



 Complaint
Complaint

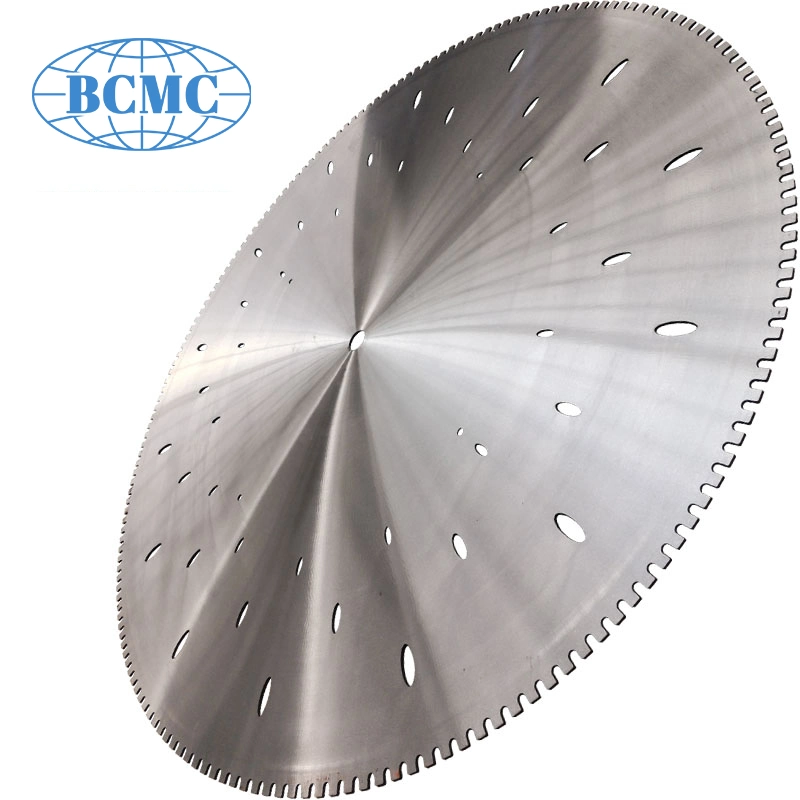
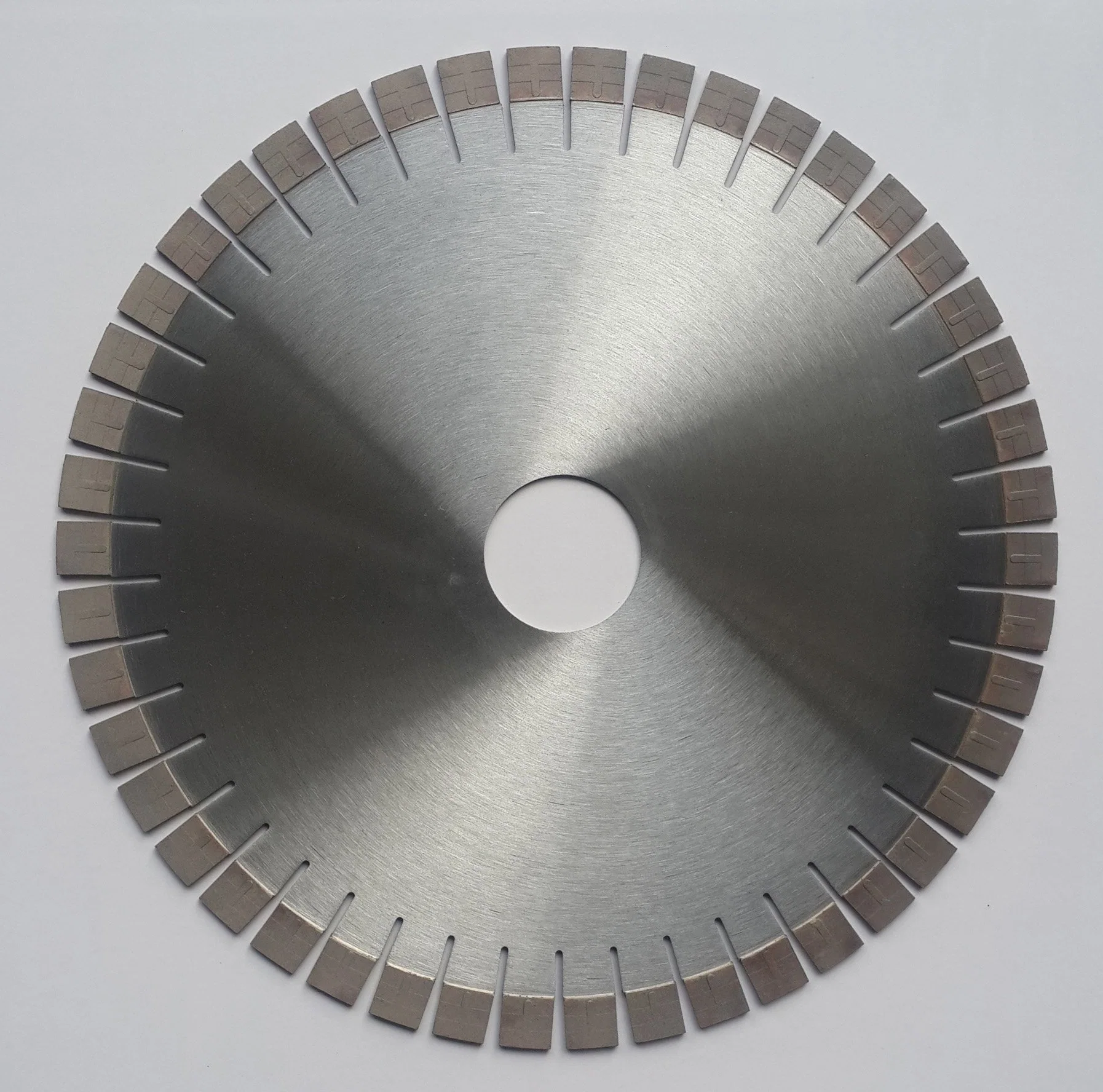
Steel Blade Gang Saw Blade Granite Marble Cutting Stone Quarry
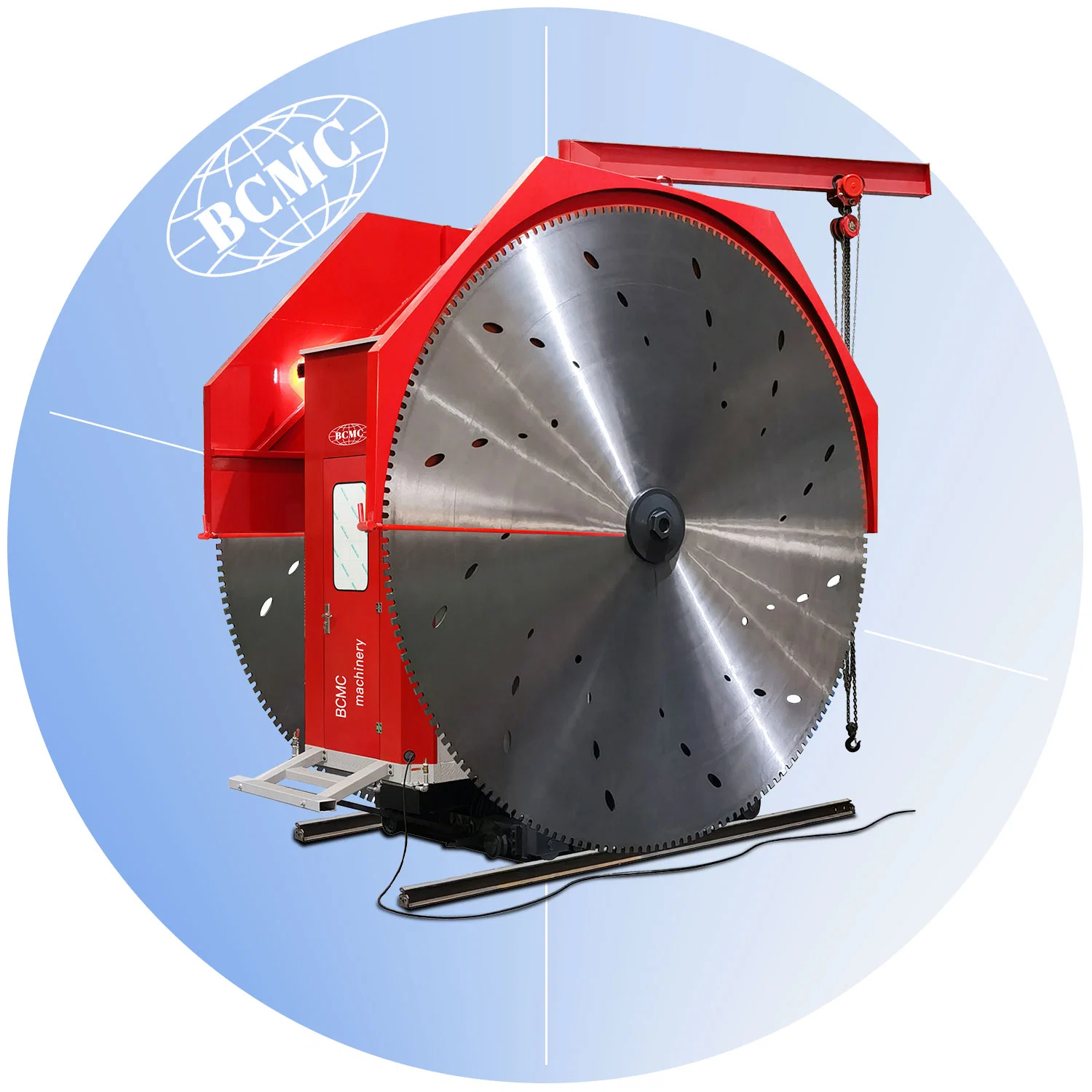
Once the block has been shaped from the wire-saw, matting is done to ensure that there are no cracks or breakage during the cutting process. The blades are set in the gang-saw machine according to the hardness of the rock and the thickness specification for cutting, and accounting for the loss of thickness in cutting and further processing. The granite block is loaded onto the tray and packed with cement and left to dry for a day to ensure, there is no movement while the cutting process.
The tray housing the granite block is then moved into the gang-saw machine. A mixture of water, lime, and Bearing steel grit ; referred to as the slurry is used in