


 Complaint
Complaint

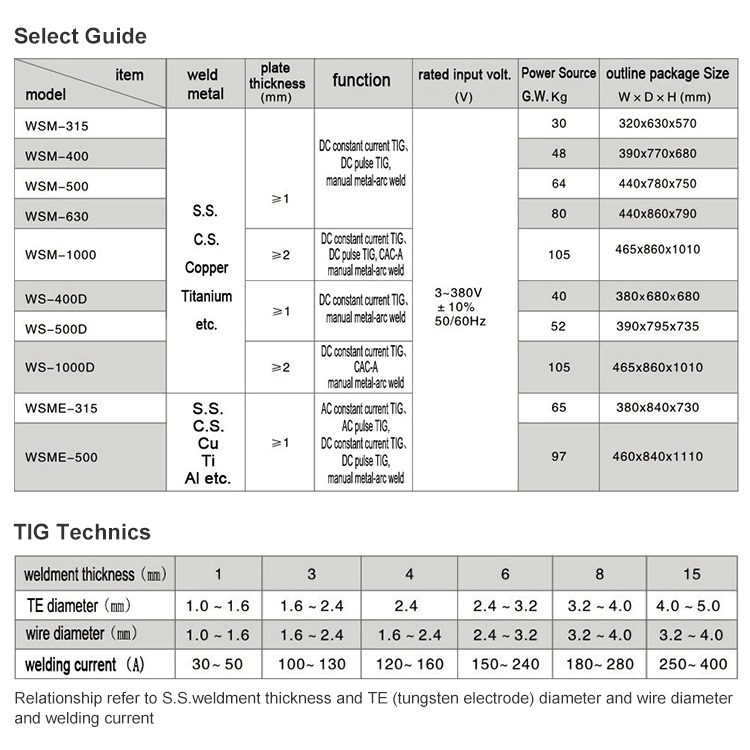
| Model | Weld metal | Plate thickness (mm) | Function | Rated input volt (V) | Power source G.W (kg) | Outline package size (mm) |
| WSM-315 | S.S.C.S. Copper Titanium etc | ≥1 | DC constant current TIG, DC pulse TIG, manual metal-arc weld | 3~380V ±10% 50/60HZ | 30 | 320*630*570 |
| WSM-400 | 48 | 390*770*680 | ||||
| WSM-500 | 64 | 440*780*750 | ||||
| WSM-630 | 80 | 440*860*790 | ||||
| WSM-1000 | ≥2 | DC constant current TIG, DC pulse TIG, CAC-A manual metal-arc weld | 105 | 465*860*1010 | ||
| WS-400D | ≥1 | DC constant current TIG, manual metal-arc weld | 40 | 380*680*680 | ||
| WS-500D | 52 | 390*795*735 | ||||
| WS-1000D | ≥2 | DC constant current TIG, CAC-A, manual metal-arc weld | 105 | 465*860*1010 | ||
| WSME-315 | S.S.C.S. Cu Ti Al etc | ≥1 | AC constant current TIG, AC pulse TIG, DC constant current TIG, DC pulse TIG, manual metal-arc weld | 65 | 380*840*730 | |
| WSME-500 | 97 | 460*840*1110 |
| Weldment thickness (mm) | 1 | 3 | 4 | 6 | 8 | 15 |
| TE diameter (mm) | 1.0~1.6 | 1.6~2.4 | 2.4 | 2.4~3.2 | 3.2~4.0 | 4.0~5.0 |
| Wire diameter (mm) | 1.0~1.6 | 1.6~2.4 | 1.6~2.4 | 2.4~3.2 | 3.2~4.0 | 3.2~4.0 |
| Welding current (A) | 30~50 | 100~130 | 120~160 | 150~240 | 180~280 | 250~400 |
WSM-315/WSM-400/WSM-500/WSM-630/WSM-1000
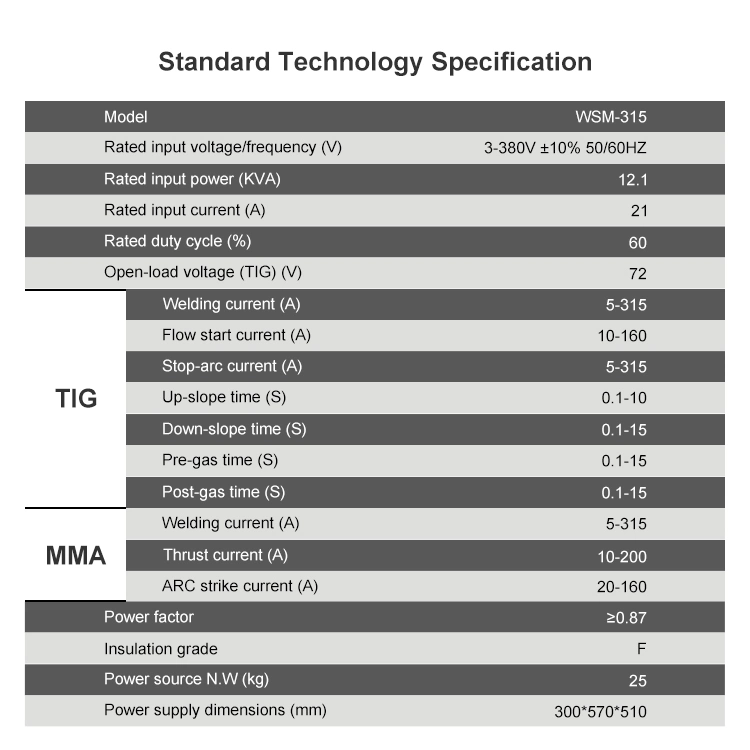
| Model | WSM-315 | |
| Rated input voltage/frequency (V) | 3-380V ±10% 50/60HZ | |
| Rated input Power (KVA) | 12.1 | |
