Description
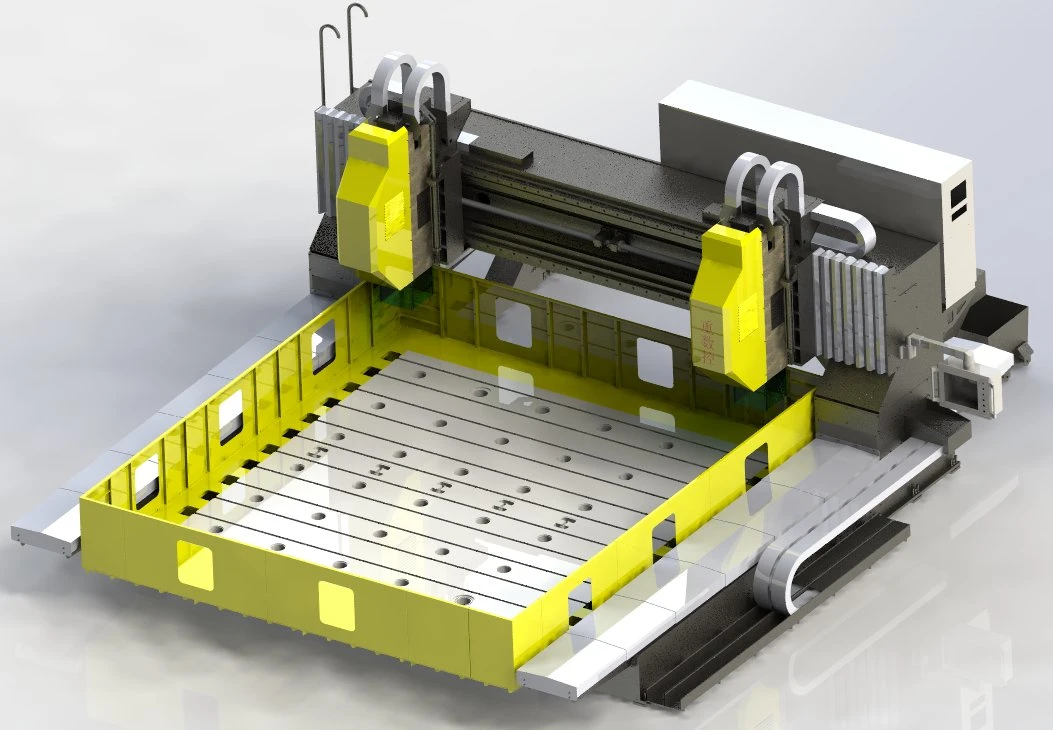
The machine tool is a gantry mobile CNC biaxial high-speed drilling machine, mainly used
for pipe plate, flangeClass, ring class and other parts drill hole, blind hole, step hole, chamfering,
light milling and other efficient additionworker. The hard carbide drill bit can be used for
internal cooling high-speed drilling, widely used in steel structure,Bridges, pressure vessels,
chemical environmental protection, construction machinery, ships and other industries.process
-cyclenumerical control, easy to operate, can realize automation, high precision, multi-
variety, mass production.
