 Complaint
Complaint

Product Name | Ductile Iron Pipe |
Pipe Class | K9, K8, C40, C30, C25, etc. |
Diameter | DN80-DN2600 mm |
Length | 6m, cut to 5.7m.In general, the pipe length is 6m for bulk shipment and 5.7m for container shipment. |
Pipe Joint | T type push-on joint, K type joint, self-restrained joint |
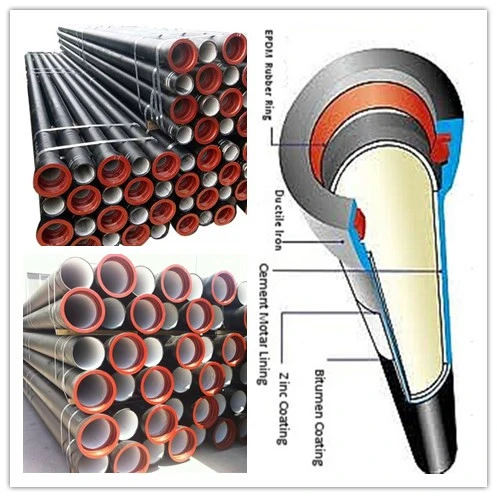
Internal Lining: cement mortar lining as per ISO 4179 | |
Zinc Coating:at least 130g/m2 as per ISO 8179 | |
Bitumen Painting : at least 70um as per ISO8179 | |
Pressure | PN10, PN16, PN25,PN40 |
Features | High strength, lighter than gray iron, good corrosion resistance, no furring, small flow resistance, easy fixing, long life |
Application | Water supply project, drainage, sewage, irrigation, water pipeline. |
Packing | Bundled with steel belts or in bulk |
Metallic zinc coating
When metallic zinc spray is applied, the mean mass of the zinc per unit area shall be not less than 130g/m2 , with a local minimum of 110 g/m2. The mass of the zinc according to customer's request is also available.
Bitumen coating
The mean thickness of bitumen coating shall be not less than 70 μm and local minimum thickness shall be not less than 50 μm. The thickness of bitumen coating according to the customer's request is also available.
Alternative coating
External coatings | Internal coating(linings) | Coating of the joint area |
- Metallic zinc with finishing layer, in accordance with ISO 8179-1; - Zinc rich paint with finishing layer, in accordance with ISO 8179-2; - Epoxy coating, in accordance with EN 14901; - Polyethylene sleeve, in accordance with ISO 8180; - Alloy of zinc and aluminum with or without other metals, having a minimum mass of 400 g/m2, with finishing layer; - Extruded polyethylene coating in accordance with EN 14628; - Polyurethane coating in accordance with EN 15189; - Cement mortar coating in accordance with EN 15542; - Adhesive tape; | - Portland/Blast furnace slag/Sulphate/ High Aluminum Cement Mortar, in accordance with ISO 4179; - Cement mortar lining with seal coat, in accordance with ISO 16132; - Epoxy coating, in accordance with EN 14901; - Polyurethane lining in accordance with EN 15655; | - Epoxy coating; - Polyurethane coating |
Process and testing:
1. Induction furnace and treated metal (Chemical analysis of raw material, spheroidizing & Nodularity)
2. Casting (Visual check and weight check)
3. Heat treatment (Micro structure)
4. Hydrostatic test (Pressure test)
5. Dimensional checks (Checking pipe length and joint, OD, wall thickness, appearance)
6. Zinc spraying (Thickness testing)
7. Lining and coating (100% visual check, thickness testing randomly)
8. Marking and packing (100% visual check)
Project Case