Description
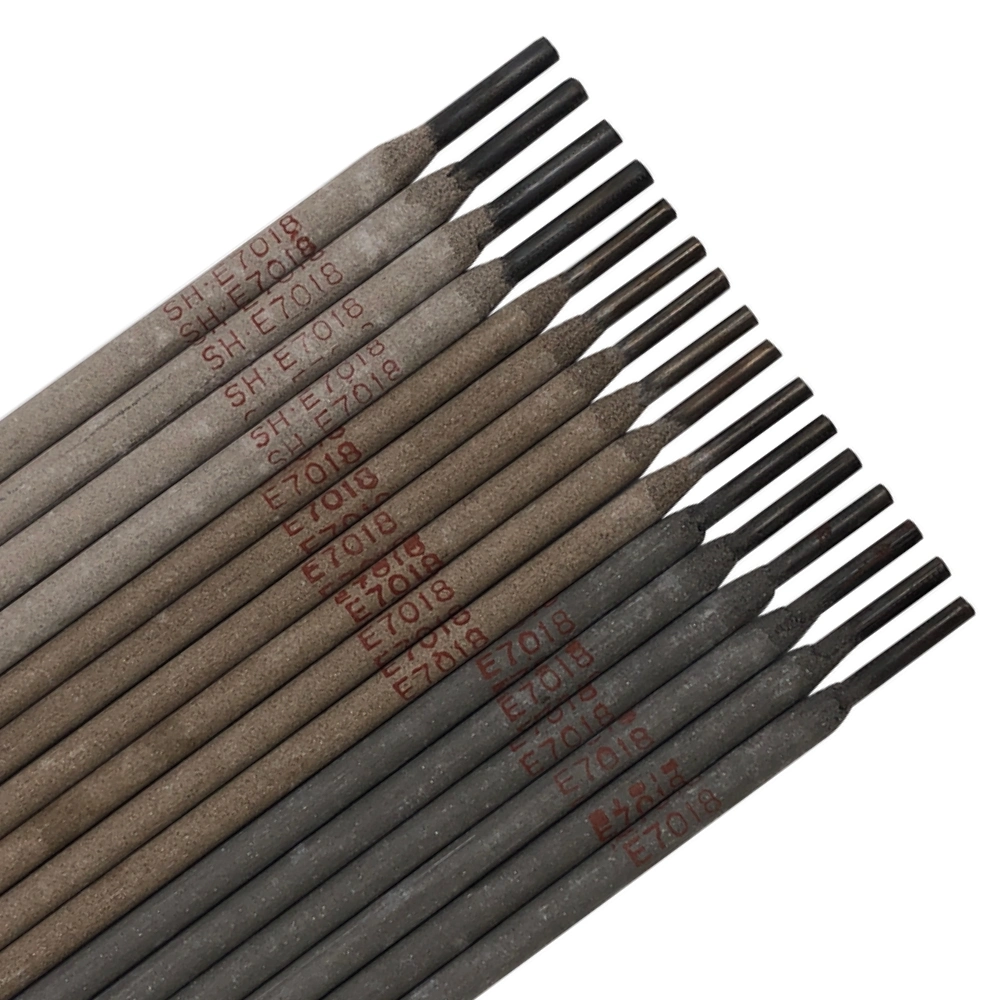
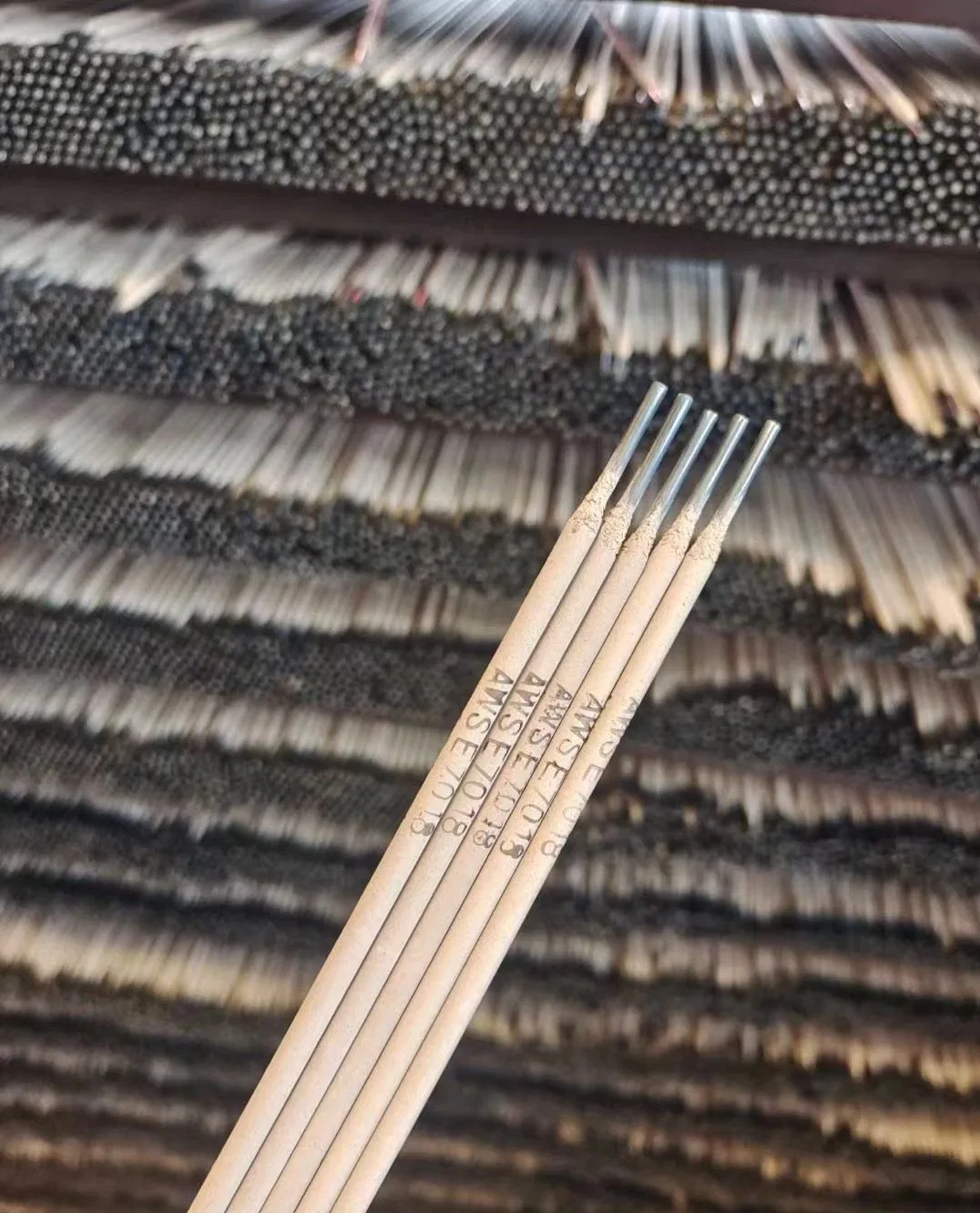
E7018 Welding Electrode Introduction:
E7018 welding electrode is an outstand quality all position welding electrode covered
with extra low hydrogen potassium type coating for welding high tensile steels and
low alloy steels. Its nominal welding efficiency is about 110% due to iron powder is
contained. The weld metal shows an excellent low temperature toughness and high
crack-resistance.
E7018 Welding Electrode:
Material: Mild carbon steel (H08A)
Available size: 2.5x300mm, 2.5x350mm, 3.2x350mm, 4.0x400mm, 5.0x400mm
Length Size: 250mm, 300mm, 350mm,400mm, 500mm
Color of coating: Grey, White, Light grey, Green.
Packaging & Delivery:
Packaging Details:
Size(MM)
Weight
Inner Packaging(MM)
Outer Packaging(MM)
2.5×300
2.5kg/box 8boxes/carton=20kg
310*80*60
320*170*120
2.5×350
5kg/box 4boxes/carton=20kg
360*80*60
360*170*120
3.2×350
5kg/box 4boxes/carton=20kg
360*80*60
360*170*120
4.0×400
5kg/box 4boxes/carton=20kg
410*80*60
420*170*120
5.0×400
5kg/box 4boxes/carton=20kg
410*80*60
420*170*120
Delivery Details: 15 days for one 20' container after receive the advance payment
E7018 welding rod Feature:
(1) Suitable to work in all positions with excellent welding technological properties
(2)Stable arc, less splash
(3)Shaped good appearance
(4) Easy for removal of slag layer
(5) Easy for striking arc and restriking arc.
Types of welding electrode/rod Following:
E6010 This electrode is used for all position welding using DCRP. It produces a deep
penetrating weld and works well on dirty, rusted, or painted metals
E6011 This electrode has the same characteristics of the E6010, but can be used with
AC and DC currents.
