


 Complaint
Complaint

HASTELLOY Alloy C-22 is a nickel-chromium-molybdenum alloy with enhanced resistance to pitting, crevice corrosion and stress corrosion cracking. It resists the formation of grain boundary precipitates in the weld-heat affected zone making it suitable for use in the as-welded condition. C-22 has outstanding resistance to both reducing and oxidizing media and because of its resistibility can be used where "upset" conditions are likely to occur. It is proven to possess excellent weldability and high corrosion resistance as consumable filler wires and electrodes. The alloy has proven results as a filler wire in many applications. As filler wire use when other corrosion resistant wires have failed.
C-22 can easily be cold-worked because of its ductility and cold-forming is the preferred method of forming. More energy is required because the alloy is generally stiffer than austenitic stainless steels. 0.28" thick sheet in the heat-treated at 2050°F, rapid quenched condition, has an average olsen cup depth of 0.49".
Chemistry Composition of Alloy C22
| C | Si | Mn | P | S | Cr | Mo |
| % | ≤ % | ≤ % | ≤ % | ≤ % | % | % |
| 0-0.01 | 0-0.08 | 0-0.5 | 0-0.015 | 0-0.005 | 20.0-22.5 | 12.5-14.5 |
| Ni | Co | Fe | N | W | V |
| % | ≤ % | % | % | % | % |
| 50.0-63.0 | 0-2.5 | 2.0-6.0 | 50.0-63.0 | 2.5-3.5 | 0-0.35 |
Alloy 22 Applicable Specifications
| Form | ASTM | ASME | VdTÜV |
| Bar | B574, B5641 | SB574, SB5641 | 479 |
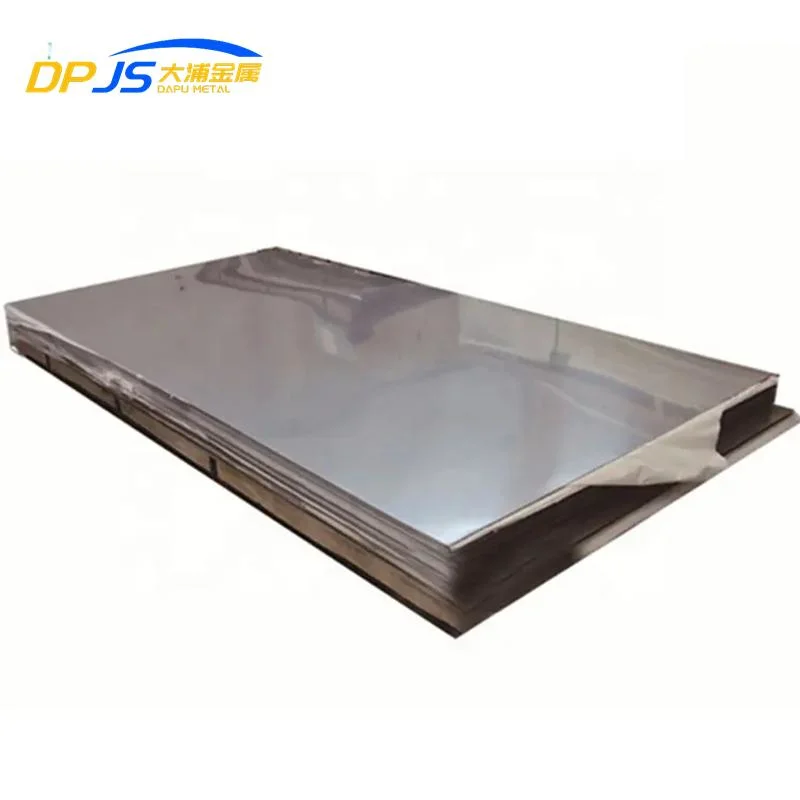
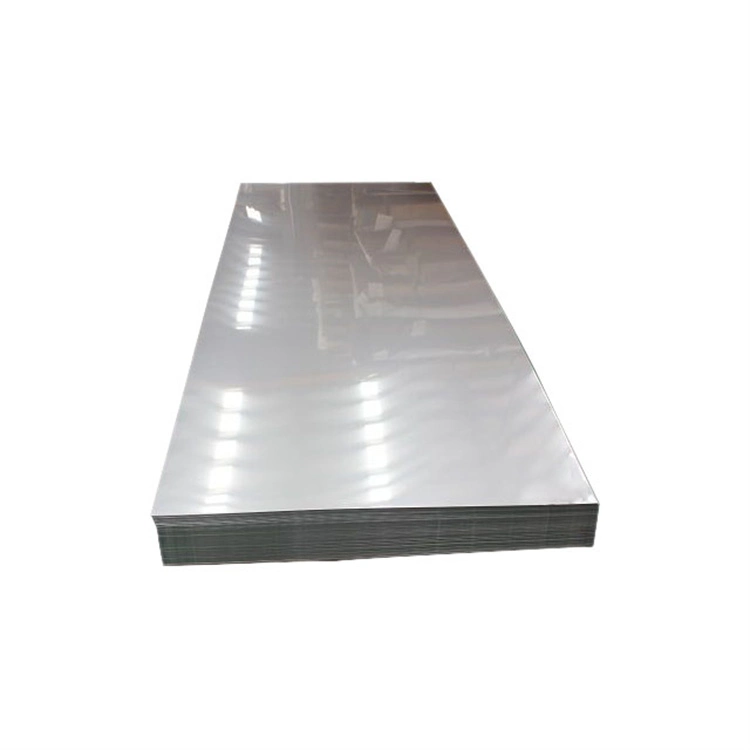
| Plate & Sheet | B575 | SB575 | 479 |
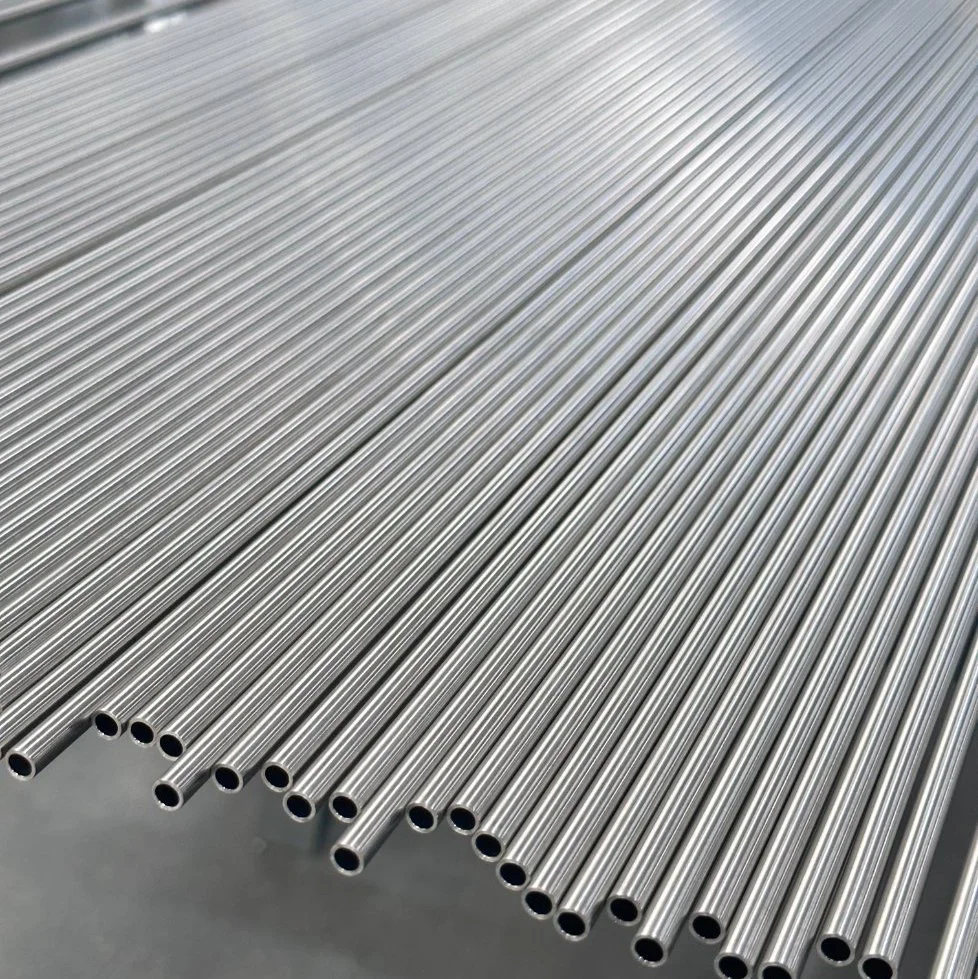
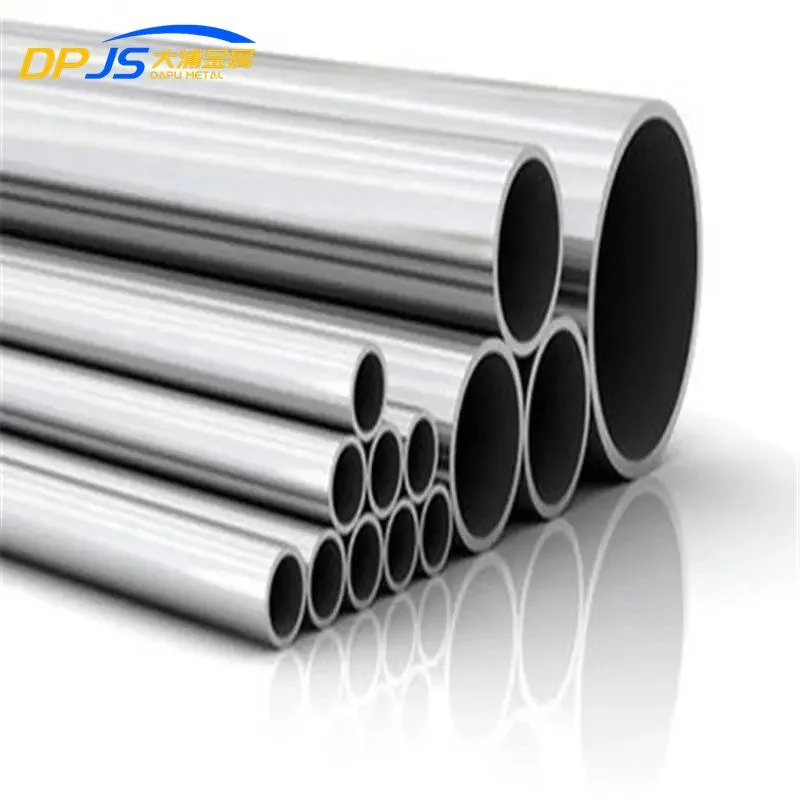
| Seamless Pipe & Tube | B622 | SB622 | - |
| Welded Pipe | B619 | SB619 | - |
| Welded Tube | B626 | SB626 | - |
Machining
Nickel & cobalt base corrosion, temperature and wear-resistant alloys are classified as moderate to difficult when machining, however, it should be emphasized that these alloys can be machined using conventional production methods at satisfactory rates. During machining these alloys work harden rapidly, generate high heat during cutting, weld to the cutting tool surface and offer high resistance to metal removal because of their high shear strengths. The following are key points which should be considered during machining operations:
CAPACITY - Machine should be rigid and overpowered as much as possible.
RIGIDITY - Work piece and tool should be held rigid. Minimize tool overhang.
TOOL SHARPNESS - Make sure tools are sharp at all times. Change to sharpened tools at regular intervals rather than out of necessity. A 0.015 inch wear land is considered a dull tool.
TOOLS - Use positive rake angle tools for most machining operations. Negative rake angle tools can be considered for intermittent cuts and heavy stock removal. Carbide-tipped tools are suggested for most applications. High speed tools can be used, with lower production rates, and are often recommended for intermittent cuts.
POSITIVE CUTS - Use heavy, constant, feeds to maintain positive cutting action. If feed slows and the tool dwells in the cut, work hardening occurs, tool life deteriorates and close tolerances are impossible.
LUBRICATION - lubricants are desirable, soluble oils are recommended especially when using carbide tooling. Detailed machining parameters are presented Tables 16 and17. General plasma cutting recommendations are presented in Table 18.