 Complaint
Complaint

| Item | Standard | Unit | P48 | P60 | P80 | P100 | P130 | P200 | P250 | |
| Density | ISO 845 | Kg/m3 | Average | 48 | 60 | 80 | 100 | 130 | 200 | 250 |
| Tolerance | 43-55 | -6,+9 | ±10 | ±10 | ±15 | ±20 | ±30 | |||
| Compression Strength | ASTM D1621 | MPa | Average | 0.60 | 0.9 | 1.4 | 2.0 | 3.0 | 4.8 | 6.2 |
| Minimum | (0.50) | (0.7) | (1.15) | (1.65) | (2.4) | (4.2) | (NA) | |||
| Compression Modulus | ASTM D 1621 | MPa | Average | 48 | 70 | 90 | 135 | 170 | 240 | 300 |
| Minimum | (35) | (60) | (80) | (115) | (145) | (200) | (NA) | |||
| Tensile Strength | ASTM D 1623 | MPa | Average | 0.95 | 1.8 | 2.5 | 3.5 | 4.8 | 7.1 | 9.2 |
| Minimum | (0.8) | (1.5) | (2.2) | (2.5) | (3.5) | (6.3) | (NA) | |||
| Tensile | ASTM D 1623 | MPa | Average | 35 | 75 | 95 | 130 | 175 | 250 | 320 |
| Modulus | Minimum | (28) | (57) | (85) | (105) | (135) | (210) | (NA) | ||
| Shear | ASTM C 273 | MPa | Average | 0.55 | 0.76 | 1.15 | 1.6 | 2.2 | 3.5 | 4.5 |