the cutting process that helps in gutting the block as absorb any heat dissipating from the cutting process. The viscosity of the slurry is vehemently monitored and adjusted for every material and also during the cutting process.
Every 2-3 hours the machine and the block is observed and re-adjusted, if needed to ensure a steady and straight cut for the blocks. Once the slabs are cut, they are inspected for any defects and then are marked individually for inventory tracking and moved for further processing.
Gang Saw Blade Characteristics And Common Specification Table
When ordering, please clear the following information to us.
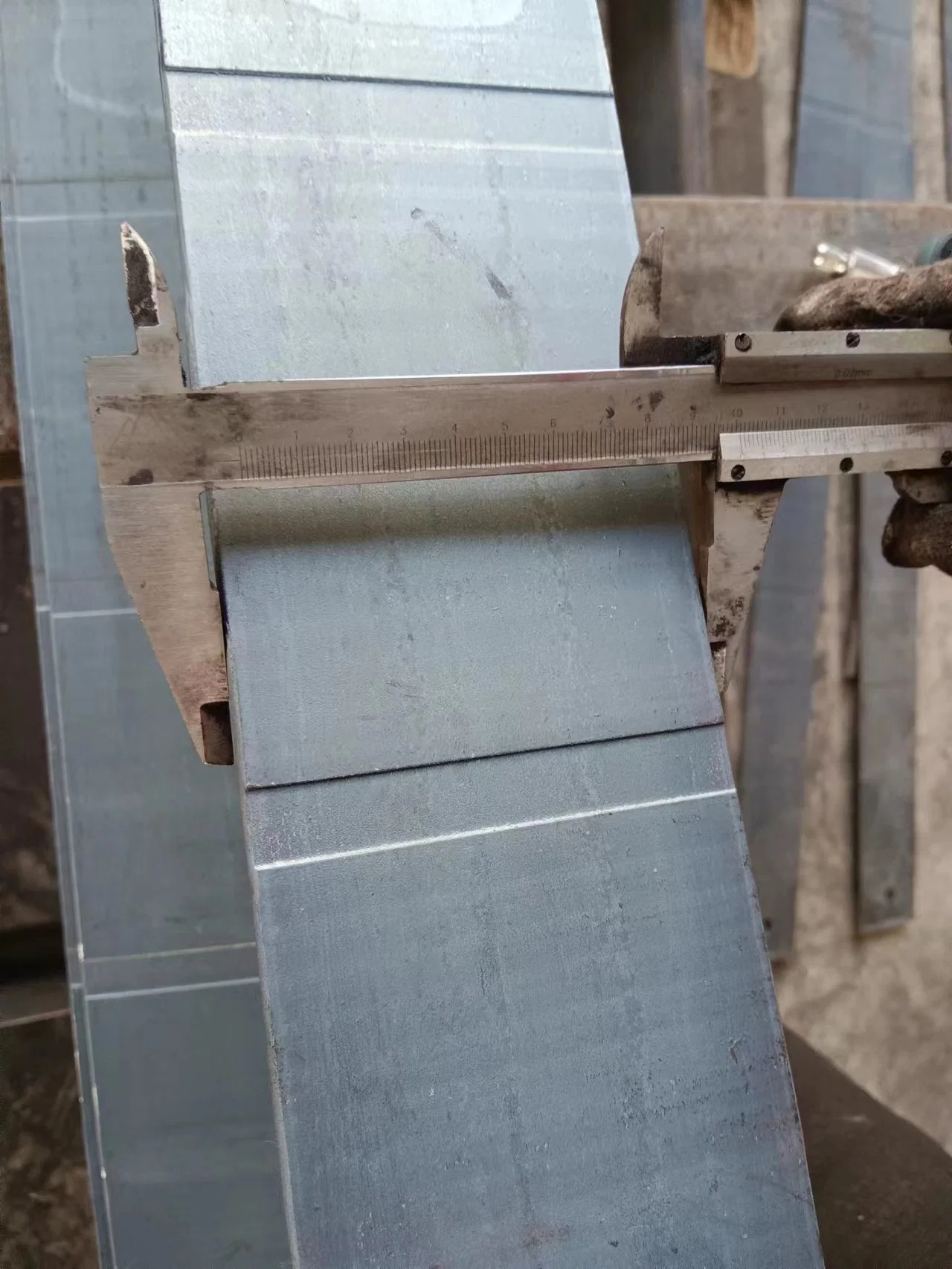
A. Width
B. Thickness
C. Total length
D. Distance between the hole-centers
E. Diameter of holes
Basically requirement of correct application
I.Correct installation
