| No | class | standard |
|
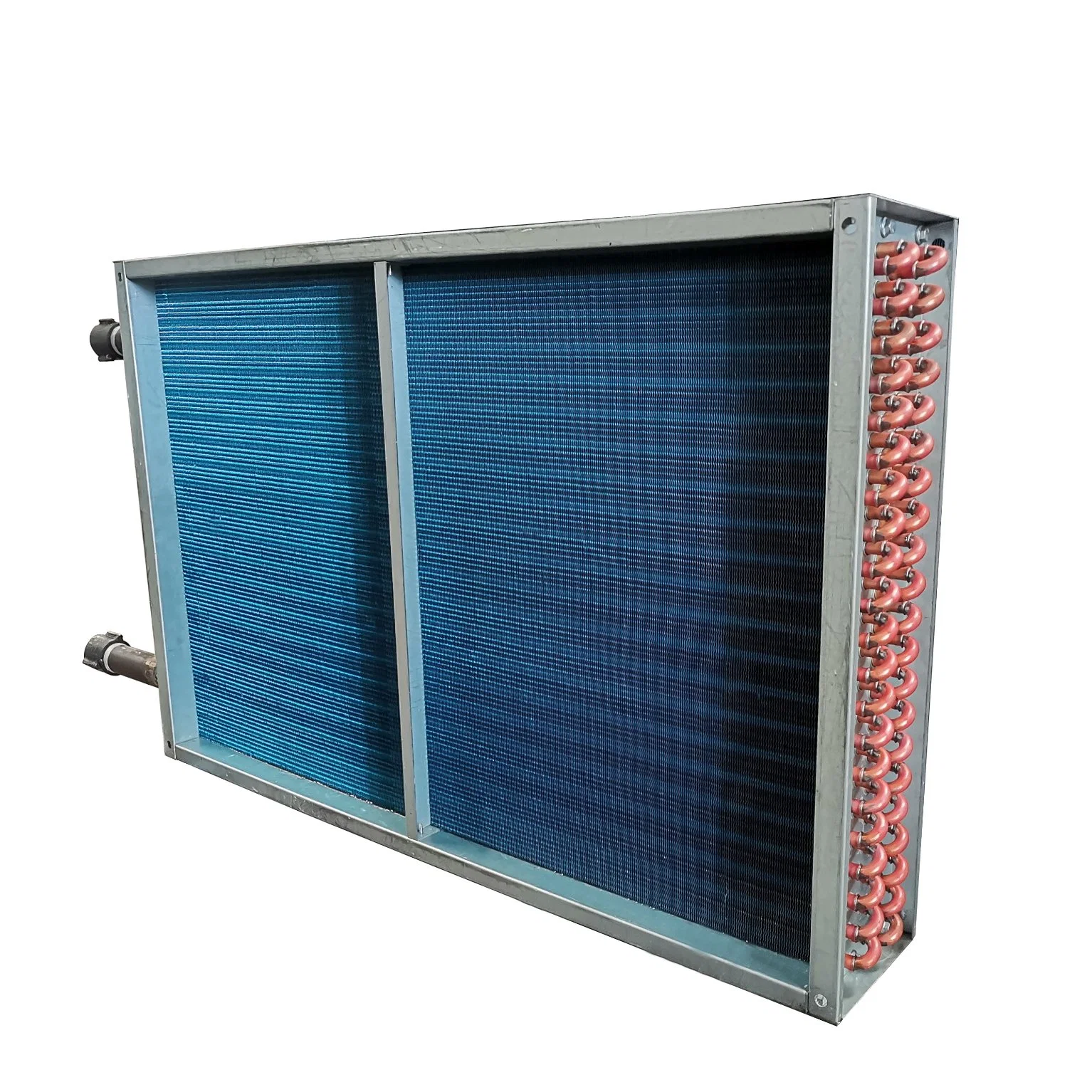
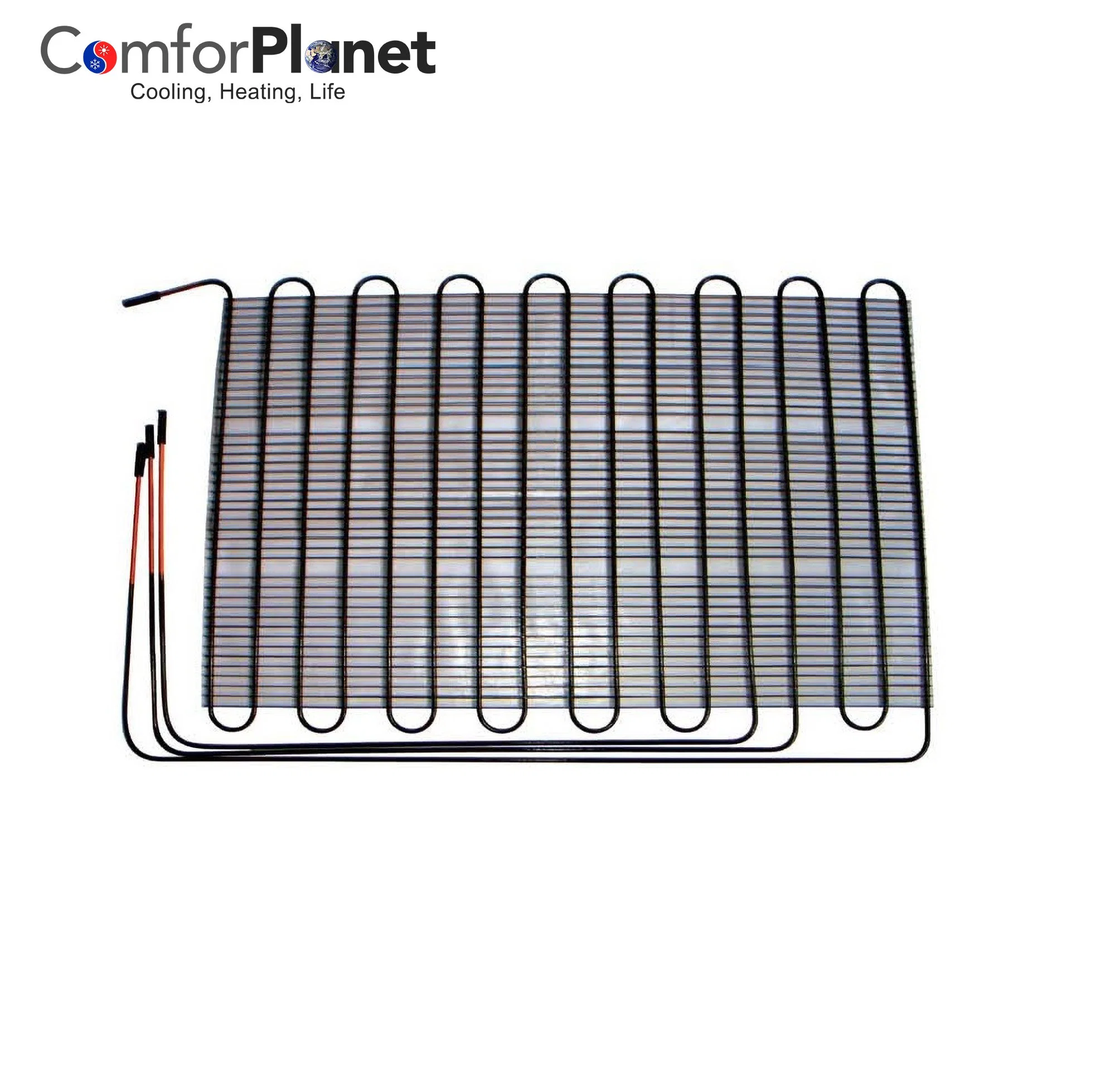
| 1,straight ,cutting, expending | C | 1.1φ4.76×0.71-0.1Bundy tube,hardness HV110~130;check |
| every coil with the pressure. |
| 1.2make tube round ,straight without distortion. |
| 1.3 The surface of tube is without obvious scratch ,hurt and the Cu- |
| coat is bright.No burrs; |
| 1.4 straighting tube acc. to spec.; |
| 1.5 expanding with wthanol which no water as for lubricant,lubricating oil forbidden; |