| Strength | Minimum | (0.50) | (0.63) | (0.95) | (1.4) | (1.9) | (3.2) | (NA) | ||
| Shear | ASTM C 273 | MPa | Average | 16 | 20 | 27 | 35 | 50 | 85 | 104 |
| Modulus | Minimum | (14) | (16) | (23) | (28) | (40) | (75) | (NA) | ||
| Shear Elongation | ASTM C 273 | % | Average Minimum | 10 (8) | 20 (10) | 30 (15) | 40 (25) | 40 (30) | 40 (30) | 40 (NA) |
| Width | mm | ±5 | 1270 | 1120 | 1010 | 940 | 840 | 740 | 700 | |
| Standard | ||||||||||
| Length | mm | ±5 | 2730 | 2350 | 2160 | 2040 | 1880 | 1600 | 1500 | |
| Size | ||||||||||
| Thickness | mm | ±0.5 | 5~80 | 5~70 | 3~65 | 3~60 | 3~50 | 3~40 | 3~40 | |
| Scheme | Type | Description | Molding Process |
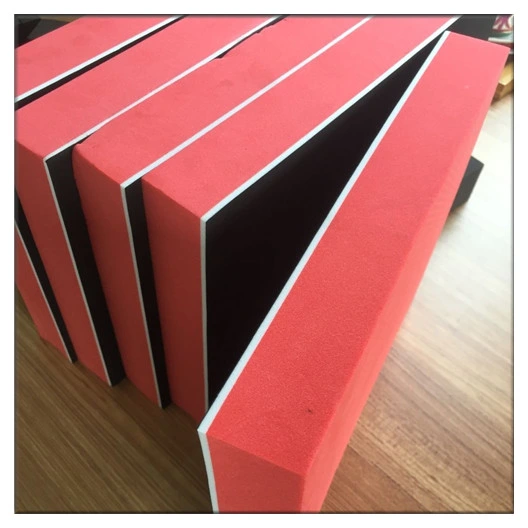
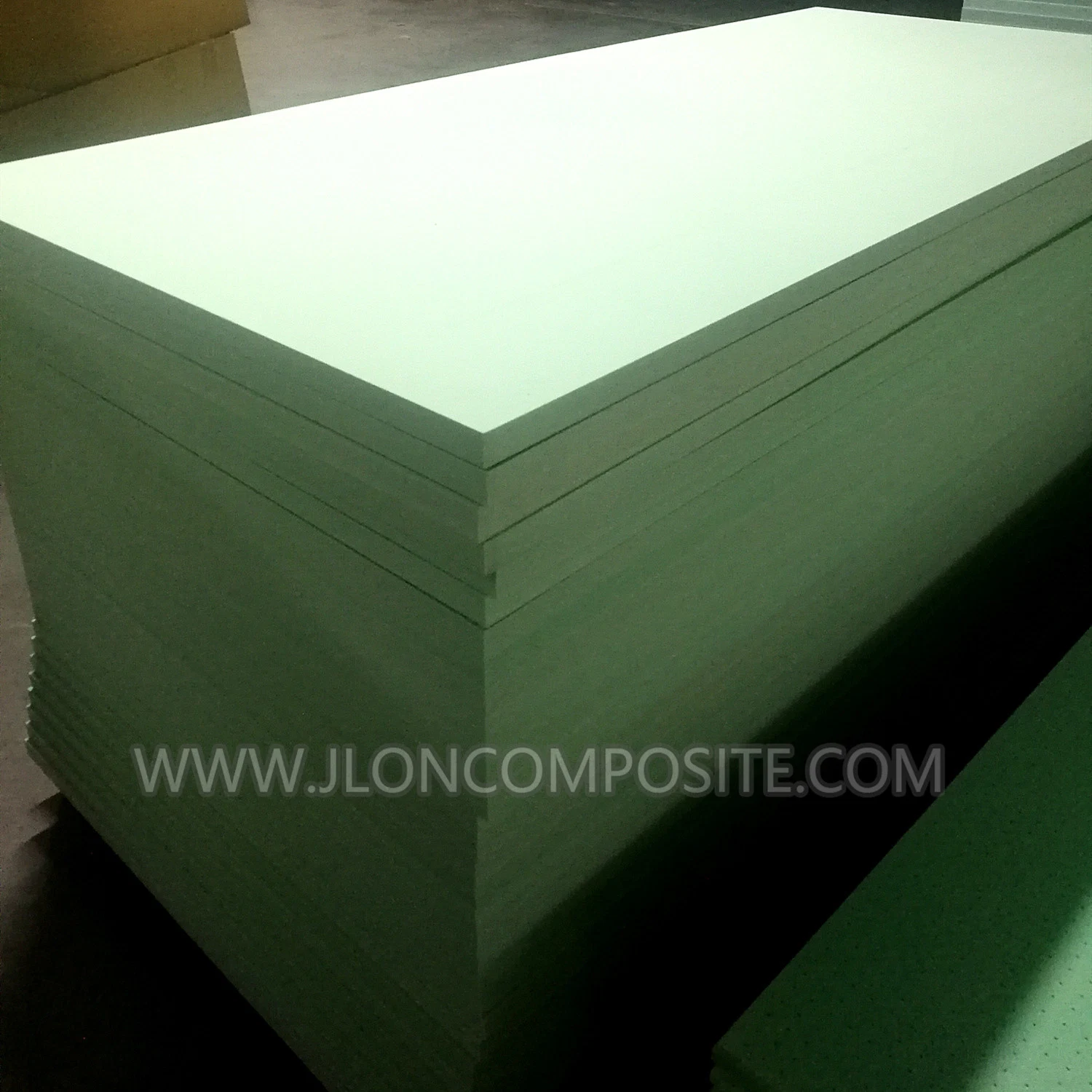
| Flat Plate | There is no other post- processing. If you want curved surface, you can get it upon treating the flat plate by thermoforming. | Suitable for hand lay-up, compression molding and other processes of the flat plate with sandwich structure. | |
