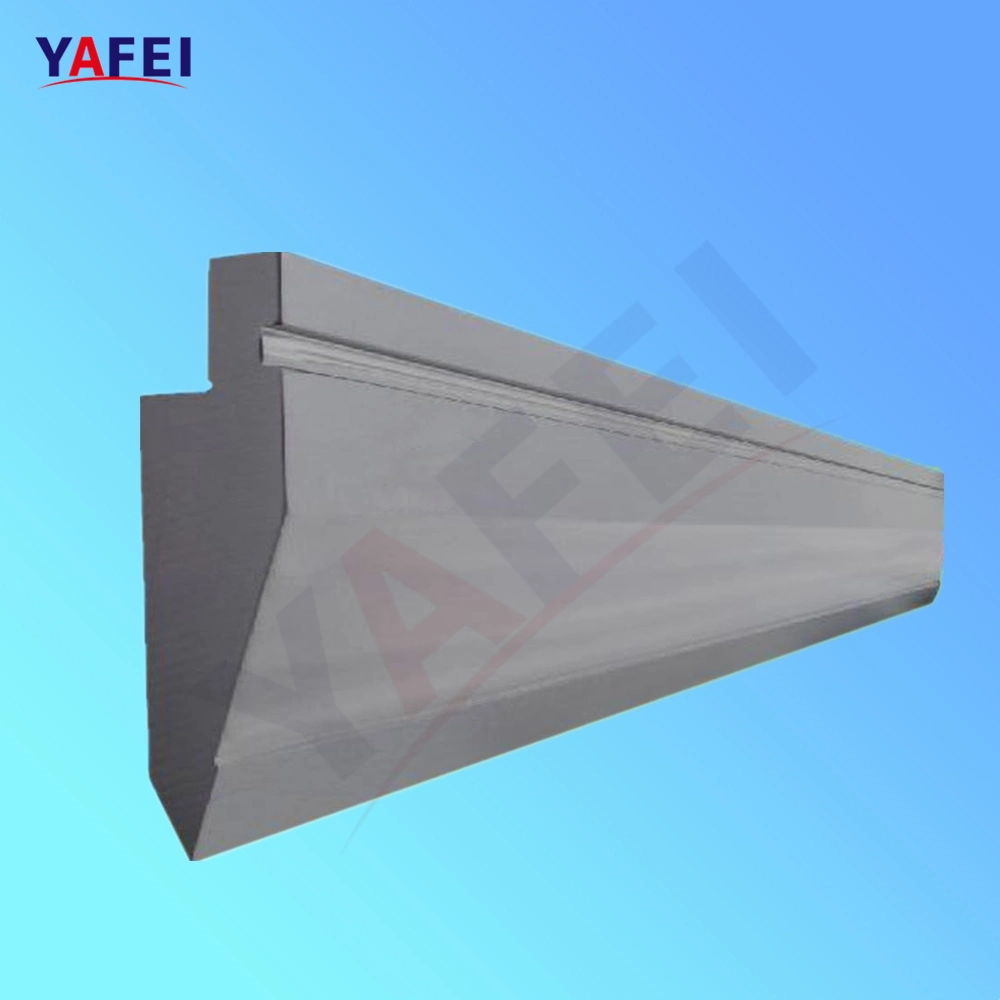
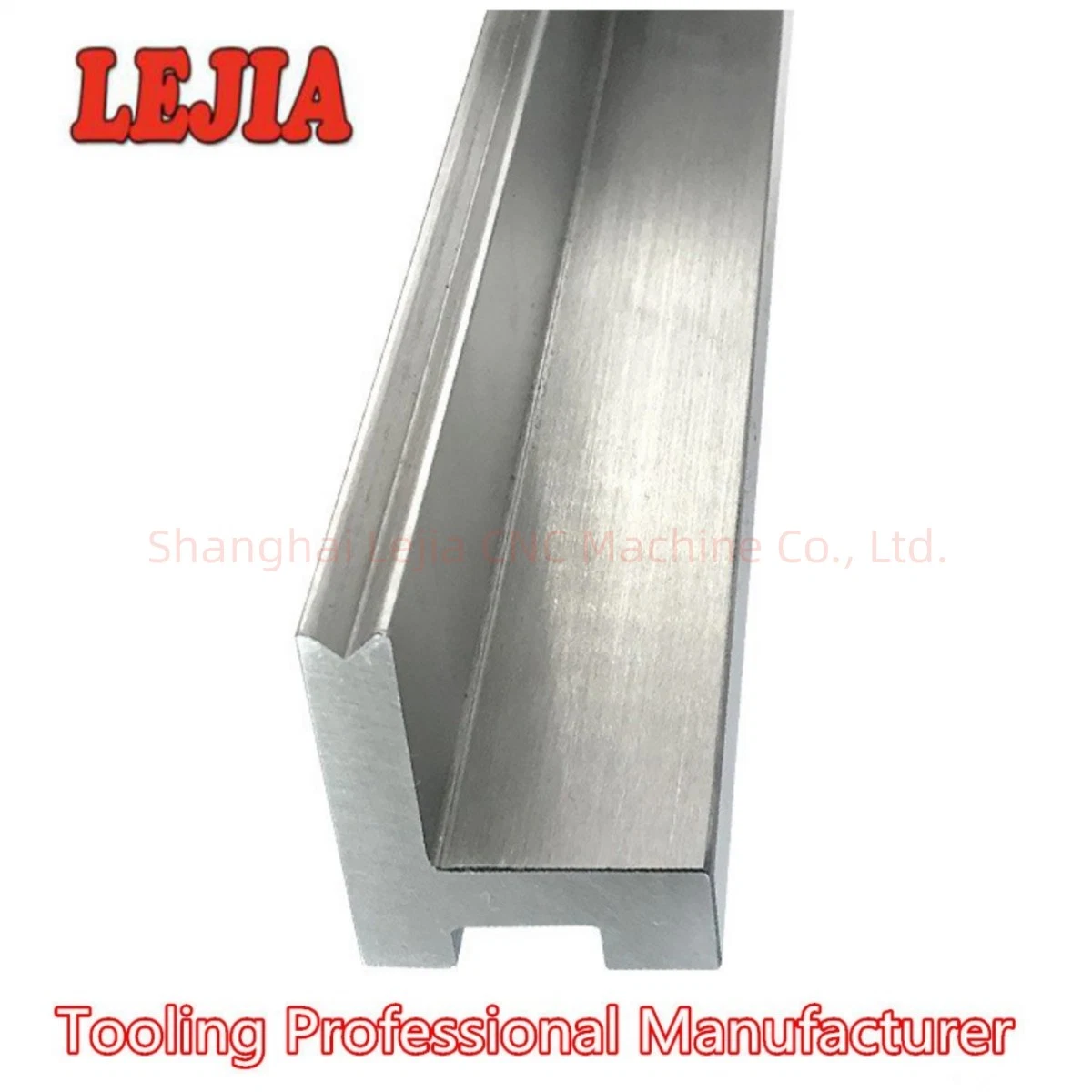
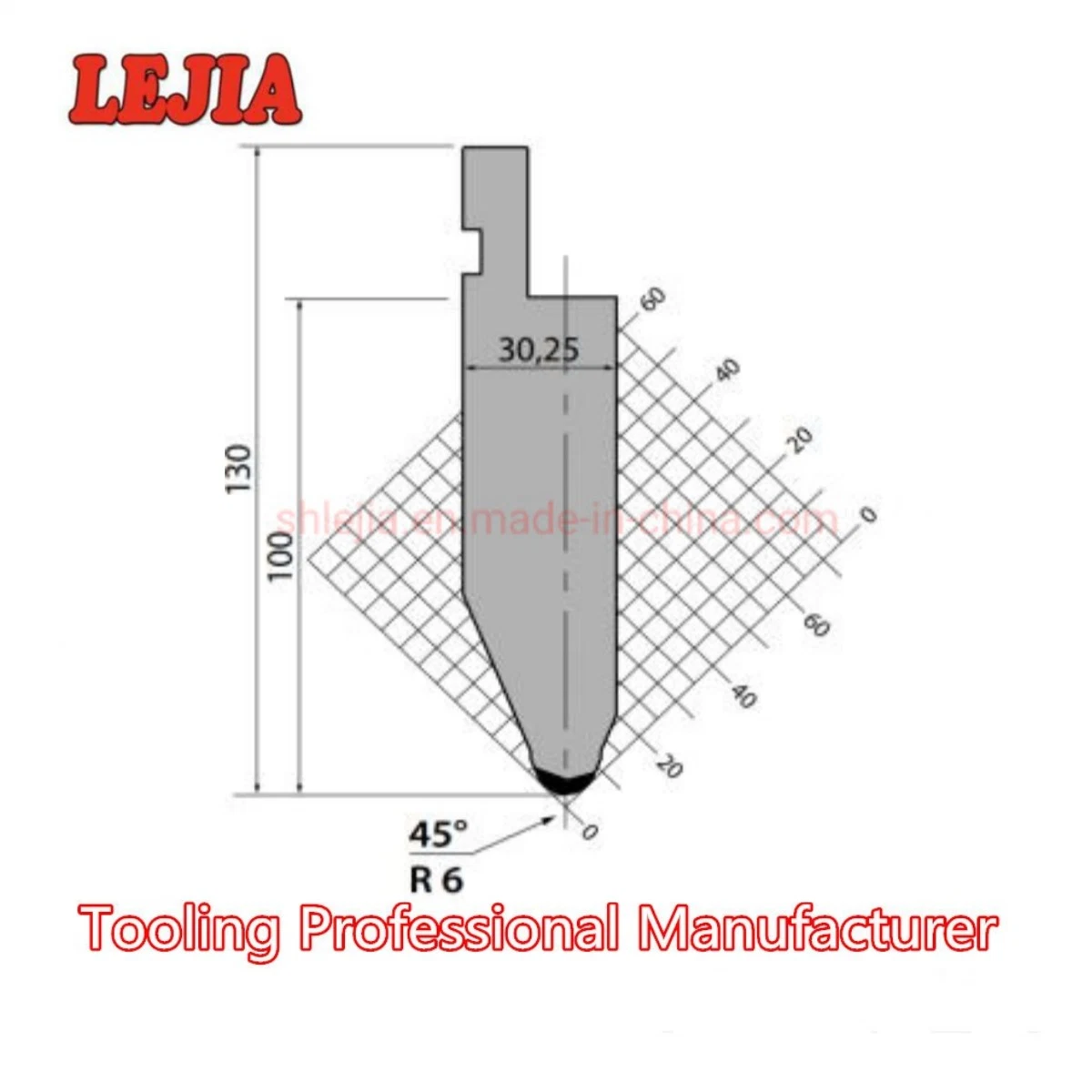
| Bending edge shapes | STANDARD PUNCH,GOOSENECK PUNCH,STRAIGHT PUNCH,SASH PUNCH,HEMMING PUNCH,THICK PLATE PUNCH | |
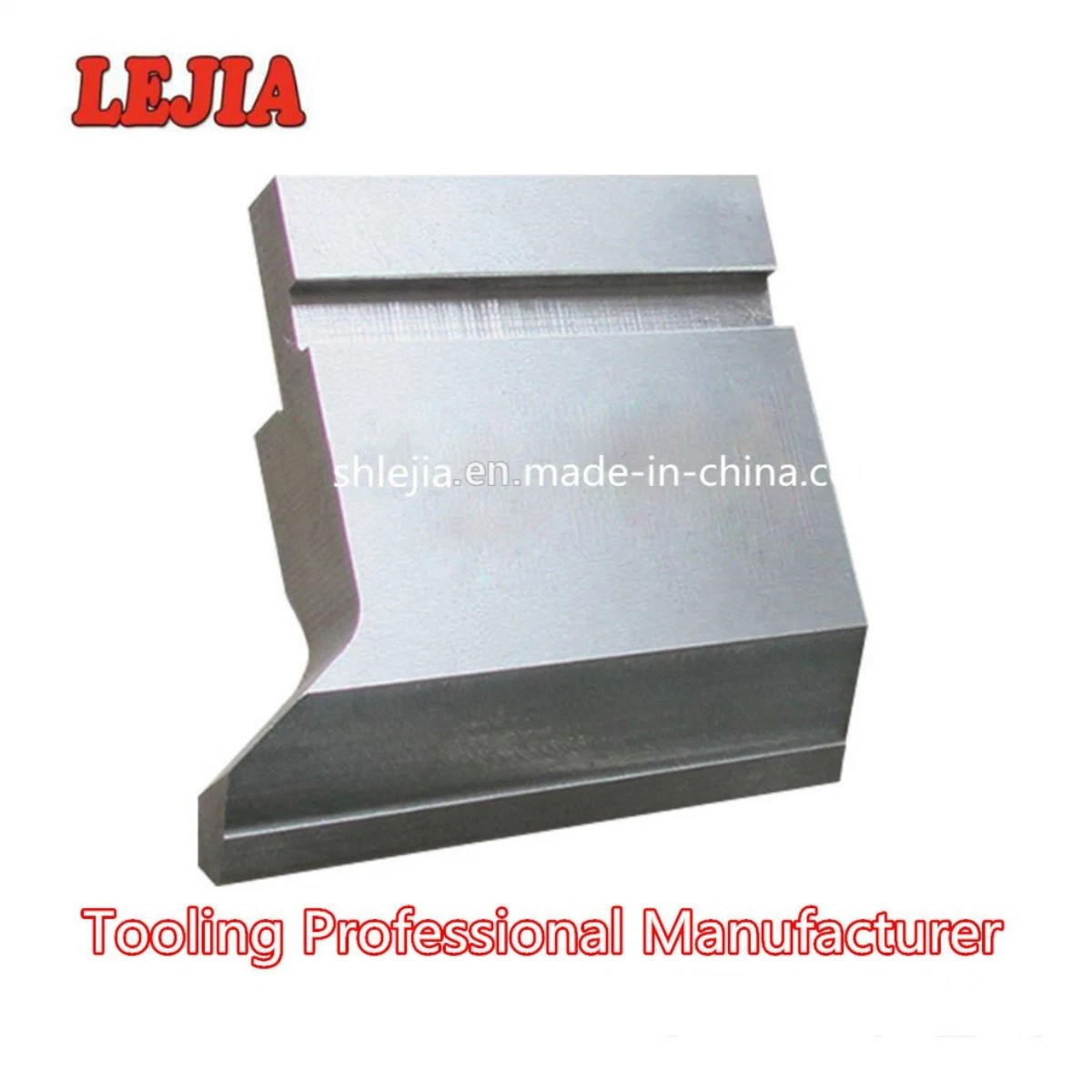
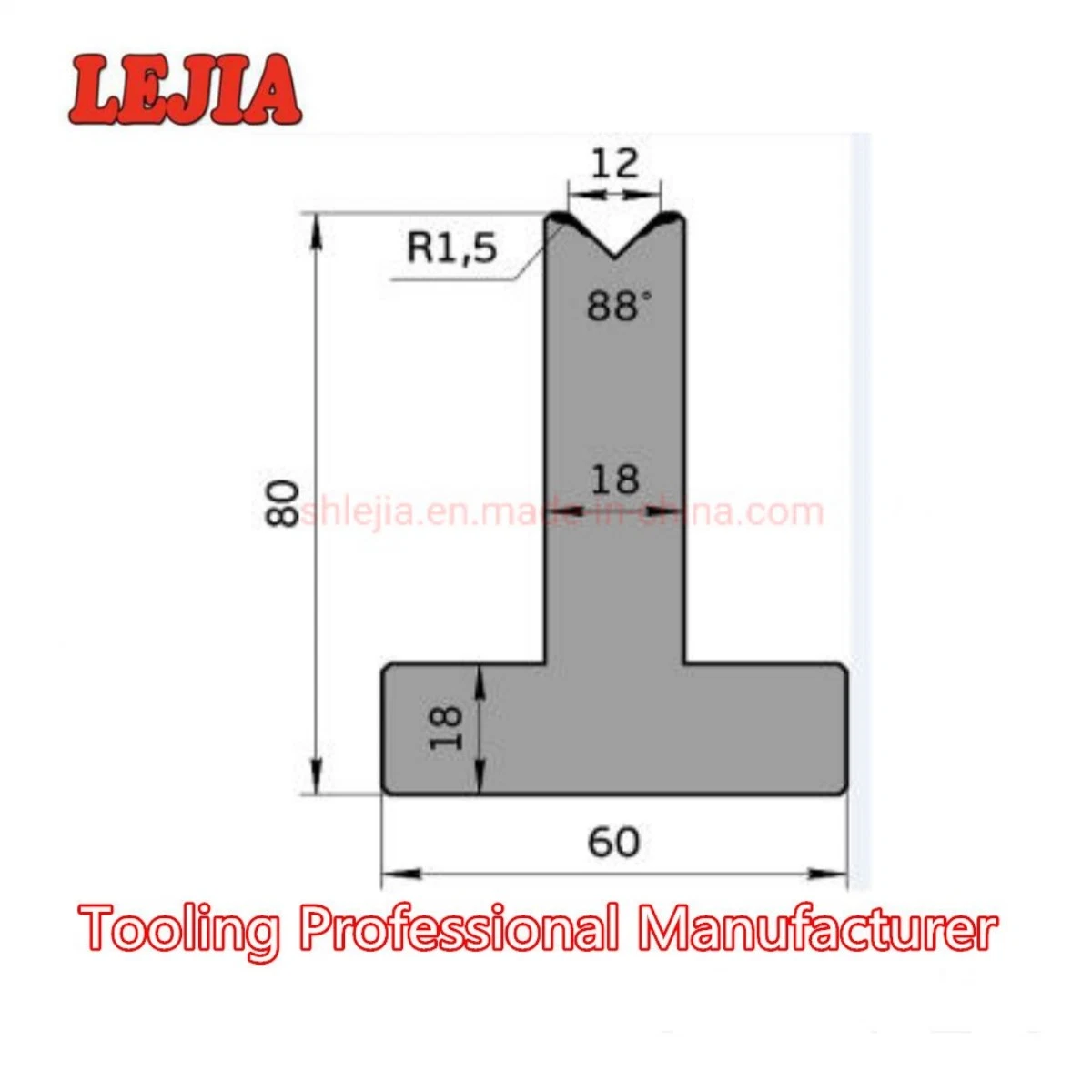
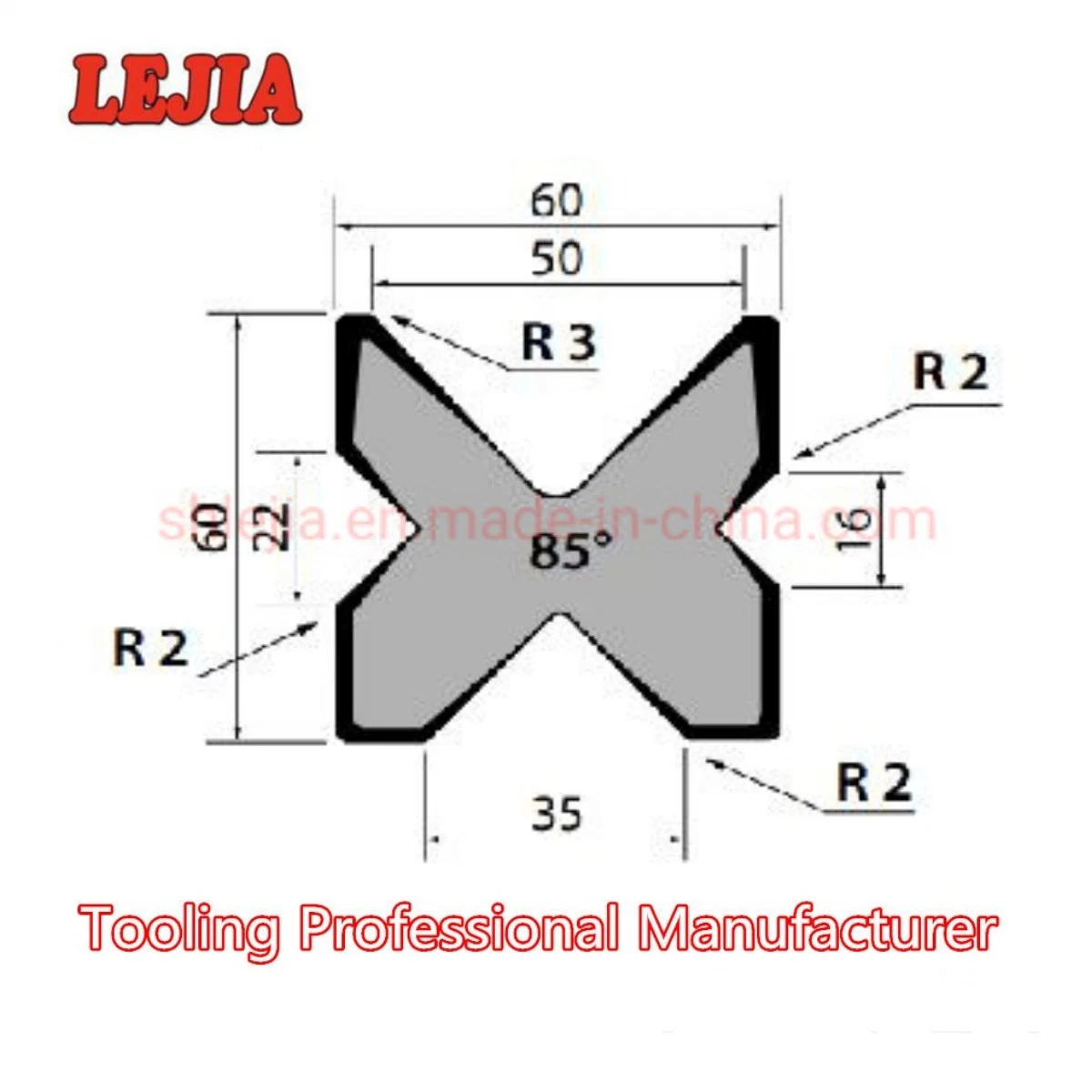
| Typical die types and mounting methods | 1V Die, 2V Die, 4V Die | |
