


 Complaint
Complaint

| NO | PRODUCT ITEM | DESCRIPTION | APPLICATION |
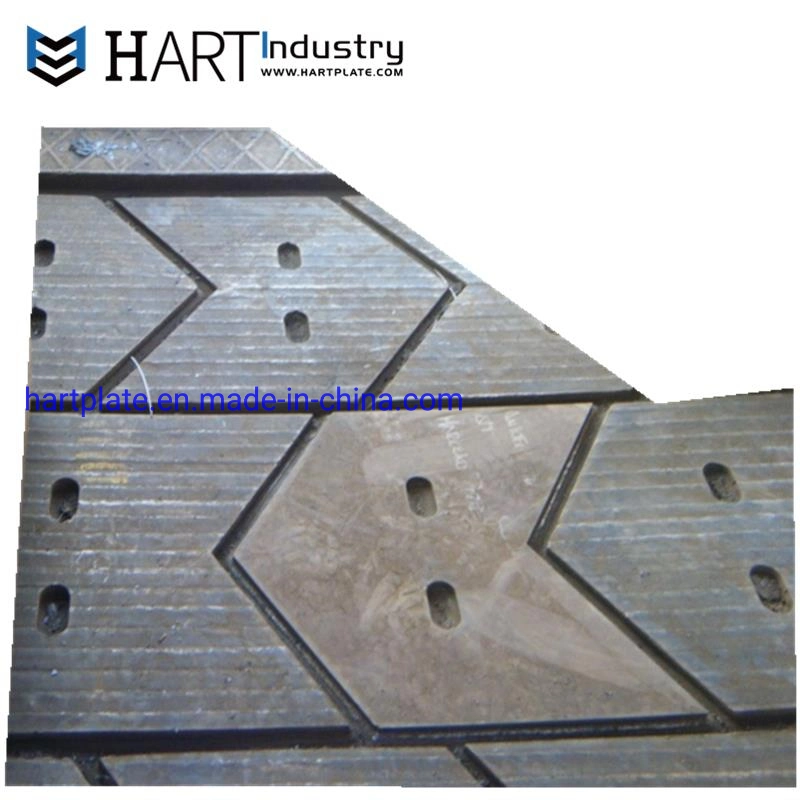
| 1 | HART-P-200 | Chromium Carbide Overlay Plate | Sliding Wear |
| 2 | HART-P-100 | Chromium Carbide Overlay Plate | Severe Sliding Wear |
| 3 | HART-P-80 | Complex Carbide Overlay Plate | Extreme Sliding Wear |
| Thick | C% | Cr% | Mn% | Si% | HRC | |
| 3 on 3 | 3~4 | 18~20 | 0.5~1 | 0.5~1 | 56~58 | |
| 3 on 4 | 3~4 | 18~20 | 0.5~1 | 0.5~1 | 56~58 | |
| 3 on 5 | 3~4 | 18~22 | 0.5~1 | 0.5~1 | 58~60 | |
| 3 on N | 3.5~4.5 | 20~25 | 0.5~1 | 0.5~1 | 58~62 | N>5 |
| 4 on N | 3.5~4.5 | 20~25 | 0.5~1 | 0.5~1 | 58~62 | |
| 5 on N | 4~6 | 23~25 | 0.5~1 | 0.5~1 | 58~62 | |
| 6 on N | 4~6 | 24~28 | 0.5~1 | 0.5~1 | 58~62 | |
| 7 on N | 4.5~6 | 24~28 | 0.5~1 | 0.5~1 | 58~62 | |
| 8 on N | 4.5~6 | 24~28 | 0.5~1.5 | 0.5~1 | 58~62 | |
| 9 on N | 5~6 | 26~30 | 0.5~1.5 | 0.5~1 | 60~64 | |
| 10 on N | 5~6 | 26~30 | 0.5~1.5 | 0.5~1 | 60~64 | |
| 11 on N | 5~6 | 26~30 | 0.5~1.5 | 0.5~1 | 60~64 | |
| 12 on N | 5~6 | 26~34 | 0.5~1.5 | 0.5~1 | 60~64 | |
| N on N | 5~6 | 26~34 | 0.5~2 | 0.5~1 | 60~64 | N>12 |
| INDUSTRY | APPLICATONS |
| Mining | Chutes, hoppers, liners for truck beds, dozer blades, shovel buckets, dragline buckets, excavators |
| Cement | Separator guide vanes, discharge cones for clinker storage bins, chutes for sintering ore conveying, outlet ducts for clinker grinding mills, receiving hoppers |
| Dredging | Dredging pipes and pumps, suction pipelines, pump discharges |
| Steel | Dredging pipes and pumps, suction pipelines, pump discharges |
| Power | Coal handling chutes, coal feeder liners, crusher screen plates, classifier cones, journal liners, silo bunkers |
| HARDBANDING ALLOY | ASTM G65 -- WEIGHT LOSS | HARDNESS (RC) |
| 10+10-8 | 0.162 g/6000 revs | 64.7 |
| 10+10-4 | 0.183 g/6000 revs | 63.7 |
| 10+10-2 | 0.149 g/6000 revs | 64.0 |
| SERVICE | DESCRIPTION |
| Cutting | 1. Can be cut by plasma, laser, water jet, arc gouge, and abrasive saw cutting; 2. Cannot be cut by oxy-fuel. |
| Welding | 1. Use 480 MPa (70 ksi) or 560 MPa (80 ksi) consumable to join base metal; 2. After welding, joint should be capped by overlay for wear protection. |
| Machining | 1. Not machinable by conventional methods; 2. Can be finished by grinding only; 3. Countersunk holes can be precisely produced by EDM (Electrical Discharge Machining). |
| Forming | 1. Commonly formed with overlay to the inside; 2. For pipes with diameters smaller than 0.6m (24"), hardfacing pipe recommended instead of pipes fabricated from hardfacing plate. |
| Drilling | 1. When drilling, the distance between two holes should be at least 15mm (5/8''); Otherwise, the partition may not be strong enough and can crack; 2. The minimum diameter of holes should be equal to the thickness of the plates. For thicker plates with a total thickness over 20mm (3/4''), the minimum diameter should be 1.5 times the thickness of the plate. |