Complaint
Complaint

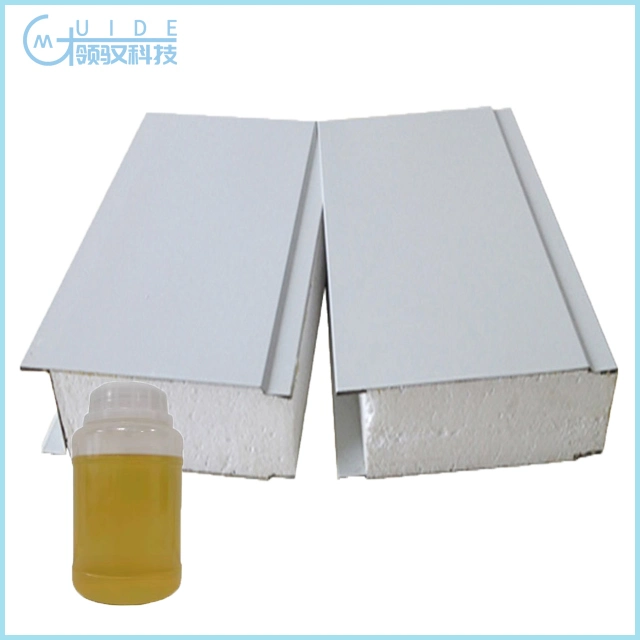
| ComponentA(Resin) | ComponentB(Hardener) | |
| Curing mechanism | Poly addition | |
| Chemical base | Multiplehydroxyl compound | PAPI |
| Color | White | Brown |
| The coloraftermixing | Light yellow | |
| Density (beforecuring) | 1.6 g/cm3 | 1.2 g/cm3 |
| Viscosity | 25000-30000mpa.s (Brookfield - RVT 6/20) | 200-300mpa.s (Brookfield - RVT 2/50) |
| Viscosity (aftermixing) | 6000-10000mpa.s (Brookfield-RVT 6/20) | |
| Mixingratio (by weight) | 100 | 25 |
| Pot life | 30-50 mins | |
| Open time (23, 50%RH) | 50-60 mins | |
| HardnessshoreD(GB/T 531-2008) | Approx 60 | |
| Shear strength (GB/T 7124-2008) | ≥6Mpa (Aluminum alloy) | |
| Shelflife (unopened below 25) | 12months | 6months |