The machine tool is a gantry mobile CNC dual-axis high-speed drilling machine, which is mainly used for efficient processing such as through holes, blind holes, step holes, chamfering, light milling and other parts of tube sheets, flanges, rings and other parts. Carbide drill bits can be used for internal cooling and high-speed drilling, which is widely used in steel structure, bridge, pressure vessel, chemical environmental protection, engineering machinery, ships and other industries. The processing process is numerically controlled, easy to operate, and can realize automated, high-precision, multi-variety, mass production. Second, the main technical parameters| serial number | name | project | Technical parameters |
| 1 | Maximum processing
Workpiece size | Length × width | 4000×4000mm |
| 2 | Maximum plate thickness for processing | 200mm |
| 3 | workbench | T-slot width | 28mm |
| 4 | Bearing | 2T/m2 |
| 5 | Drilling power heads | Maximum machining hole diameter | Φ50mm |
| 6 | Spindle speed | 30-3000r/min |
| 7 | Spindle taper | BT50 |
| 8 | Spindle motor power | 2×22KW |
| 9 | Spindle torque | 280 Nm (maximum 350 Nm). |
| 10 | The distance from the lower end face of the spindle to the lower table | 280-780mm |
| 11 | Longitudinal movement of the gantry (X-axis) | Maximum stroke | 4000mm |
| 12 | X-axis movement speed | 0-8m/min |
| 13 | X-axis servo motor power | 2×4.4KW |
| 14 | Lateral movement of the power head (Y-axis) | Maximum distance between the two power heads on the outside | 4000mm |
| 15 | Minimum spacing between two power heads | 1000mm |
| 16 | Y-axis movement speed | 0-8m/min |
| 17 | Y-axis servo motor power | 2×2.9KW |
| 18 | Power head feed movement (Z-axis) | Z-axis travel | 500mm |
| 19 | Z-axis feed speed | 0-5m/min |
| 20 | Z-axis servo motor power | 2×2.9KW |
| 21 | Chip removal and cooling | Chip conveyor type | Flat chain |
| 22 | Number of chip conveyors | 2 |
| 23 | Chip evacuation speed | 1 m/min |
| 24 | Chip conveyor motor power | 0.37KW |
| 25 | Cooling method | Cold inside ten cold outside |
| 26 | Electrical system | CNC system | FOPEN 8055 |
| 27 | Number of CNC axes | 6 |
| 28 | Total motor power | 70 KW |
| 29 | precision | Positioning accuracy | ±0.05mm/m |
| Repeatable positioning accuracy | ±0.02mm |
3. Main configuration| serial number | name | brand | Origin | remark |
| 1 | Roll the linear guide | HIWIN/Southern Craft | Taiwan/Southern Craft | |
| 2 | Ball screws | HIWIN/Southern Craft | Taiwan/Southern Craft | |
| 3 | CNC system | FAGOR8055 | Spain | |
| 4 | Servo feed motors and drives | Yaskawa | Japan | |
| 5 | Precision spindle | Tsubaki | Taiwan | |
| 6 | Automatic lubrication system | Bechil | United States | |
| 7 | Spindle motor | | Shanghai/Shenzhen | |
| 8 | Main electrical components such as buttons and indicators | | import | |
| 9 | Chip conveyor | | Cangzhou, Hebei | |
| 10 | Paper bag filter | | Hebei/Shandong | |
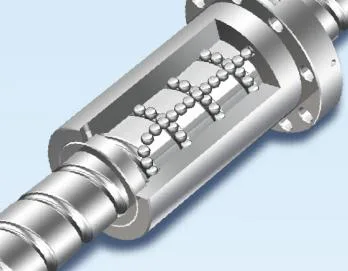
Note: If the supplier fails to deliver the purchased parts in time within the delivery period, the purchased parts can be replaced by the same brandFourth, the structure of the machine toolThe equipment mainly includes bed and longitudinal skateboard, workbench, gantry and transverse skateboard, vertical ram drilling power box, automatic chip conveyor, pneumatic system, circulating cooling system, centralized lubrication system and protective device, electrical system, CNC system and other components. 1. The bed adopts steel plate welding structure, which is treated by overall annealing and stress relief, and the accuracy is stable. This equipment adopts bed fixation, the bed is distributed on the left and right sides of the workbench, the longitudinal (X-axis) of the gantry moves against the horizontal arrangement of the bed with an inlet high bearing capacity linear rolling guide pair and precision ball screw pair, and the drive is driven by servo motor. When the ball screw is installed, the lead screw is pre-stretched, eliminating the gap, and the transmission accuracy is high. The double-sided synchronous drive ensures the parallel movement of the gantry, ensures the perpendicularity of the Y axis to the X axis at any position, and distributes multiple adjustable bolts on the bottom surface of the bed, which can easily adjust the level of the bed table. Heavy-duty linear guide Precision ball screw- The worktable adopts a fixed form, which is a steel plate welded structure, all of which are heat treated to remove stress, with large bearing capacity and 2~3 times that of ordinary CNC gantry drilling and milling machines. There are several T-grooves on the work surface, with a width of 28 mm, which can be used to install special fixtures or directly clamp workpieces. A high load-bearing capacity anchor is used on the foot of the workbench, which can easily adjust the level of the bed and workbench.
