



 Complaint
Complaint

Best Choice Hydrophobic Methane Gas Generation Membrane Filter For Plant Residue Treatment
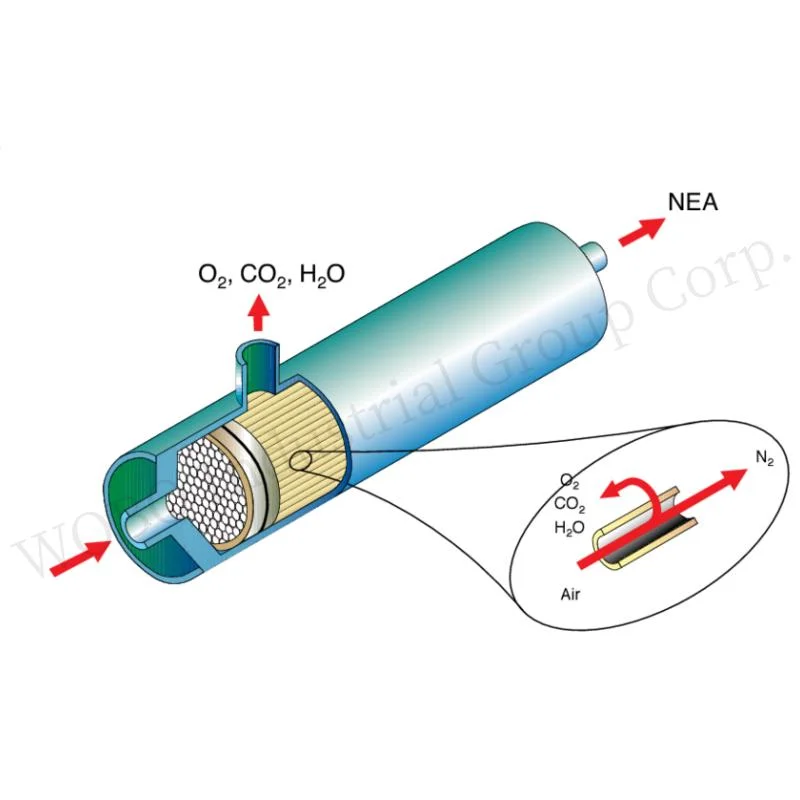
When two or more mixed gases pass through a polymer membrane, the relative permeation rates of different gases in the membrane are different due to the difference in solubility and diffusion coefficient of different gases in the membrane. According to this characteristic, under the action of the pressure difference on both sides of the membrane, gases with relatively fast permeation rates such as water, oxygen, carbon dioxide, etc. permeate through the membrane and are enriched on the permeate side of the membrane, while gases with relatively slow permeation rates Gases such as nitrogen, carbon monoxide, argon, etc. are enriched on the stagnation side, so as to achieve the purpose of mixed gas separation. When the pressurized purified air is used as the gas source, inert gases such as nitrogen are enriched into high-purity nitrogen-rich gas, and oxygen-enriched air is evacuated from the permeation side. Compared with the low temperature method and the pressure swing adsorption method, the membrane nitrogen enrichment technology has the advantages of simple operation and continuous and stable work.
Advantages of Separation Membrane Technology
1). Advanced technology, the latest technology of normal temperature air separation;
2). No noise, completely static operation, meeting environmental protection requirements;
3). No moving parts, less equipment maintenance;
4). High reliability of continuous operation and long service life of equipment, up to more than 10 years;
5). The capacity expansion is simple, just need to add membrane parts in parallel and increase the compressed air volume of raw materials;
6). Compared with PSA, it is not necessary to set up air and nitrogen buffer tanks. It is small in size and light in weight. It is the best choice for mobile nitrogen and oxygen enrichment equipment;
7). Nitrogen products have low dew point, and can reach -70ºC dew point under long-term continuous operation conditions;
8). The nitrogen product is clean without any dust and particles;
9). The startup and shutdown are convenient and quick, the operation is simple, and qualified nitrogen can be produced in a short time;
10). The equipment form can be designed according to the user's application requirements, which can be box type, skid-mounted type or container type;
11). The equipment does not have any special requirements for civil construction, and the installation cost is low;
12). There are no special requirements for the environment, and it can operate under harsh conditions.
| Purity | 99.5% | 98% | 97% | 96% | 95% |
| Produced N2(Norm at0ºC,1atm) | 7.8 | 11.2 | 14.2 | 17.3 | 20.6 |
| Produced N2(Norm at20ºC,1atm) | 8.4 | 12.0 | 15.2 | 18.6 | 22.1 |
| Air factor | 3.7 | 2.9 | 2.5 | 2.3 | 2.1 |
| Medium | Nitrogen / Oxygen / Water / Methane / Carbon Dioxide / Biogas / Ethanol / Hydrogen / Carbon Monoxide / Helium / Hydrogen Sulfide / Syngas | ||||
* The specifications are defined as Nm3/h at a product pressure of 7 barg at 25 ºC
Composition of the product is determined by measuring the residual oxygen content.The "produced Na"value constitutesthe inert gas content.
Air feed produced N2 air factor.
* Various Models/Size/OEM/ODM Can Be Supported.
WOBO Group has been engaged in the cryogenic and air separation industry for decades. It operates a variety of products such as cryogenic vessels, air separation equipment, chemical storage and transportation equipment, etc. It has always been our aim to provide customers with the best products and solutions.
WOBO Group has technically cooperated with a number of large-scale famous membrane manufacturers, and jointly developed with well-known domestic universities and colleges, and established a comprehensive laboratory for production inspection and testing. At present, WOBO membranes have been applied in more than 30 countries around the world.
Why choose us?
Customized on demand