| 1.6expanding without crack distortion; and the end no deflection. |
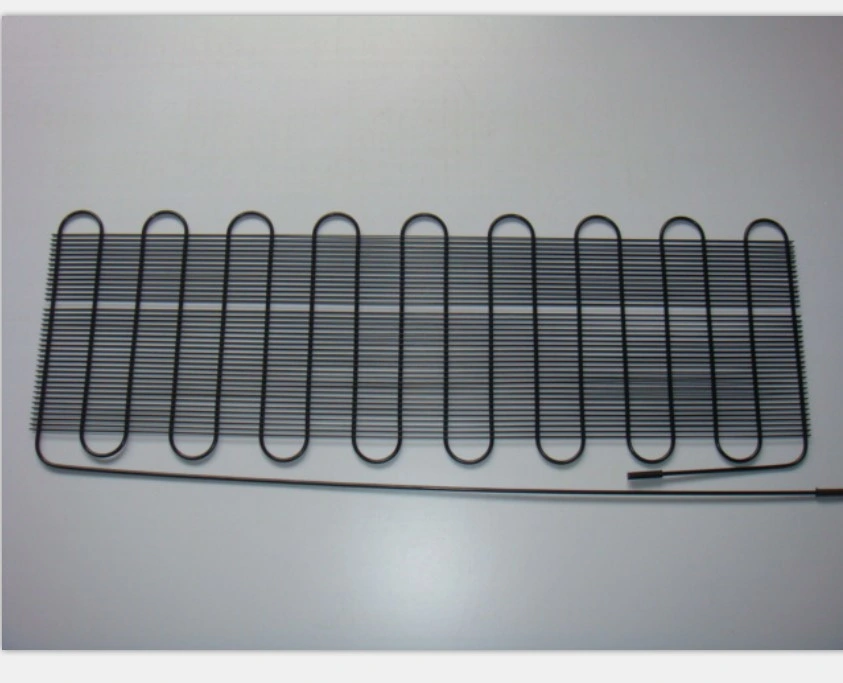
| 2,bending | C | 2.1 R accord with drawing,no distinct crinkle,imprint,etc. |
| The R position's min/max OD's ratio no less than 85% ; |
| 2.2 tube straight,space uniformity; |
| 2.3 The spec of bending acc with drawing. |
| 3,welding | B | 3.1 The Spec of wireφ1.57-0.25,length acc with drawing,end of wire |
| milling into the round ,no burrs . |
| 3.2 wire stright,surface clean,no rust,screw thread trace and |