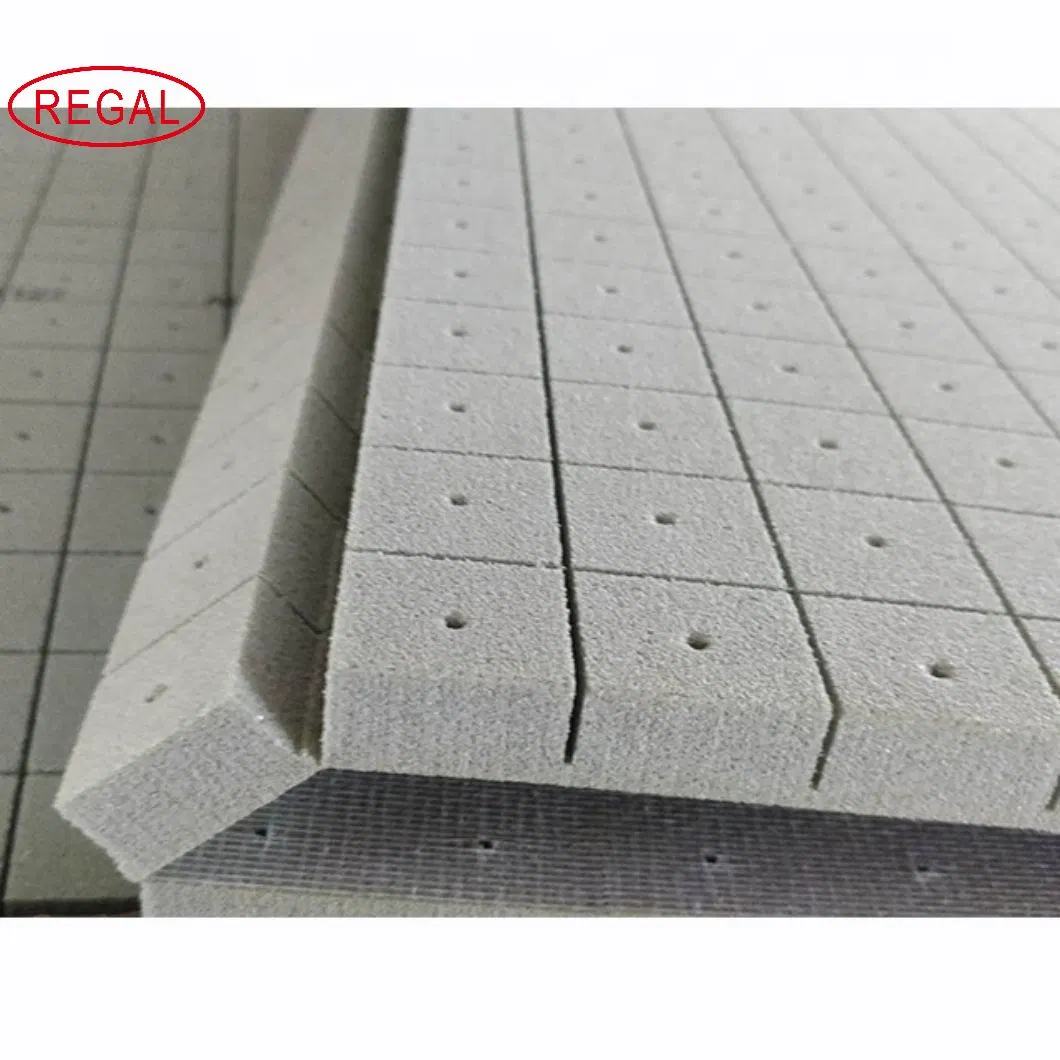
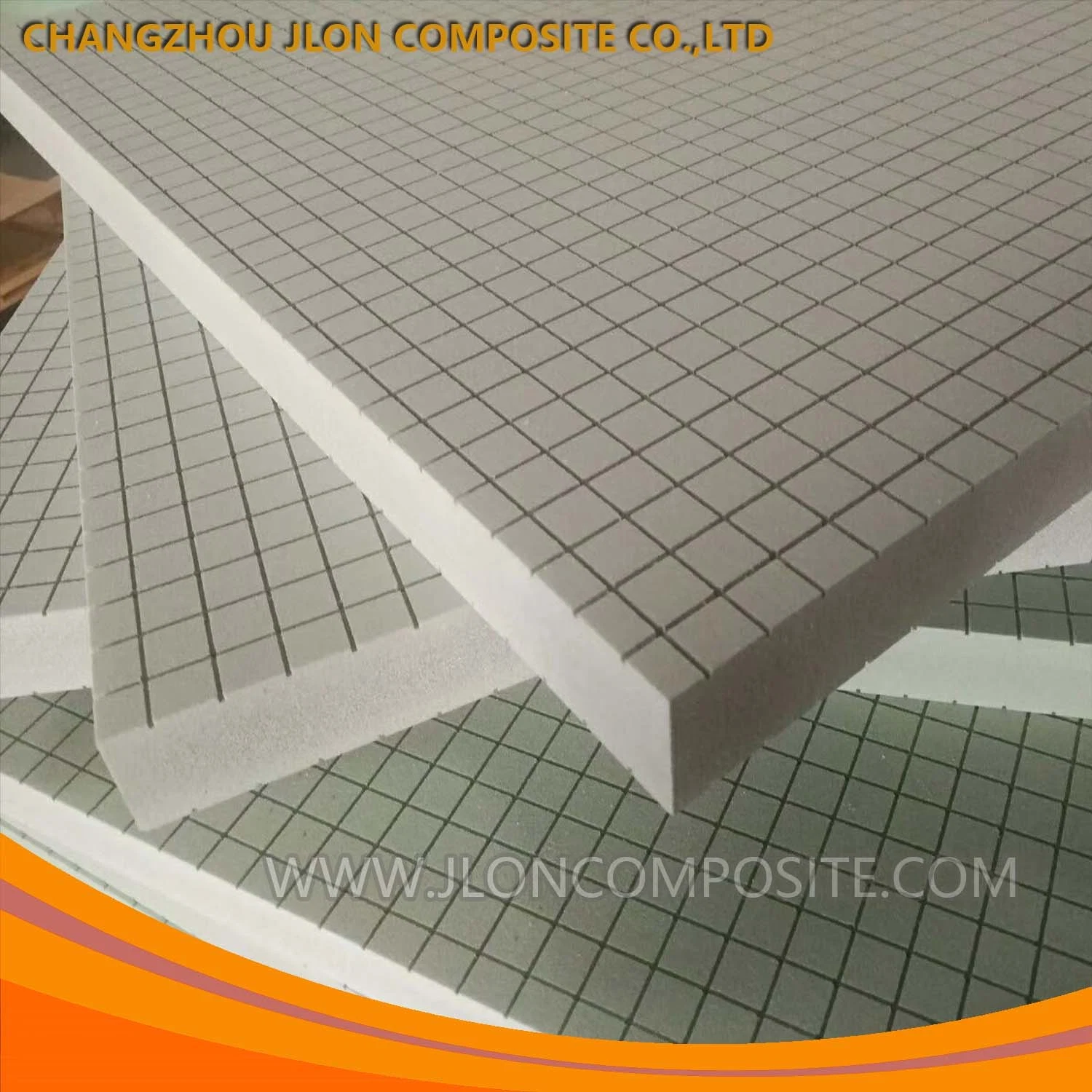
| Scrim Foam | Small squares are formed by cutting on one side of the flat plate in both directions of length and width with gluing fiberglass mesh on the other side. | Suitable for products with curved surfaces. | |
| Double Cuts | Cut both sides of the core material to the extent 55-60% of the thickness and the cutting positions are staggered. The amount of resin absorption is much less than that of scrim foam. | Suitable for the application with small curvature. | |
| | Perforated Plate | Perforate holes with diameter of about 2 mm on plates. You can adjust the diameter of holes according to the thickness and density of the core material. Trapped air formed in the process of lamination can be removed from the bottom of the core material by perforating holes. Also, the resins can flow from one side of the core material to the other side. | Suitable for hand lay-up, vacuum infusion, compression molding process to improve the adhesive strength. |
| Slotted Plate | Guide slots are set on the plate surface. Guide slots can be disposed in length or width direction on one side or both sides of the plate. The groove(s) can work as the flow path of resins and can remove the trapped air when using the resin vacuum infusion lamination process. | Suitable for vacuum infusion and compression molding process to produce products with large area. | |
| Slotted Perforated Plate | 20mm. On the basis of slotted plates, perforate holes with a diameter of 2 mm in the slots that the spacing between every two is 20 mm in the length or the width direction of the plate. | It has features of the two above core materials, suitable for vacuum infusion, compression molding and vacuum bagging process to produce large-scale products. |