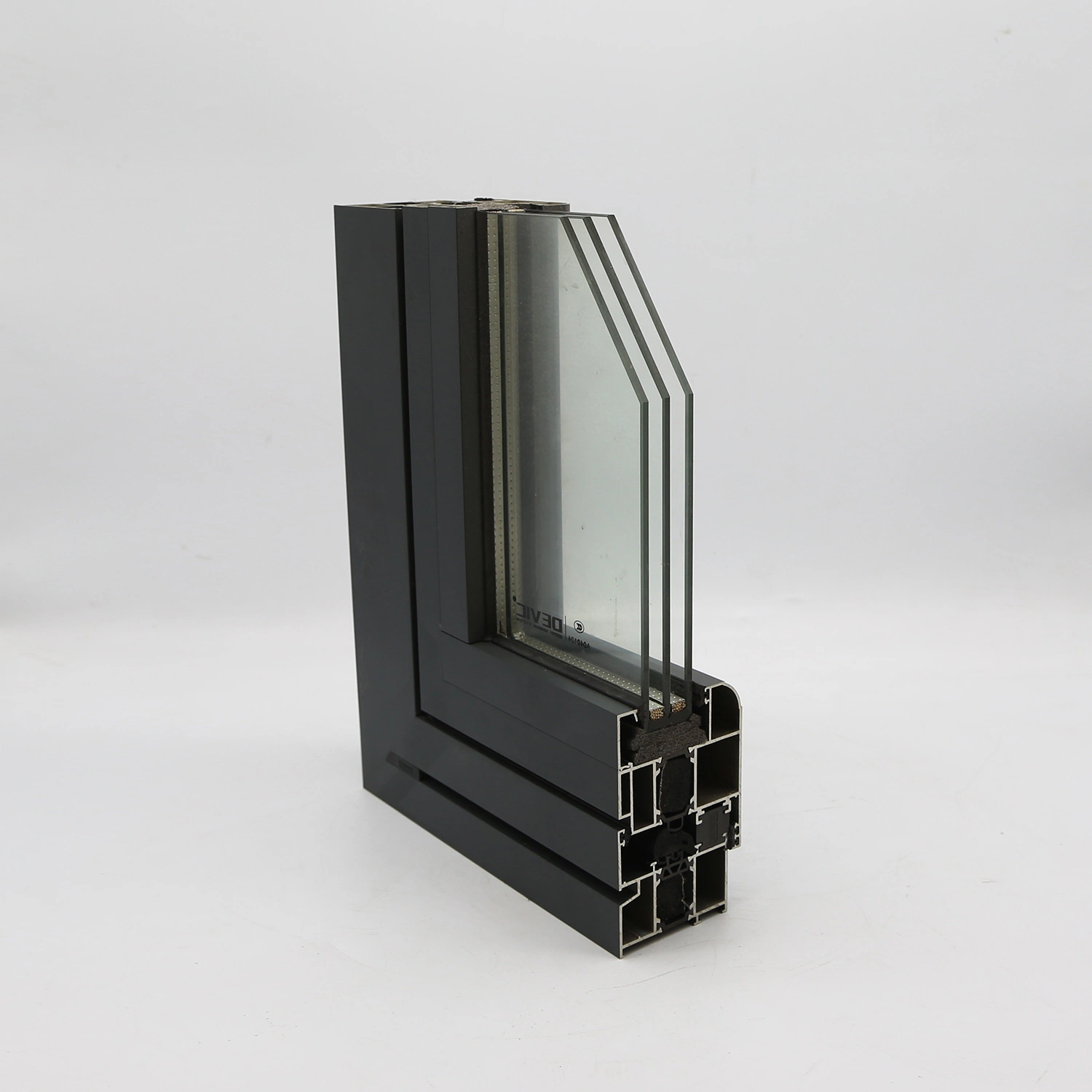
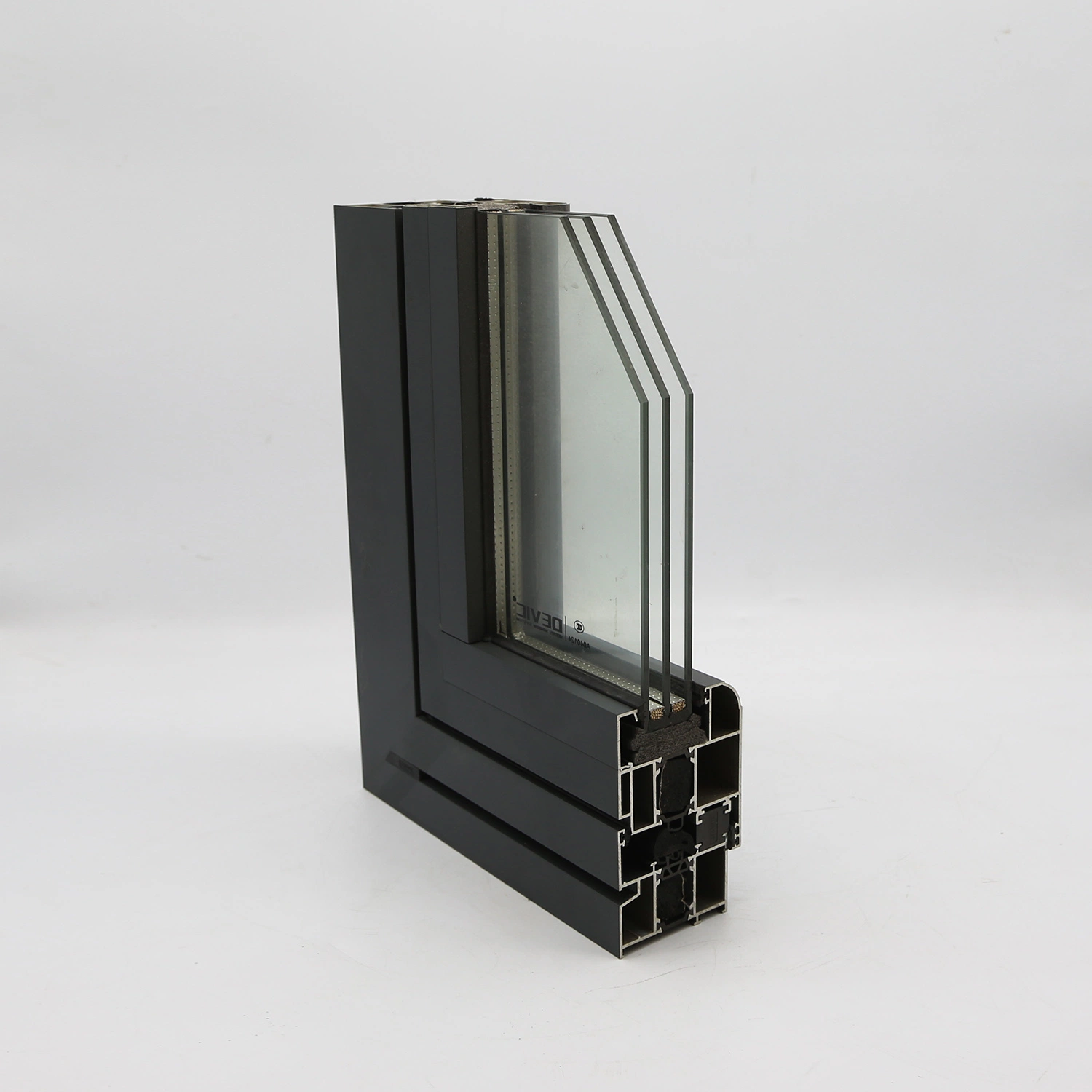
Description
Product Parameters
| Product name | Industrial Usage Alloy Aluminum Extrusion Profile Customized Shapes and Sizes for Doors |
| Alloy | 3003,3004,3105,5005,5052,5182,8011 |
| Thickness | 0.25-1.5mm normally, could be custom-made |
| Width | for coil: 600mm ~ 1800mm, could be custom-made
for sheet: 20mm ~ 1650mm, could be custom-made |
| Film thickness | single-coated 4-20 micron double coated 25-28 micron 3 coated 35-38 micron |
| Coating material | PVDF, PE, EXPOXY, PU |
| Colour choose | According to our company to provide a model, but also can be customized according to customer's request |
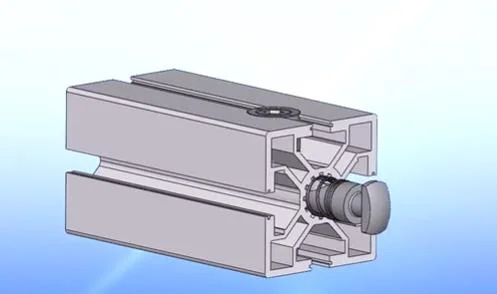
