Complaint
Complaint

| Product Name | Forged QT Boring Alloy Steel Bar For Oil Services |
| Specification | API 5CT/5CP/6A |
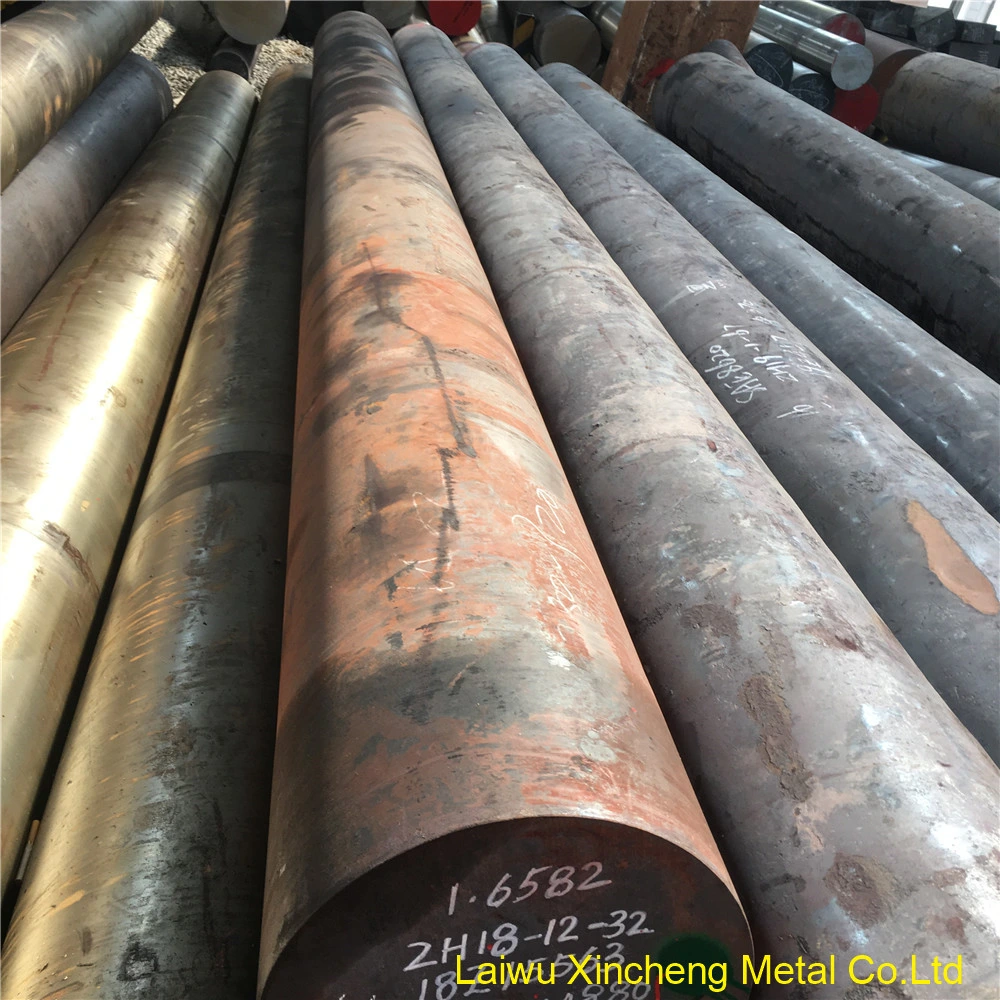
| Steel Grade | 4130, 4140, 4145, 4145H, 4330V, 4137, 4340 |
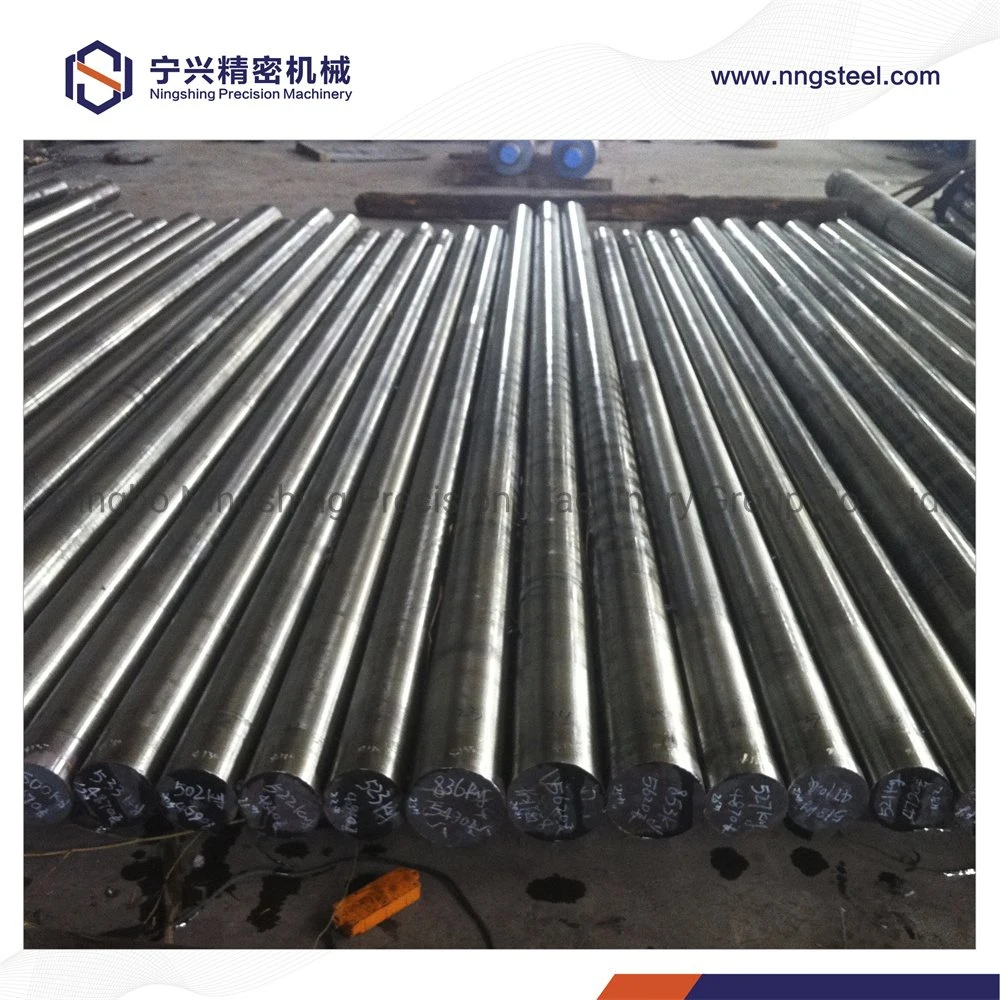
| Process | Hot Forged+QT+Boring |
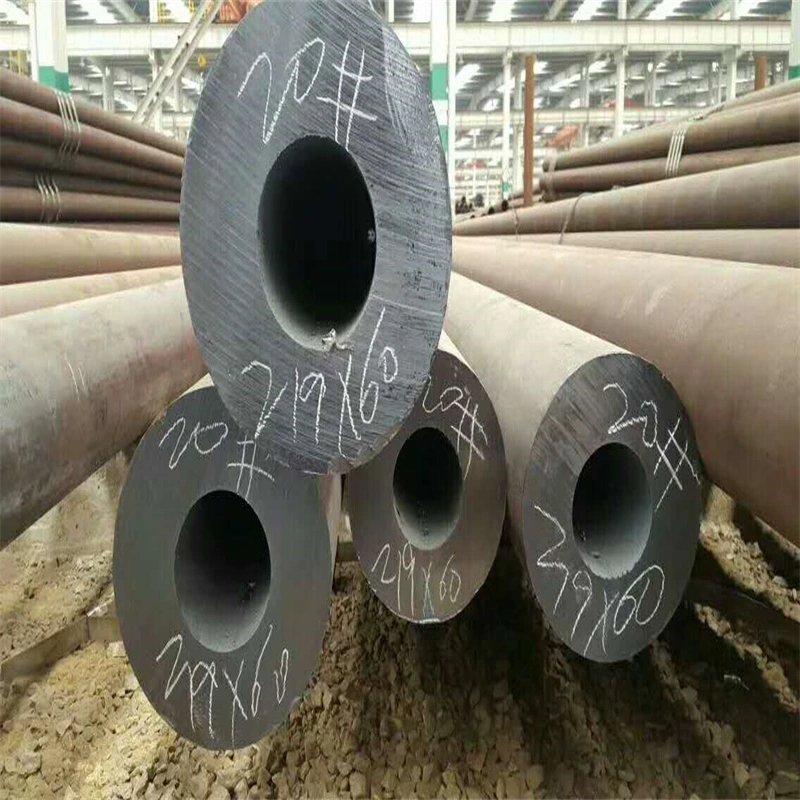
| Forged Bar Diameter | 8-500mm |
| Boring Hole Diameter | 10-250mm |
| Length | Max14 meters |
| Inspection | Size, Chemical, Mechanical, UT, Drift Test, Low/High Temp. Impact |
| Certificate | MTC, CO/FE/FA, BV/SGS |
| MOQ | 1-5 tons |
| Delivery Time | 10-30 days |
| Trade Item | FOB CIF CFR PPU PPD |
| Packaging | Loose/Bundle/Wooden Pallet/Wooden Box/Plastic Cloth Wraps /Plastic End Caps/Beveled Protector |
| Grade | C | Mn max | Si max | Cr | Mo | Ni | P max | S max | V |
| 4330V | 0.2-0.30 | 1.0 | 0.80 | 0.40-0.60 | 0.30-0.50 | 1-1.5 | 0.025 | 0.010 | 0.05-0.10 |
| Yield strength Rp0.2, MPa | Tensile strength Rm, MPa | Elongation [%] | Hardness [HBW] | Impact, Charpy-V, -20ºC [J] |
| 1034 | 1138 | 15 | 341-388 | 32 |