
 Complaint
Complaint

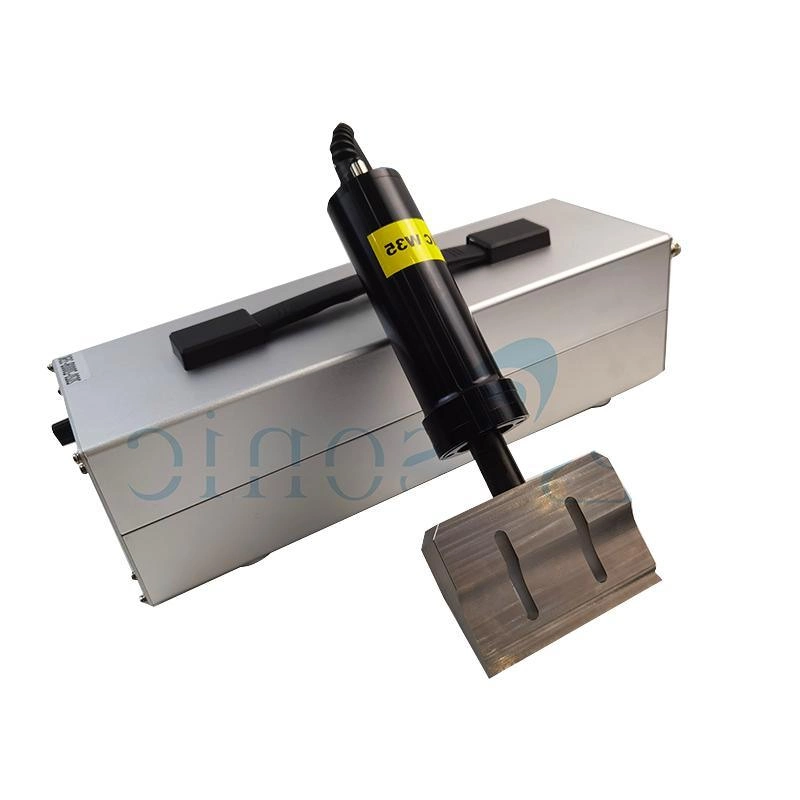
| Frequency | 35Khz/28khz |
| Output power | 800W |
| Voltage | 220-240VAC |
| Range of welding time | 0.05-10/sec |
| Environment temperature | 5-50ºC |
| Frequency tuning method | auto tuning |
| Automatic frequency adjustable range | ±2 |
| Moisture | ≤85%RH |
| Currents | 10A |
| Fault phenomenon | Reason | Resolvent | |
| 1 | Poor welding | 1) Poor contact between welding head and bottom mold on plastic workpiece 2) Improper fusion time 3) Improper air pressure 4) Improper output power | 1) Adjust the level of welding head and the position of bottom mold 2) Adjust welding time setting button 3) Adjust the pressure adjusting knob 4) Set the output adjustment at the appropriate band |
| 2 | Press the fusion button, and the welding head will drop immediately and rise when it touches the processed object without vibration | 1) Falling stroke not reaching fusion position 2) Poor limit opening and closing | 1) Turn the lifting hand wheel to make the welding position check the line alignment is at the welding position of the lifting cylinder. 2) Adjust its action position and change for repair |
3 | In operation Load light | 1) Loose welding head 2) Improper wave adjustment 3) Broken welding head | 1) Lock welding head 2) Readjust the sound wave 3) replacement |
| 4 | Press the welding button and the welding head will fall, but it will not rise after welding | 1) Insufficient air pressure 2) Poor control circuit | 1) Adjust air pressure 2) Time and space board replacement |
5 | The power indicator light is on, the fan of the vibration generator box turns weak, no vibration or welding turns weak | 1) Insufficient supply voltage 2) Short circuit fuse blown 3) Poor contact of power socket | 1) Change to a more stable power supply 2) Replace fuse 3) replacement |
6 | Air pressure, power supply and welding head are normal but cannot be operated | 1) Poor contact of emergency up button 2) Poor control circuit | 1) Check or replace 2) replacement |
| 7 | The impact of welding head rising or falling is too large | 1) Emergency fit 2) Buffer adjustment locked 3) Lowering speed set too high | 1) Readjust buffer 2) Check and adjust 3) Adjusting the lowering speed adjusting knob |
| 8 | Fusion fusion | 1) The opening sizes of plastic workpieces after over melting are different 2) The surface of plastic workpieces is damaged a lot | 1) Adjust the lowest micro survey screw 2) Replace the welding head with proper amplitude 3) Welding time is too long to be shortened |
| 9 | Turn on the main power switch and the fuse will be blown | Failure of generator body | Replacement |