



 Complaint
Complaint

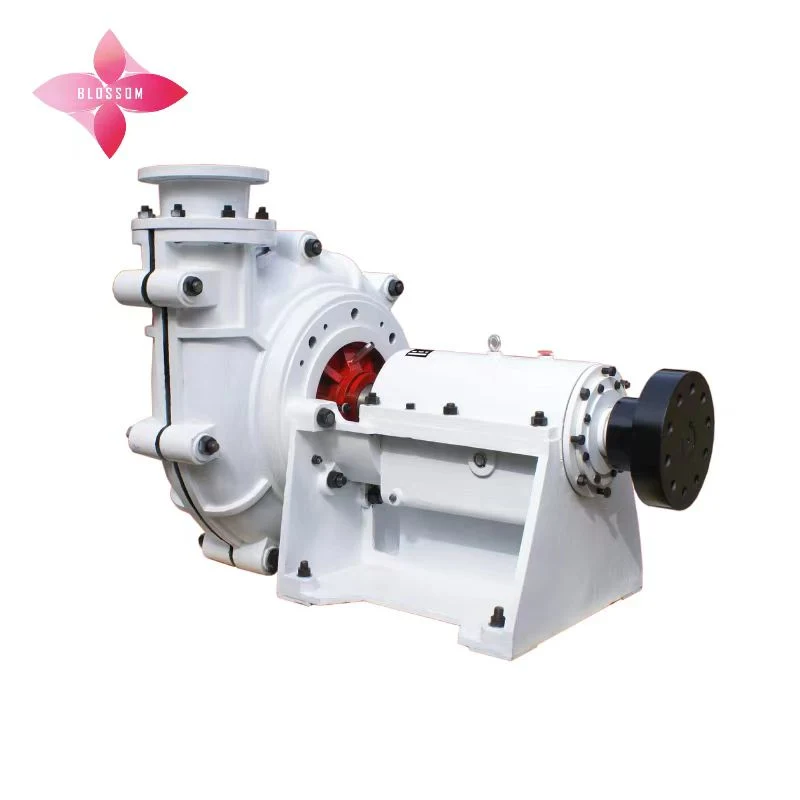
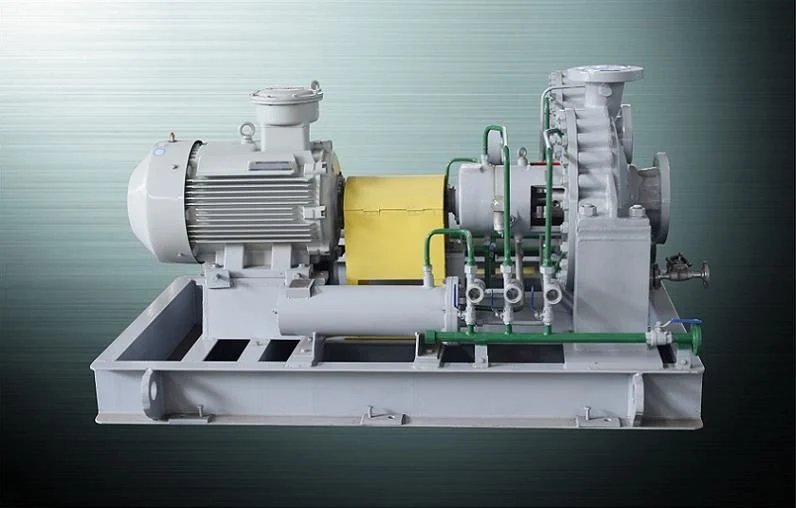
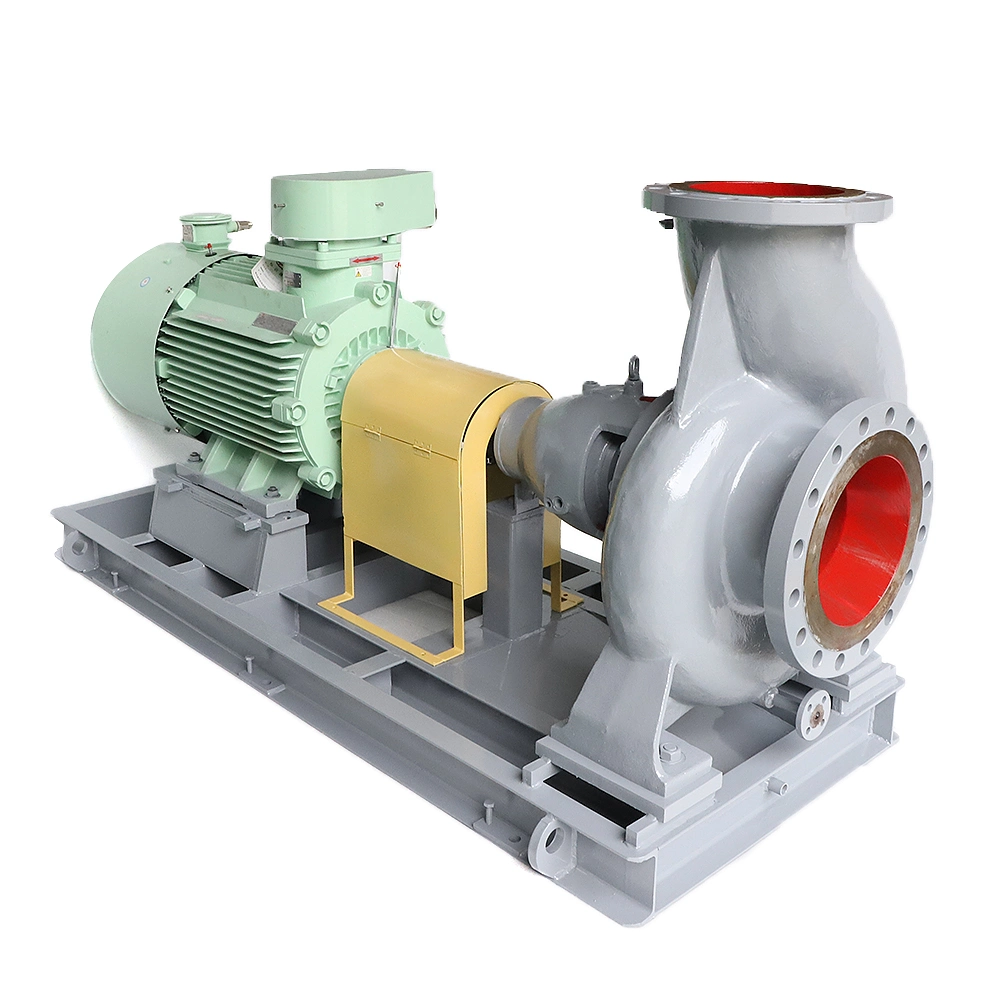
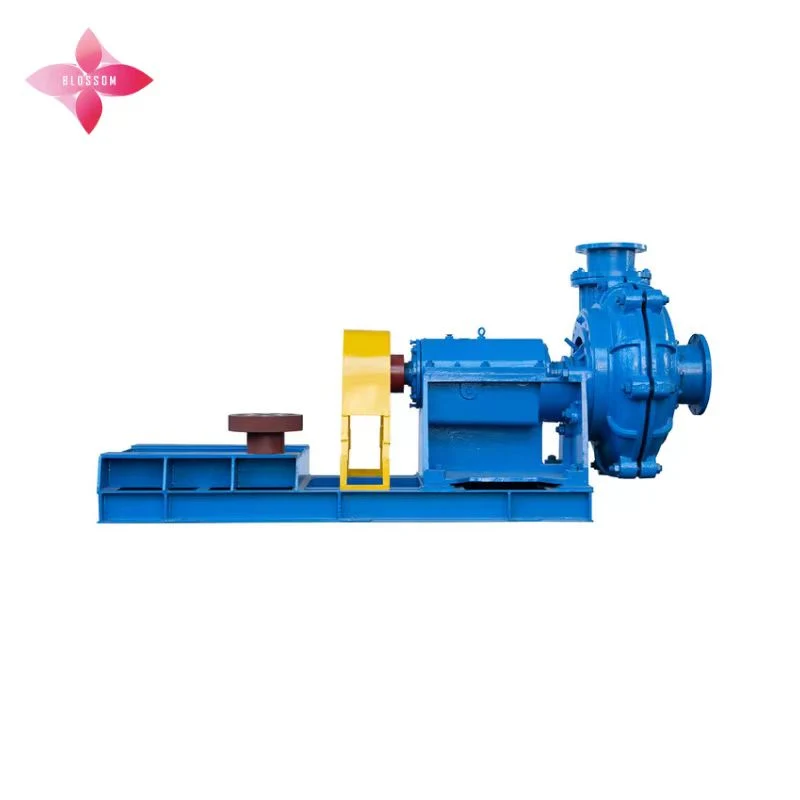
TL(D) and TLL series desulphurization pumps are designed and manufactured by our company jointly with well-known domestic experts through technical breakthroughs. Since the hydraulic design of desulfurization pump fully considers the movement of solid and liquid flow field, it can maintain good performance during slurry transportation. It is the latest design and development of high efficiency and energy saving products in the 1990s. The product has been tested by the national pump product inspection and testing center, and the performance indicators have met or exceeded the design requirements, and the product has reached the international advanced level after expert appraisal. Its excellent product performance and the ability to adapt to all kinds of bad mining, so that the series of products in power desulfurization, steel desulfurization and other industries are widely used. The company has provided thousands of pumps for dozens of key projects and large and medium-sized enterprises such as HUANENG Company, STATE FRID Company, power plants owned by large companies, effectively replacing imported products, saving a lot of foreign exchange, and making contributions to the sustainable and healthy development of the national economy.