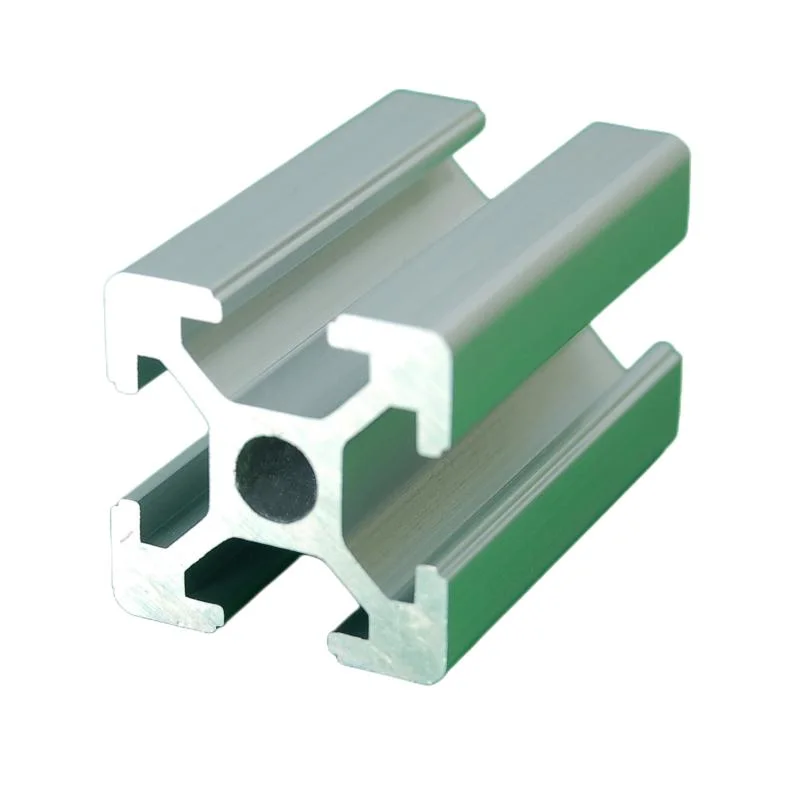
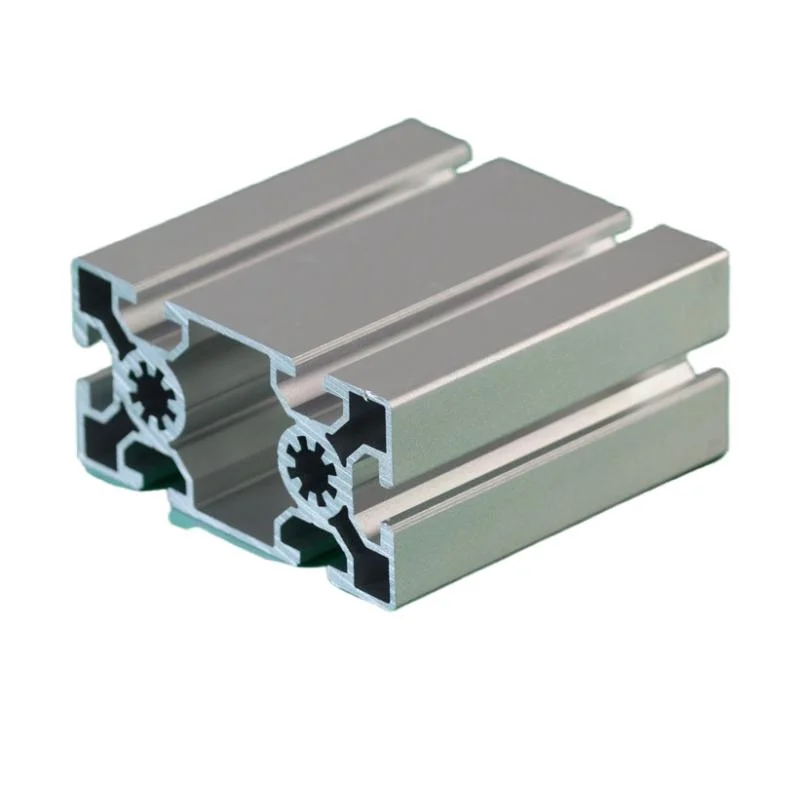
Product Description
Characters:
corrosion resistance
The density of aluminum profiles is only 2.7g/cm3, which is about 1/3 of that of steel, copper or brass (7.83g/cm3, 8.93g/cm3 respectively). Aluminum exhibits excellent corrosion resistance under most environmental conditions, including air, water (or brine), petrochemicals, and many chemical systems.
Conductivity
Aluminum profiles are often chosen due to their excellent electrical conductivity. On the basis of equal weight, the electrical conductivity of aluminum is nearly 1/2 that of copper.
thermal conductivity
The thermal conductivity of aluminum alloy is about 50-60% of that of copper, which is beneficial for the manufacture of heat exchangers, evaporators, heating appliances, cooking utensils, and automobile cylinder heads and radiators.
non-ferromagnetic
Aluminum profiles are non-ferromagnetic, which is an important property for the electrical and electronics industries. Aluminum profiles are not self-igniting, which is important for applications involving handling or contact with flammable and explosive materials.
non-ferromagnetic
Aluminum profiles are non-ferromagnetic, which is an important property for the electrical and electronics industries. Aluminum profiles are not self-igniting, which is important for applications involving handling or contact with flammable and explosive materials.
