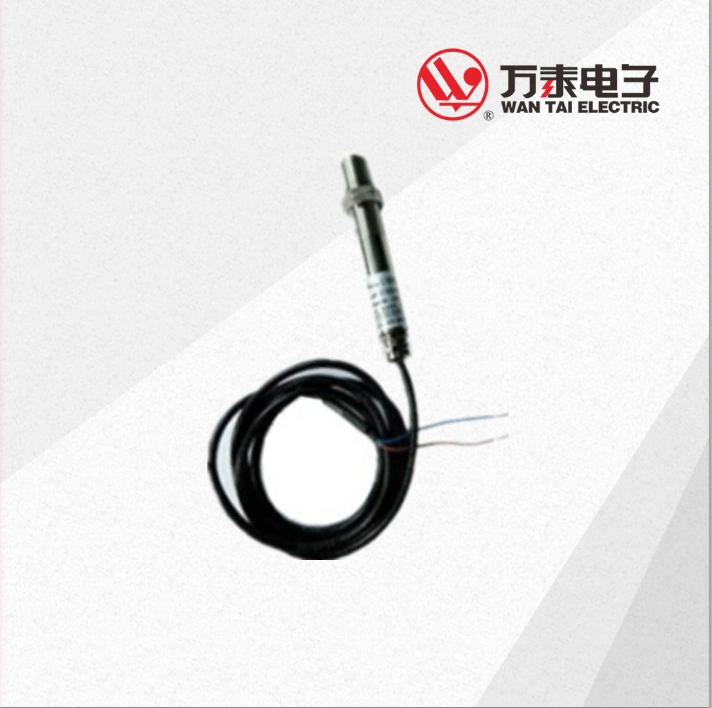
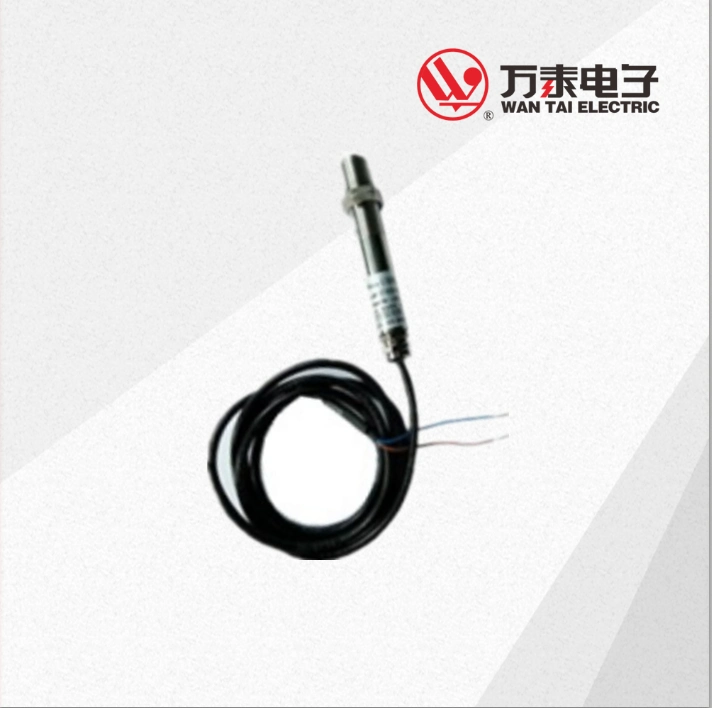
Infrared temperature sensor 1. Overview GWH150 infrared temperature sensor (hereinafter referred to as the sensor) is applicable to the environment containing explosive gas (CH4) in underground coal mine, open-pit coal mine, coal preparation plant and other workplaces. It is used as the temperature protection signal detection of belt conveyor protection device.
2.Characteristics Compared with other similar products, this product has the following characteristics: 1.The product has the advantages of simple wiring, less explosion points and easy maintenance; 2.High accuracy of infrared temperature measurement and good anti-interference performance; 3.The product has the advantages of good sealing, moisture proof, simple and reliable operation and small maintenance amount;
3. Main technical parameters 1.Rated voltage: 12V DC; working current: ≤ 30mA; 2.Measurement range: 0 ~ 150 ºC; 3.Basic error: ≤ 2.5% (F.S) 4.The maximum length of transmission cable is 1km, the distributed capacitance is less than 0.1 μ f / km, and the distributed inductance is less than 1mH / km; 5.Overall dimension: 96 mm × Φ 18; 6.Shell material: stainless steel. 7.Quality: 100g.
4.Functional features 1.Temperature detection: real time detection of the measured object or environment temperature; 2.Temperature output: the temperature is sent to the host microcontroller with standard 4-20mA current signal;



 Complaint
Complaint