Workbench ground anchors3. The gantry is a welded steel structure, which is treated with stress relief annealing treatment and has stable precision. Two linear rolling guide pairs with ultra-high bearing capacity are installed on the front side of the gantry. And two sets of precision ball screw pairs and servo motors are installed on the top to make the two power head slide plates move in the Y axis direction. The ball screw adopts double nut preload, and the lead screw is pre-stretched during installation, eliminating the gap, and the transmission accuracy is high. The two power boxes can work simultaneously or independently. The movement of the gantry is realized by the servo motor through the ball screw pair rotation. 3. Move the slideThe Z direction of the mobile slide table adopts the linear roller guide rail sub-guide, and the servo motor is driven by the circular arc tooth timing belt and the ball screw pair to drill the power head to realize the power head fast forward, work forward, fast rewind, stop and other actions. It has the functions of automatic chip breaking, chip removal and suspension. 4. Drilling power head Taiwan high-speed spindle |
|
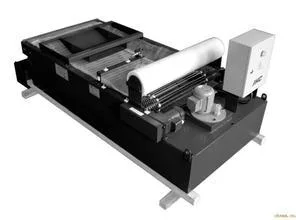
Drilling power head adoptsSpindle exclusivefrequency conversionThe motor, driven by a toothed timing belt, drives a special precision spindle to achieve stepless speed change, and the feed is driven by servo motor and ball screw. The X and Y axes can be linked, and the linear and circular interpolation functions can be realized. After setting the position, the drill bit fast-forwards to contact the workpiece, and then automaticallySwitch to WorkForward. When the drill bit penetrates the workpiece, it can automatically switch to fast rewind to realize the automatic feed cycle.The working feed speed is set by numerical control. The drilling power head spindle is BT50 conical hole, with butterfly spring automatic broaching mechanism, and the spindle box is equipped with a loose knife cylinder (gas-liquid pressurization) for easy tool change. The drilling power head is mounted on a CNC slide table and moves up and down with the slide table. It can withstand heavy cutting load and can be suitable for high-speed machining of cemented carbide tools. The spindle timing belt adopts the spindle manufacturer's timing belt. Its high tensile strength, long life, low noise and vibration at high speed. Precision spindle shaft end radial runout ≤ 0.008mm. The upper end of the precision spindle is equipped with a punching cylinder and a high-pressure swivel joint. The high-pressure swivel joint can be connected to the cooling lubricant and sprayed directly to the cutting position through the inner hole of the spindle, the inner hole of the nail, the inner hole of the BT50 tool holder, and the center hole of the drill bit. 5. Plate chain automatic chip conveyor and circulating cooling deviceThe machine tool is equipped with flat chain automatic chip conveyor and chip collecting car, circulating cooling device with paper filter, respectively high-pressure internal cooling pump and low-pressure external cooling pump, for the tool internal and external cooling use. Paper tape filter Nesting machine6. Automatic lubrication device and protective deviceThis machine tool is equipped with an automatic lubrication device, which can automatically lubricate the motion pairs such as guide rails and lead screws. Regularly pump the lubricating oil into the lubrication points such as the linear guide rail sub-slider, ball screw sub-wire mother and each rolling bearing of each component to lubricate it most fully and reliably, eliminating cumbersome manual operation and improving the service life of various parts. The lubrication pump station and components adopt well-known high-quality products in China. The X and Y axes of the machine are equipped with dust shields, and waterproof splash baffles are installed around the table. 7. Balance systemThe machine is equipped with a balancing system to maintain the dynamic balance of the slide.8. Electrical systemThe electrical system conforms to ISO or national standards, CNC system control, independent electrical cabinet, reliable sealing of electric cabinet, industrial cooling air conditioning dust and dehumidification, maintain constant temperature of electric cabinet, and ensure the safe operation of machine tools; The machine tool is equipped with lighting facilities, which is convenient for the operator to observe and operate at night; The machine tool is equipped with an electronic pulse handwheel, which is convenient for all-round operation; The logic control of the machine tool adopts the built-in PLC control of the system, which can detect and alarm faults, and the alarm interface is fully Chinese.9. CNC systemThe CNC console is installed on the gantry, which can be moved longitudinally with the gantry, which is convenient to operate, and the machine is equipped with the Spanish FAGOR 8055 CNC system. Centralized operation control box and handheld unit, equipped with RS232 interface and LCD display. In order to facilitate programming, storage, display and communication, the operation interface has functions such as man-machine dialogue, error