| bend;wire bend test:180°bend 5 times ,no crack; |
| 3.3 the array of wires in order,no missing,mistake,superposing. |
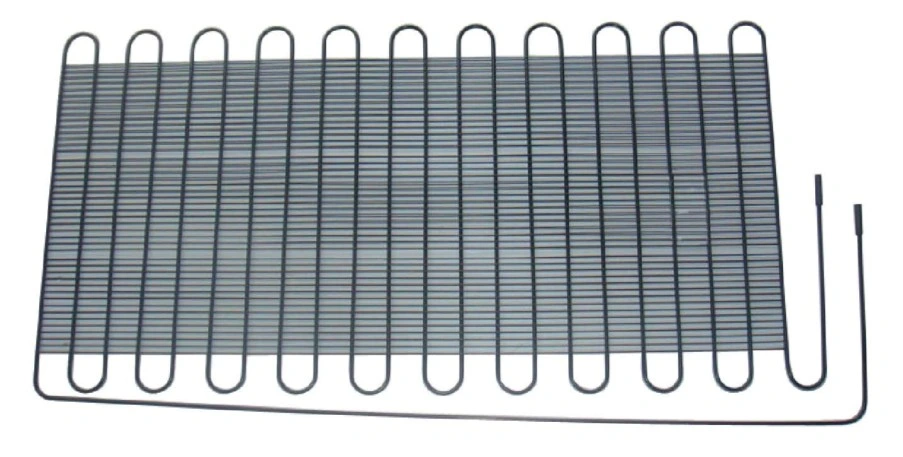
| 3.4 welding machine electode pressure's fluctuation is 0.4~0.9MPa,welding time1~13ms; |
| 3.5 wires and tubes' welding tightness , firm;no missing extra, |
| burn situations ; |
| 3.6 The extended length of two ends of wires tidiness consistent,no clear stave; |
| 3.7single piece level off,level off's level<1.5mm,space between tubes acc with drawing; |
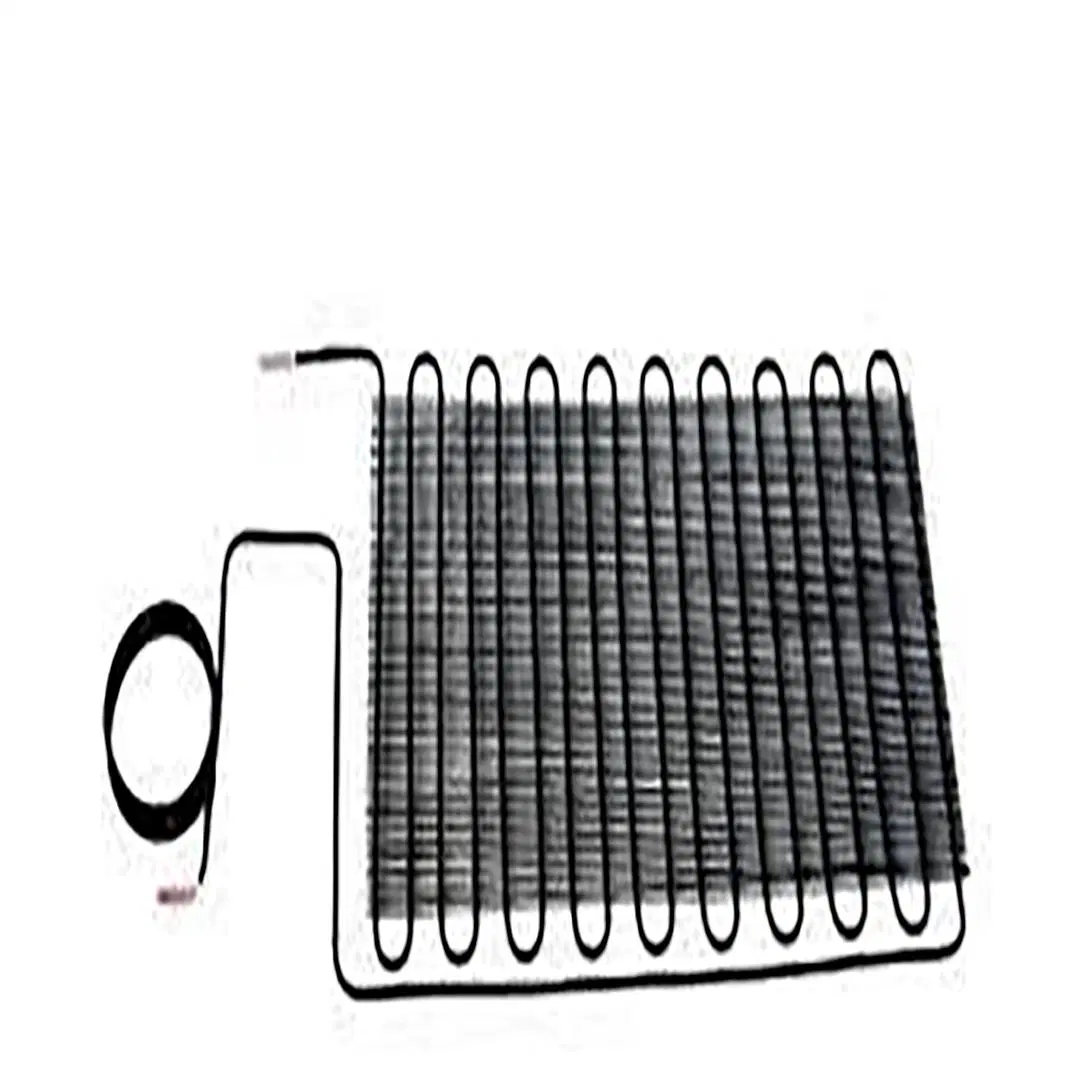
| 4,elbow and single copper welding | B | 4.1 Single piece's bend end need to bend into angle ,the R place no clean distrtion |
| ,crack,crimple; |
| 4.2 bend end and the round end's R acc with drawing; |
| 4.3 braze technics criterion:(collect conduit aire feed)oxygen pressure0.4~ |
| 1.5MPa,ethine pressure0.04~0.22MPa,use neutral flame; |
| 4.4 welding points shown 6~10mm strip and cake shape,surface smooth,no sunken, |
| solder burl , and burn the tube . Space between welding gap is 2+/- 0.5mm. |





 Complaint
Complaint