1, Desulfurization liquid medium, affected by coal and water, contains a large number of chloride ions, and chloride ions is a key factor in the corrosion of materials. Although it is not directly involved in corrosion, the tendency to make acid and the strong corrosion of free acid aggravate the gap corrosion, point corrosion and stress corrosion at the high temperature in the desulfurization tower. Electrochemical corrosion is inevitable, even if the material casting we used to reduce the measures, there will still be vulcanization Yi produced, it in the form of hard shell covered in the corrosion pits, resulting in a sharp increase in the acidity of the pits, and temperature catalysis, directly lead to the malignant increase of the beginning, finally pits into a. Surface passivation, on the other hand, can slow down corrosion, so it is necessary to create a more uniform oxidation label during hot treatment. Intergranular corrosion exists at room temperature, and transgranular corrosion also begins when the temperature reaches more than 60°C. Therefore, in addition to reducing intergranular depletion and reducing the presence of highly complex carbides between grains, it is to reduce carbon preservation. At present, some domestic manufacturers actually let the carbon equivalent of more than 1%, they think it is to wear resistance, in fact, on the contrary, the corrosion layer is not wear resistance, so we still use low carbon solutions, but the cost is higher. In order to reduce the cost, reduce the content of the use of fetters, use austenite accelerator nitrogen, nitrogen promoted the ferrite formed at high temperature to reverse into enough secondary austenite to maintain the necessary phase balance, improve the corrosion resistance, nitrogen can also improve the corrosion resistance of nitrogen rich austenite phase, and rich, aluminum ferrite phase balance, improve the overall corrosion resistance of the material. In addition, nitrogen can also reduce the difference in the distribution of the elements such as min and fetters in the two phases, reduce the tendency of selective corrosion, it is the use of the unique effect of nitrogen, can be easier to obtain ultra-low carbon two-phase steel.
2, Desulfurization liquid temperature is higher, the general pump will also occur cavitation damage, so the need to have good suction, and this must reduce efficiency as a substitute price, so the choice of a reasonable hydraulic model becomes the key, domestic design is not mature, so often appear supporting motor is not appropriate. The foreign model we choose, although not always able to work in the high efficiency zone, but smooth operation, no cavitation damage. And cavitation damage generally occurs at the inlet of the impeller, the front end of the blade appears honeycomb pits. The resulting inlet prespin damage is generally on the inside of the front guard plate, scoured out many gullies, and even perforated. Therefore, the pump with the lower required cavitation allowance is the best choice. The economic consideration of key parts such as impeller runner can only rely on the casting quality, each casting has offset, so each set should be carried out cavitation data measurement, at present this kind of unit is not much.
3.The cooling method of the bearing is thin oil lubrication with cooling. The scheme is more suitable for the national conditions of China, that is, the general operator can observe whether the oil level is abnormal by naked eye. When the heat generated by the bearing and the heat transmitted by the medium cause the oil temperature to be too high, the water cooling device can forcibly exchange heat, avoid the reduction of oil quality, reduce the life of the bearing, and more importantly, the smooth operation can extend the life of the mechanical seal.
4.The work ring of mechanical seal, generally choose silicon carbide material, the material belongs to the ceramic class, so it has the advantage of corrosion resistance, the friction coefficient is lower than hard alloy, but the brittleness is higher, bearing damage and cavitation caused by vibration, easy to damage. The mechanical seal with single end face must be lubricated and cooled by external water supply except when it is turned off. The water can be shut off during normal operation. The liquid film of the sealing surface can be maintained by medium, which has remarkable water-saving effect. Double-end mechanical seal can not arbitrarily stop the external water supply, so as to avoid flash and even rupture of the working ring.