| 4). TOOL LENGTH | In the case of Amada type, there are 4 types such as standard types: L = 835mm, S = 415mm, A section = 835mm and B section = 800mm | |
| 5). HOW TO READ THE TONNAGE CHART | |
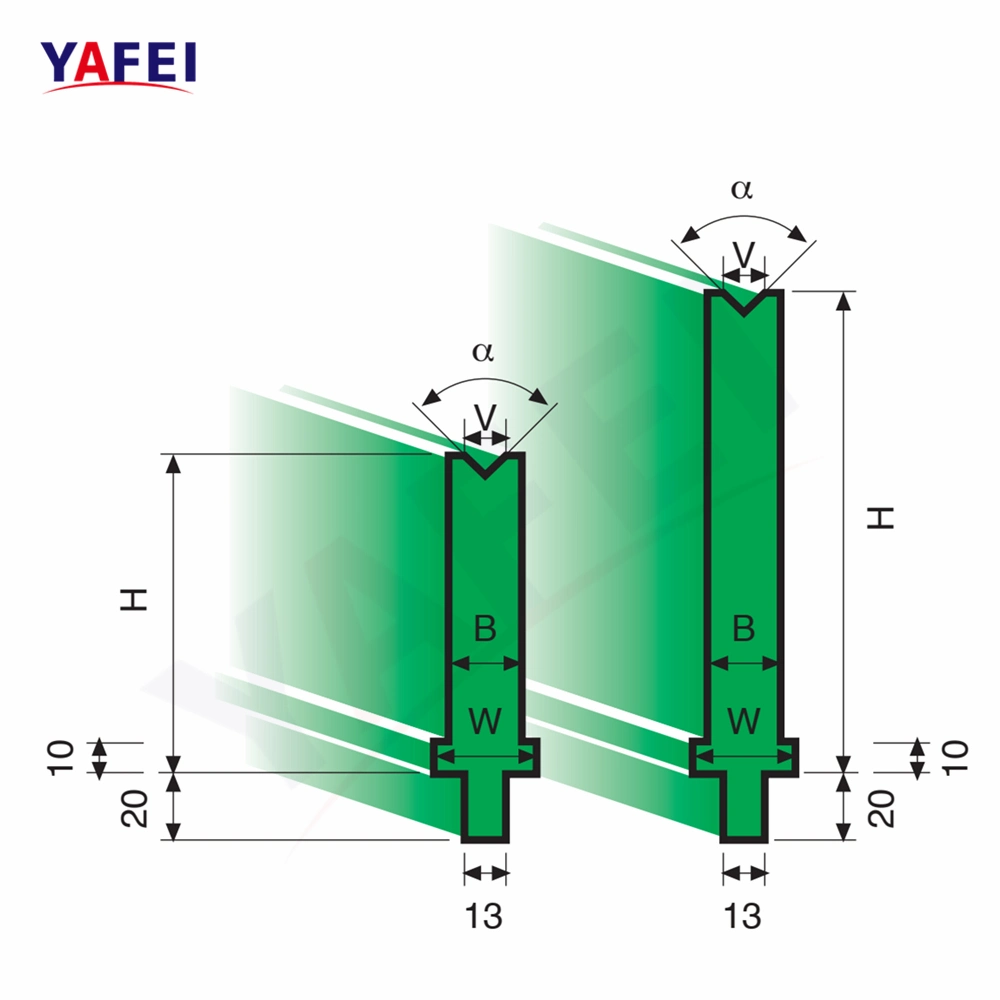
| Check the tonnage chart before Bending. The tonnage chart is always specified in the tool catalog, and is also displayed on the machine as a nameplate where it is easy to see. Basically, you can read the conditions other than pressure in the chart below. Knowing