
 Complaint
Complaint

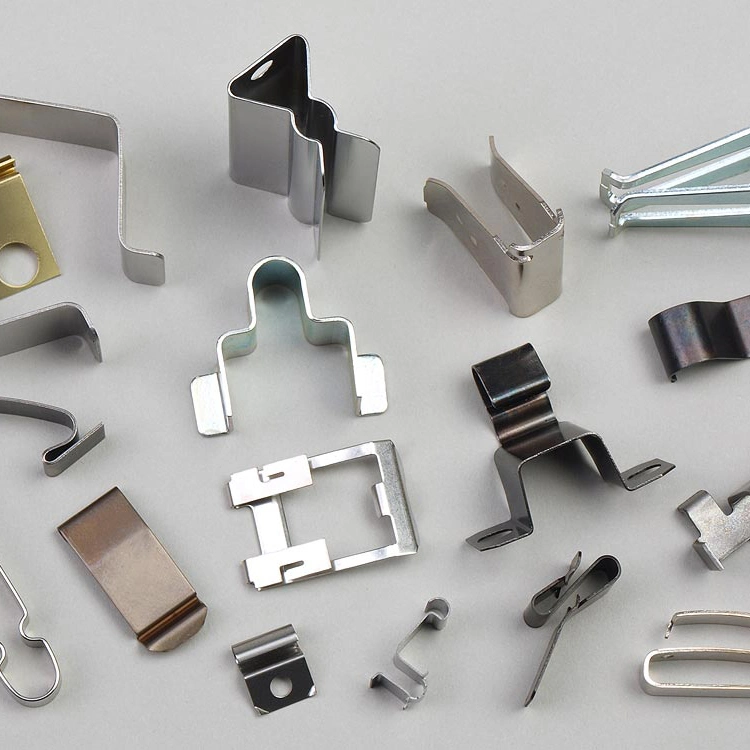
| 1. Raw Material | Copper, phosphor copper, Brass, Stainless steel, Aluminum, steel, spring steel, Nickel-Silver... and all different kinds of metal; |
| 2. Surface treatment | Gold / Silver /Tin / Nickel / Zinc / Chromium / Copper-plating / Laser etching/Screen printing/Phosphating (can pass salt spray testing with 160 hours)/Black coating / Painting/ Power coating /Electrophoresis / Passivating /Deburring / Polishing / Brush according to ROHS standard; |
| 3. Quotation | Please provide the Formal drawings (normally, with DWG/STP/PDF file ), and make notes with material/QTY/surface treatment and any other requirements, we will provide you the quotation sheet within 48-72 hours; |