5.The closed impeller and twisted blade are adopted to ensure the surface finish of the flow parts. The efficiency is improved by 3-10% compared with the cylindrical blade products. The inlet of the impeller is increased, and the blade is improved to improve the cavitation resistance, which is more suitable for conveying high temperature medium. The cover plate of the impeller is equipped with a high back blade at the front and a low back blade to discharge the return slurry in time, so as to improve the volume efficiency, reduce the back flow and erosion, and improve the service life and efficiency of the flow parts. Impeller with parallel cover plate, slurry into the impeller, at the exit to both sides of the formation of external vortex, so that the impeller before and after the cover plate and lining serious wear, this is the main reason for the short life of the flow parts, and ZJT series desulfurization pump fully absorbed the advantages of ZJ series slurry pump and WARMAN pump, the design of the impeller at the exit formed a concave shape, The impeller on both sides of the front and rear cover plate at the speed is greater than the intermediate speed, the slurry at the outlet is divided into two streams of fluid, rotating to the center, forcing the particles to flow to the center of the inner vortex, the concentration on both sides is reduced, thus reducing the wear of the pump body flow channel and two side walls. Reduce the number of leaves, usually 5, generally between 2 and 5. By increasing the inlet diameter of the impeller and the width between the blades, the flow capacity of the pump is greatly improved, and the solid phase blocking is effectively prevented. Can also be used according to the condition of the impeller. Some special conditions, because the pump conveying medium contains gypsum particles, the closed impeller is easy to lead to impeller obstruction, resulting in the pump can not work normally; The opening impeller fundamentally solves the problem of pump impeller blocking.
7.Reasonable design, when the material selection, key station pump flow parts can be called "2605N" material, to ensure that the pump has good wear resistance and corrosion resistance, suitable for use in bad working conditions. Generally, Cr30A is used, which has a more suitable cost performance, so that the life of each pump in the same system is synchronized as far as possible, so as to facilitate the inspection and maintenance. The company has advanced metallographic analysis, nondestructive testing and tensile, impact testing equipment, so as to fundamentally ensure that the material quality of each component meets the national standards; Other materials can also be selected according to user requirements and working conditions.
8.Detachable ring with self-locking function slope, more conducive to disassembly, can be reused many times without damage.
9.The casting company under the Group has many years of production history, which can produce castings with the maximum weight of 60 tons. It has been providing castings to international companies such as METSO and WARMAN, and has unique advantages in the field of desulfurization with their material formula and heat treatment process. Heat treatment center has all kinds of heating furnace, salt furnace, quenching pool and other advanced equipment. Due to the high adhesion and hardness of the blank, it is necessary to carry out aging and annealing treatment before roughing to reduce the hardness to about HRC35. After roughing, the micro structure is transformed to the required size by quenching treatment.
10.According to the different transmission power, choose the aligning roller bearings, angular contact ball bearings, ordinary heavy duty single row or double row tapered roller bearings made by WAFANGDIAN Bearing Factory. Bearing positioning is accurate, the service life is more than 100,000 hours, to ensure the long-term reliability of the pump operation.
11.The special solid-liquid two-phase flow design allows the slurry to be transported with a maximum weight concentration of 45%, thus achieving water and energy savings and increasing the amount of solids delivered per unit time.
12.Each pump is strictly tested before leaving the factory to ensure that the pump head error is ±5%, shaft power error is ±5%, flow error is ±5%, vibration speed <4.5mm/s, noise <80dBA (1 meter away from the pump), and ensure that the performance of each pump meet the quality requirements of long-term operation.
The main structure of TL(D) series products has absorbed the technology of KSB and adopts suspension structure. The impeller parts are taken out from the rear door, and all parts of the pump can be disassembled, inspected and repaired without disassembling and assembling pipelines. In order to meet the requirements of overhaul every five years, the material of the flow parts is made of imported material standards from the beginning. It was first promoted to the market after its practical application in the Group's own power plant, and it has been continuously improved according to the actual operation situation. Its excellent performance makes it the first choice in the domestic desulfurization pump industry at present.
| Type | TL | |
| Speed(rpm) | 495-980 | |
| Capacity(m³/h) | 588-14300 | |
| Head(m) | 13-66 | |
| Power of shaft(kw) | 61.4-1081.3 | |
| Eff. (%) | 63-88 | |
| Motor power(kw) | 75-1250 | |
| Motor valtoge(V) | 380/6000 | |
| Type | TL(D) | |
| Speed(rpm) | 740-2900 | |
| Capacity(m³/h) | 4.4-1100 | |
| Head(m) | 6-150 | |
| Power of shaft(kw) | 0.8-250 | |
| Eff. (%) | 30.5-81 | |
| Motor power(kw) | 0.5-450 | |
| Motor valtoge(V) | 380/6000 | |
| Type | TLL | |
| Speed(rpm) | 730-1480 | |
| Capacity(m³/h) | 6-364 | |
| Head(m) | 2.4-80.6 | |
| Power of shaft(kw) | 0.4-39.7 | |
| Eff. (%) | 27,9-75 | |
| Motor power(kw) | 1.1-110 | |
| Motor valtoge(V) | 380 | |