this tonnage chart deeply or shallowly will make a big difference in worker safety and product finish. It greatly affects machine specifications, tool selection, product accuracy and quality, so let's grasp the contents and use them for safe work. First of all, read the following contents from the chart below. 1: Minimum flange length (b) 2: V-width (V-opening) of tool used for bending (V) 3: Required tonnage to bend 1m long material (F) [ Right figure, symbol of tonnage chart ] V=V-width (V-opening) b=Minimum flange length ir=Inner bend radius t=Material thickness (Tensile strength 40~50kg/mm) *Tensile strength for Stainless steel (Inox) 60~75kg/mm, Aluminum 25~45kg/mm F=Pressure par meter (kN/m) | The values in the tonnage chart are based on "bottoming" and "SS material", so the tensile strength etc. must be taken into account depending on the processing conditions.The values in the tonnage chart are based on "bottoming" and "SS material", so the tensile strength etc. must be taken into account depending on the processing conditions. |
| 6). MINIMUM FLANGE LENGTH | |
| To complete the bending, the material must be on both shoulders of the die to the end. The minimum flange length is expressed by the following formula based on 90° bending. b=( V/2 ) x √2≒0.7V | |
| 7). V width selection and basic setting of ir (inner R) | ||||
| V-WIDTH | ||||
Bending Method | V-Width | Features | ||
Bottoming | Material thickness | ecause of the bending process that is used most often, the patterns for V-grooves are also finely divided. | ||
0.5 - 2.6 | 3.0 - 8.0 | 9.0 - 10 | ||
6×t | 8×t | 10×t | ||
Partial Bending | 12 - 15×t | Since an arbitrary angle bending is taken into consideration, the V-width is set so that bending accuracy is easily stabilized. Approximately twice as much as bottoming. | ||
Coining | 5 - 6×t | The purpose is to reduce inner radius and reduce the amount of bite at the tip of the punch. | ||
iR (inner radius) | ||||
Bending Method | iR (inner radius) | Features | ||
Bottoming | ≒V/6 | Base values for maintaining safe and stable accuracy, such as punch tip radius and spring-back amount. | ||
Partial Bending | When high accuracy is required, use a bottoming type tool. | |||
Coining | Care must be taken when using a bottoming die because iR increases and extra pressurization is required. | |||