compensation, automatic alarm, fault self-diagnosis and processing program rehearsal. The machine has a chip breaking function, which can set the chip breaking time and chip breaking cycle on the man-machine interface. After setting the position, when the drill bit fast forward contact the workpiece, it will automatically switch to the working feed, and when the drill bit drills through the workpiece, it can automatically switch to fast rewind to realize the automatic feed cycle, and the working feed speed is set by numerical control. The machine tool has electronic handwheel operation function, and also has automatic chip breaking, chip removal, suspension, drill break protection functions, etc. Equipped with machine tool lighting, which is convenient for operator operation. 5. Normal conditions for the use of machine tools1. Power supply: 380V±10%, 50HZ±1%, 220V±10%, 50HZ2. Working environment temperature: -5°C~45°C.3. Working environment humidity: ≤95%. No condensation4. Air source pressure 0.5~0.7Mpa. 6. Machine tool design, manufacturing and installation standards1. GB15760-2004 "General Technical Document for Safety Protection of Metal Cutting Machine Tools"2. GB/T5226.1-2019 "Mechanical and Electrical Safety Mechanical Electrical Equipment Part 1: General Technical Conditions" 3. GB/T17421.5-20 15 "General Principles for Machine Tool Inspection Part 5: Determination of Noise Emission" 4. GB/T25376-2010 "General technical conditions for machining parts of metal cutting machine tools"5. GB/T23570-2009 "General Technical Conditions for Welding Parts for Metal Cutting Machine Tools" 6. GB/T25373-2010 "General Technical Conditions for Assembly of Metal Cutting Machine Tools"7. Random documents1. 1 copy of product inspection certificate2. Chinese 1 copy of instruction manual (mechanical, electrical).3. 1 copy of the basic diagram4. CNC system programming manual l copy5. 1 copy of CNC system installation manual6. CNC system operation manual l copy7. 1 copy of CNC system error troubleshooting manual8. AC servo motor drive instruction manual 1 copy9. Packing list 1 copy8. Acceptance, installation and after-sales1. AcceptanceAcceptance criteria: The acceptance shall be carried out by the buyer and seller in accordance with the contract, the terms of the technical agreement and the current national standards. Acceptance method: Divided into two times. The first time the goods are manufactured, they are accepted by the seller and shipped as qualified. The second time, after the installation of the goods, the buyer and seller jointly carry out trial operation and final acceptance, and the buyer and seller sign the acceptance report, and the acceptance report takes effect after being signed by both parties. If the final acceptance of the equipment is not signed and confirmed by both parties, Party A shall not start and use it, otherwise it will be deemed to be qualified for final acceptance. 2. Training technology, service and warrantyFrom the date of acceptance and delivery of CNC high-speed drilling machine, 12 months is the warranty period or 18 months is the warranty period, both of which are subject to the first arrival date. The buyer operates and uses the instruction manual and training methods provided by the seller, and during the warranty period, if it is a quality problem caused by manufacturing, installation and other reasons, the seller repairs the equipment free of charge in the shortest time and restores the normal use of the equipment. If the failure of the equipment is caused solely by improper use by the buyer, the seller is obliged to repair the equipment in the shortest possible time and may charge the buyer the cost at its discretion. The seller conducts training for the buyer's operation and maintenance personnel to ensure that the CNC high-speed drilling machine can operate normally and be properly repaired. During the training, experienced technicians will be assigned to give technical guidance, responsible for explaining the technical problems related to CNC high-speed drilling machines, so that the trainees can understand the operation principle of CNC high-speed drilling machines and master CNC high-speed drilling The technical performance of the bed and the methods and techniques of operation, repair, maintenance, testing and commissioning. 9. Packaging and transportation1. The equipment components supplied by the seller, except for special parts, are carried out in accordance with national standards and technical conditions for packaging. Take measures according to the characteristics and requirements of different goods, such as proper painting or other effective anti-corrosion treatment of the equipment, and use strong packaging to prevent rain and snow, moisture, rust, corrosion. 2. Transportation: car transportation, delivery place: the buyer's use site. 3. The seller transports the equipment to the buyer's site, and the buyer is responsible for providing spreader unloading, providing hydraulic lubricating oil and related materials required for equipment installation and commissioning. The seller is responsible for the installation, commissioning and acceptance of the tendered equipment.



 Complaint
Complaint