| 4. Prototype & Mould | We make the prototypes or molds according to the drawings confirmed by both of us and the customers! The lead time depends on the structure and qty of parts, Normally, the lead time for prototypes is 3-15 days; the lead time for mold is 10-25 days; |
| 5. Production | We will provide samples according to the drawings to customers for approval. Then arrange the production and confirm the delivery date according to the Purchase Order; Normally, the lead time for production is 5-30 days, the structure of parts is different, and the lead time will be different. |
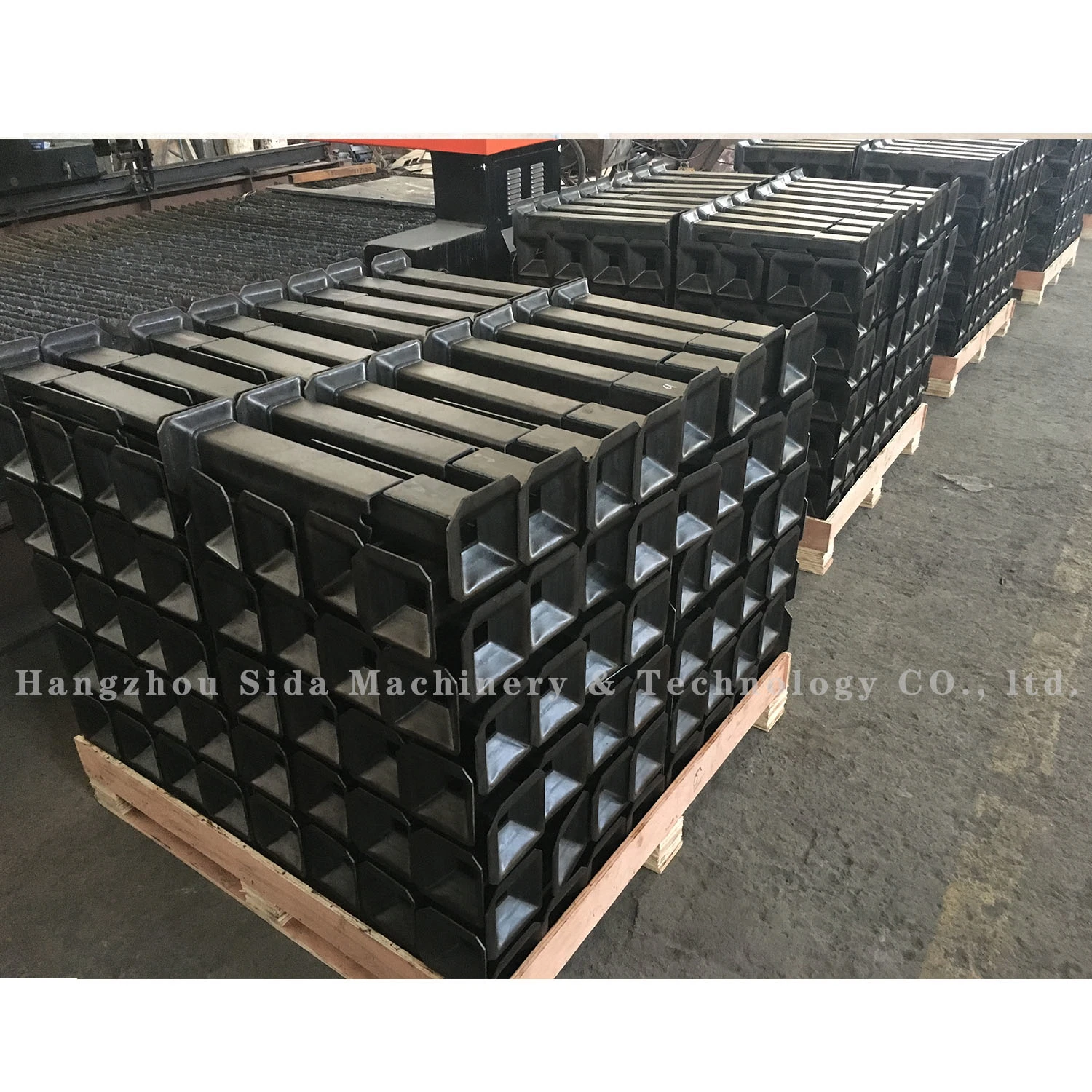
| 6. Package | Plastic bags; Preserving Box; Reel/tape package; Plastic tray; Wood box; Export carton and any other customized package according to the customers' requests. |
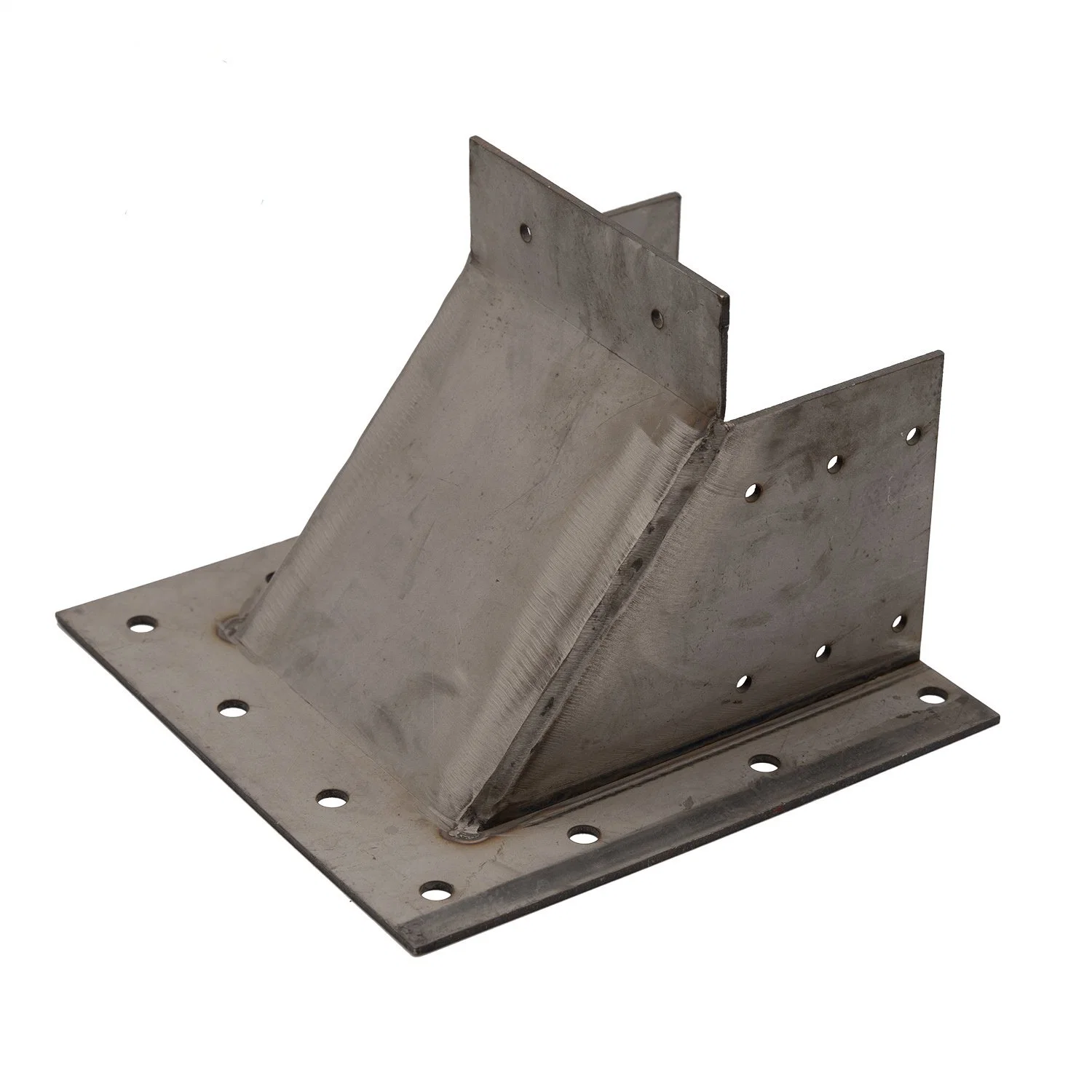
Welding technology
1. fusion welding. The welding part of the workpiece is locally heated to the melting state to form a molten pool (usually filled with filler metal). After cooling and crystallization, the weld is formed, and the welded part is combined into an inseparable whole. Common fusion welding methods include gas welding, electric arc welding, electroslag welding, plasma arc welding, electron beam welding, laser welding, etc.
2. pressure welding. In the welding process, whether heated or not, a pressure welding method is required. Common pressure welding includes resistance welding, friction welding, cold pressure welding, diffusion welding, explosion welding, etc.
3. brazing. After melting with filler metal (filler metal) whose melting point is lower than that of the metal to be welded, the joint gap is filled and connected by mutual diffusion with the metal to be welded. During the brazing process, the welded parts do not melt and generally have no plastic deformation.