E6013 This electrode can be used with AC and DC currents. It produces a medium pen
etrating weld with a superior weld bead appearance.
E7018 This electrode is known as a low hydrogen electrode and can be used with AC or DC.
The coating on the electrode has a low moisture content that reduces the
introduction of hydrogen into the weld.
The electrode can produce welds of xray quality with medium penetration.
E7018 welding rod Application:
E7018 welding rod is widely important projects of ships, boilers, high press vessel,
bridges, skyscrapers, offshore drilling platforms, nuclear power stations etc. The
groove of base metal should be cleared away impurities and the electrode must be
baked at a temperature to 400 degree then be held 1-2 hours before welding, 2.5mm
one should be done by 350 degree then be held 1 hour.
Chemical Composition of Deposited Metal (%)
Chemical Composition
C
Mn
Si
S
P
Ni
Cr
Mo
V
Guarantee Value
--
≤1.60
≤0.75
≤0.035
≤0.040
≤0.30
≤0.20
≤0.30
≤0.08
General Result
0.077
1.07
0.54
0.005
0.014
0.011
0.028
0.007
0.016
Mechanical Properties of Deposited Metal
Test Item
Rm(N/mm2)
Rel(N/mm2)
A(%)
KV2(J)(-30°C)
Guarantee Value
≥490
≥400
≥22
≥27
General Result
550
455
32
156
Diffusible Hydrogen Content in Deposited Metal: ≤8.0ml/100g(Glycerin Hydrogen Test)
X-ray Radiographic Inspection: Degree
Reference Current (AC, DC+)
Electrode Diameter(mm)
φ2.5
φ3.2
φ4.0
φ5.0
Welding Current (A)
60~100
80~140
110~210
160~230
Welding Electrode E7018 Packing Details:
Size(MM)
Weight
Inner Packaging
(mm)
Outer Packaging (mm)
2.5×300
5kg/box 4boxes/carton=20kg
310*80*50
320*180*120
2.5×350
5kg/box 4boxes/carton=20kg
360*80*50
370*180*120
3.2×350
5kg/box 4boxes/carton=20kg
360*80*50
370*

 Complaint
Complaint