Complaint
Complaint

| Operate Mode | Full Automatic | Heating Mode | Oil Heating |
| Lamination area | 5800x2600 Double chamber | Power Supply | AC380V 50Hz Three-phase five Wires Rated Power:185kw Average Working Power: ≤95KW |
| Laminate Height | 35mm | Temperature Uniformity | ≤±1ºC |
| Temperature Precision | ±2ºC | Vacuum time | 5~30Min |
| Temperature Range | 30ºC-180ºC | Vacuum Degree | 40-100Pa |
| Air Supply | 0.6~0.8MPa | Compressed air flow required | ≥800L /Min |
| Working period | ≤9Min | Operating platform | Touch screen +PLC |
| Chamber | 1 laminate Chamber 1 curing chamber | Loading & Unloading | Convey belt loading stainless steel rollers discharge Buffer unloading optional |
| Work cycle | ≤9min | Temperature Control Point | 5 |
| Life | ≥10 years | Size | 21.3m×3.58m×1.8m |
| Vacuum pump | 2X-70+ZJP600/2X-70 | Heating Power | 72KW*2 |
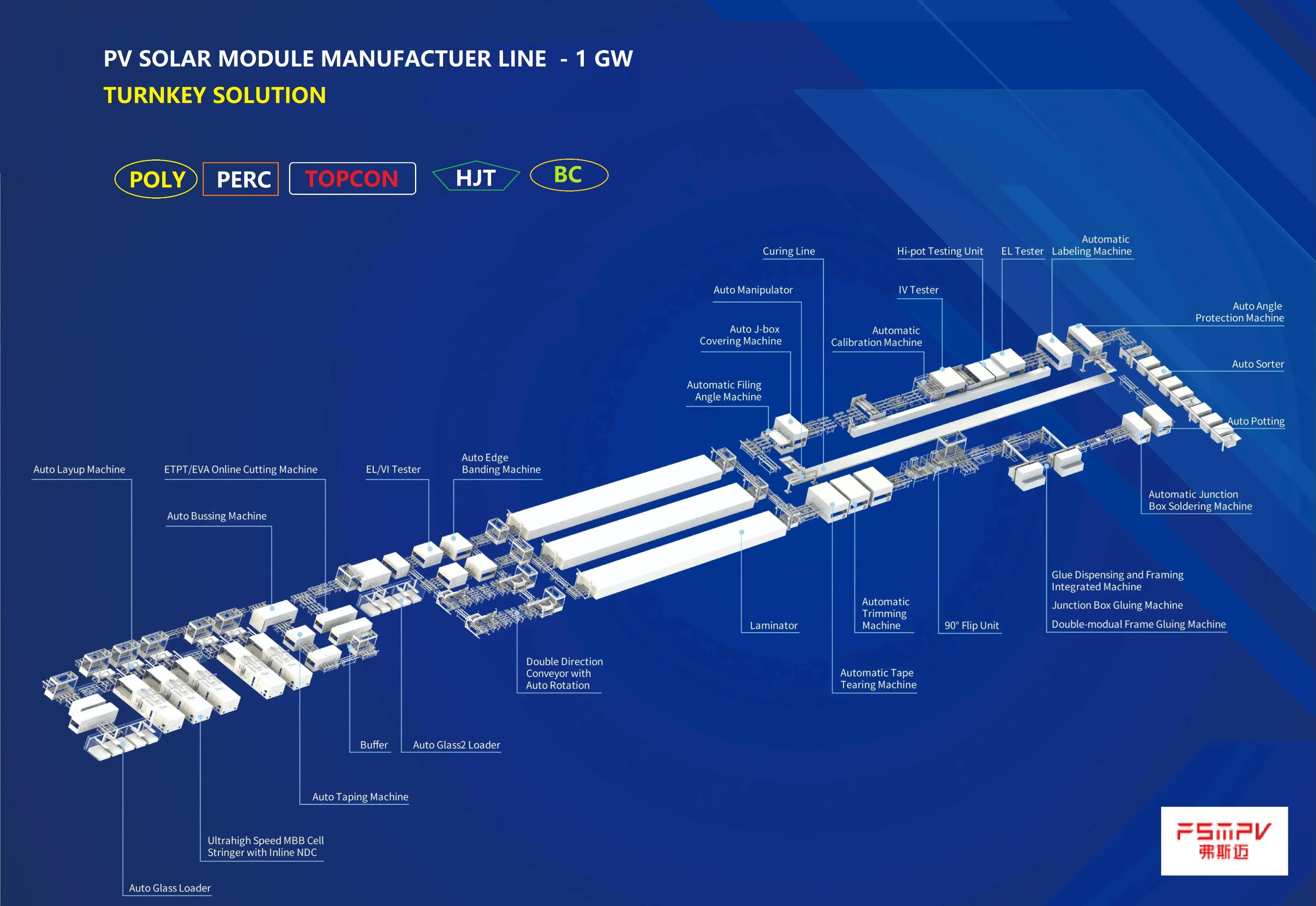
| range of application | Can laminate single crystal, polycrystalline, double glass solar modules | ||