Description
Two-station Fully Automatic Centrifugal Casting Machine
Technical Scheme
Brief Introduction
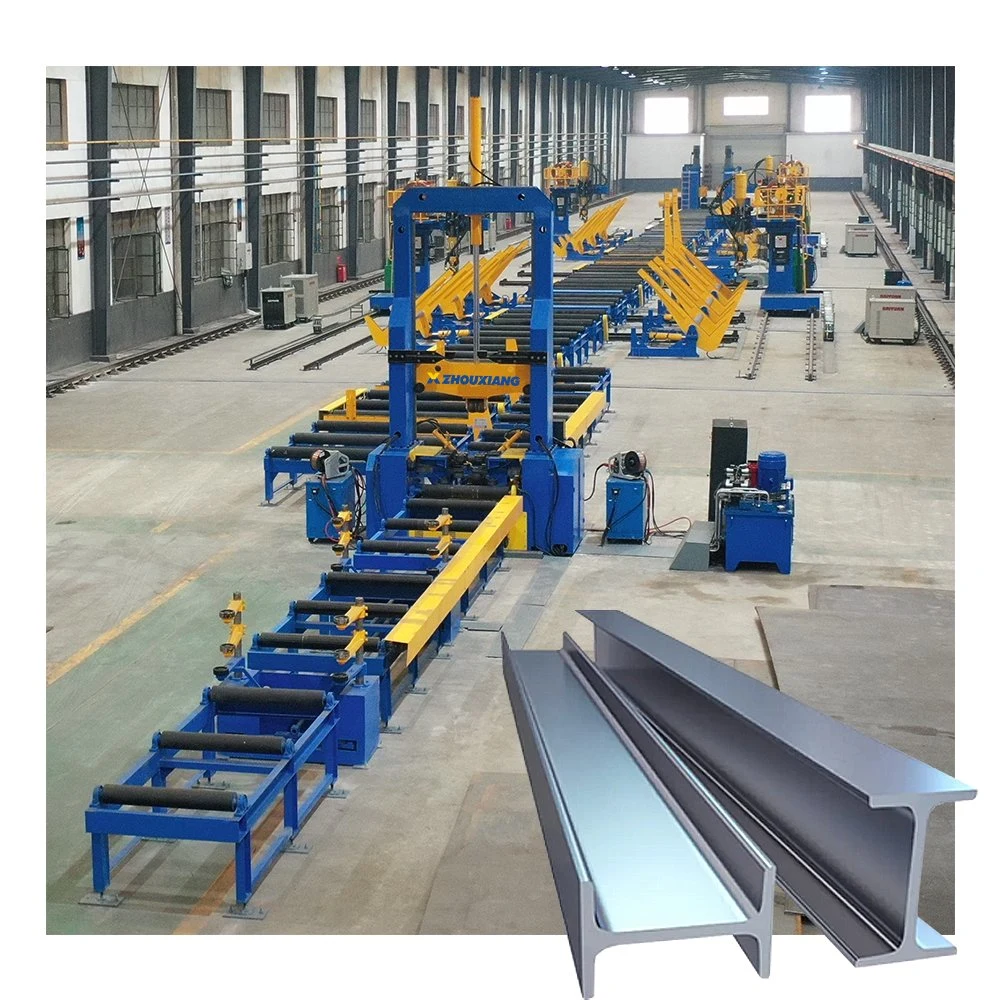
Double work position centrifugal cylinder casting machine is composed of two main engines, a set of mobile auxiliary machine working platform, a set of automatic pouring device, casting tubes conveying device, and electric control system, etc. The two main engines work coordinately with auxiliary machines, while the pouring system performing automatic pouring work to the two main engines on a time division basis.
The main engines is in horizontal supporting wheel structure, and its speed is frequency conversion regulating. The auxiliary machines are compactly arranged on one mobile platform. The mobile platform moving and spraying vehicle both adopt servo driving method. The whole machine has the characteristics of compact structure, smooth movement, and high degree of automation.
The control system adopts PLC control system to control the actions of main machines and auxiliary machines, and the speed regulating process of the supporting wheels of the main machines. The variable speed regulating system is composed of AC frequency conversion motor and AC frequency conversion speed regulator. By adopting imported AC frequency converter, the system has a characteristic of low speed and high torque, and being smooth in speed control and wide in the speed range. The touch screen can monitor the working condition of the centrifugal casting machine and display the pouring process parameters, as well as the fault alarm information of the machine. The control system has two working methods, manual and automatic methods.
Technical parameters
3. Automatic casting device
Automatic casting device, mounted at casting end of centrifugal casting machine, is composed of casting bag, automatic weighing device, tilting device, casting groove and mobile vehicle.
3.1 Transverse movements of casting vehicle are driven by AC servo motor, speed adjustable within the scope of 0-600mm/s. Stable and reliable position control system, precisely locating.
3.2 Crash bars, installed on both sides of the vehicle, can shut down casting vehicle immediately and alarm by touching them. Press alarm reset button to make the vehicle back to work.
3.3 Longitudinal movements of casting vehicle are driven by AC servo motor, speed adjustable within the scope of 0-300mm/s. Stable and reliable position control system, position adjustable separately.
3.4 Tilting of casting bag is driven by an AC frequency conversion motor. Tilting speed adjustable. Tilting position could be kept (duration adjustable) when it's in place and will return after liquid iron pour-out.
3.5 Casting vehicle is equipped with automatic weighing device (accuracy:100g, response time<0.2sec.). Weight of molten iron is displayed on screen.
3.6 Casting process: Weight of liquid iron in the casting bag is detected by automatic weighing device and displayed on screen. Filling stops after reaching setting weight. Casting vehicle moves transversely to axis of main engine; casting device move forward to cast position; casting bag tilts and pours liquid iron into pipe mould through casting groove; after casting complete, vehicle move backward and then transversely to position waiting for next centrifugal casting.
4. Mould cooling and temperature measurement devices for main engine
4.1 Every engine is fitted with separate cooling channel which could cool down mould, solenoid valve and manual flow control valve evenly.
4.2 Every main engine is equipped with three infrared thermometers measuring temperatures of head, middle and tail sections respectively. Protective devices are installed on the thermometer.
5. Electric control system
Electric control system is mainly composed of frequen

 Complaint
Complaint