Machinability
The machinability of aluminum profiles is excellent. In various wrought aluminum alloys and cast aluminum alloys, and in the various states these alloys have after they are produced, the machining characteristics vary considerably, requiring special machine tools or techniques.
Formability
The specific tensile strength, yield strength, ductility and corresponding work hardening rate govern the variation in allowable deformation.
recycling
Aluminum is extremely recyclable, and the properties of recycled aluminum are almost indistinguishable from those of primary aluminium.
Producing process
Casting(1) Ingredients: Calculate the addition amount of various alloy components according to the specific alloy grades to be produced, and reasonably match various raw materials.
(2) Smelting: The prepared raw materials are put into the melting furnace for melting according to the process requirements, and the impurities and gases in the melt are effectively removed by means of degassing and slag removal and refining.
(3) Casting: Under certain casting process conditions, the smelted aluminum liquid is cooled and cast into round casting rods of various specifications through the deep well casting system.Fold ExtrusionExtrusion is a means of profile forming. First, design and manufacture the mold according to the cross-section of the profile product, and use the extruder to extrude the heated round cast rod from the mold. The commonly used grade 6063 alloy also uses an air-cooled quenching process and a subsequent artificial aging process during extrusion to complete heat treatment strengthening. Different grades of heat treatable strengthening alloys have different heat treatment systems.Color coatedOxidation: The surface of the extruded aluminum alloy profile is not strong in corrosion resistance, and the surface must be treated by anodizing to increase the corrosion resistance, wear resistance and appearance of the aluminum profile.
Its main process is:
(1) Surface pretreatment: Use chemical or physical methods to clean the surface of the profile to expose the pure substrate in order to obtain a complete and dense artificial oxide film. Mirror or matt surfaces can also be obtained by mechanical means.
(2) Anodic oxidation: After surface pretreatment, under certain process conditions, anodic oxidation occurs on the surface of the substrate to form a layer of dense, porous, and strong adsorption Al2O3 film.
(3) Pore sealing: the film pores of the porous oxide film formed after anodic oxidation are sealed, so that the anti-pollution, corrosion resistance and wear resistance of the oxide film are enhanced. The oxide film is colorless and transparent. Using the strong adsorption of the oxide film before sealing, some metal salts are adsorbed and deposited in the film pores, which can make the surface of the profile appear many colors other than the original color (silver white), such as: black, bronze, Golden yellow and stainless steel color, etc. Application
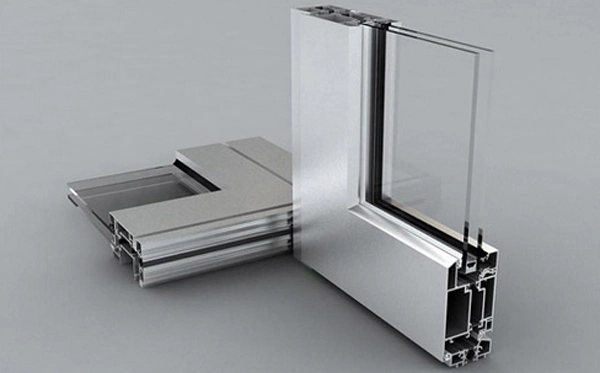
Aircraft, automobile, train;
Building wall, ceilings, roofing, furniture cabinet, lighting plate;
Shipping plate, solar reflective plate, Corner protector, insulation material;
Beverage bottle, cap, ring-pull, cosmetics shell and cover;
Aluminum tread/embossed plate, quenched and per-stretched plate;
PS base plate, CTP base plate, Signs, nameplate;
Electrical products shell, engineering machinery plate;
Aluminum reefer containers and special containers.
Factory View
Factory overview:Workshop overview:Certifications
ALUCOSUPER PVDF surface carry a guarantee up 20 years. In all the countries we supply. We are certificated with ISO and CE, SGS. Our manufacturing plant is certified with ISO9001 version.
FAQ
1.Can I get a sample?
Yes we offer free samples. Delivery cost is to be paid by clients. 2.How long can I get a quote ?
The quotation can be provided not longer than 24 hours on condition that we know all detailed requirements. 3.How about packing?
For coils: we have two packing way , eye to sky and eye to wall.
For sheet: use pallet packing.


 Complaint
Complaint