(1). Blades should be parallel with the central line of the blade holder and assuring of blade vertical.
otherwise, which leads to extra large sawing gap, only one side of blade to be abraded,which cause
concave in middle blade and bending severity after a finish of a trolley of granite blocks.
(2).Blade up to enough tension. Blade should be installed tightly between the front heads on blade
holder. After checking verticality, hydraulic extension device should be equipped firstly for individual
extension force to extend the blade at full, or the blade can not be of enough tension. Basically,
tension force is decided by the size of new blades, for example, in total 8 tons for 100×4.5mm,
9.5 tons for 120×4.5mm. If the blade is not up to enough tension,then quivering is too severe
when sawing and concave in middle of blade and bending severity after removal.
II.Appropriate composition of cutting fluid.
(1) In general, the size of grit is 1/4-1/5 of thickness of blade, and small grits are suitable for thin blade, opposite for the thick one.
Otherwise, which may lead to slab surface rough and cutting abilities low.
(2) Appropriate grit capacity and cutting fluid density. Less steel grit input will cause poor cut
abilities and even are not able to saw stone. In contrary, too much accumulated grits in the
gaps will lead to blade running out of order.
III. Proper cutting down speed.
At the beginning when blades are not going into stone, cutting speed should be lower, when
the blade going into stone entirely, speed can be faster. The cutting speed is decided by the
block's hardness. Too low speed will lead to low efficiency, however, too fast speed will cause
the saw blade quivers, electric current of mainframe too large and trouble sawing happens.