| Rated input current (A) | 21 | |
| Rated duty cycle (%) | 60 | |
| Open-load voltage (TIG) (V) | 72 | |
| TIG | Welding current (A) | 5-315 |
| Flow start current (A) | 10-160 | |
| Stop-arc current (A) | 5-315 | |
| Up-slope time (S) | 0.1-10 | |
| Down-slope time (S) | 0.1-15 | |
| Pre-gas time (S) | 0.1-15 | |
| Post-gas time (S) | 0.1-15 | |
| MMA | Welding current (A) | 5-315 |
| Thrust current (A) | 10-200 | |
| ARC strike current (A) | 20-160 | |
| Power factor | ≥0.87 | |
| Insulation grade | F | |
| Power source N.W (kg) | 25 | |
| Power supply dimensions (mm) | 300*570*510 | |
| Model | WSM-400 | |
| Rated input voltage/frequency (V) | 3-380V ±10% 50/60HZ | |
| Rated input Power (KVA) | 17 | |
| Rated input current (A) | 28 | |
| Rated duty cycle (%) | 60 | |
| Open-load voltage (TIG) (V) | 72 | |
| TIG | Welding current (A) | 5-400 |
| Flow start current (A) | 10-160 | |
| Stop-arc current (A) | 5-400 | |
| Up-slope time (S) | 0.1-10 | |
| Down-slope time (S) | 0.1-15 | |
| Pre-gas time (S) | 0.1-15 | |
| Post-gas time (S) | 0.1-15 | |
| MMA | Welding current (A) | 5-400 |
| Thrust current (A) | 10-200 | |
| ARC strike current (A) | 20-160 | |
| Power factor | ≥0.87 | |
| Insulation grade | F | |
| Power source N.W (kg) | 41 | |
| Power supply dimensions (mm) | 350*660*650 | |
| Model | WSM-500 | |
| Rated input voltage/frequency (V) | 3-380V ±10% 50/60HZ | |
| Rated input Power (KVA) | 25 | |
| Rated input current (A) | 38 | |
| Rated duty cycle (%) | 60 | |
| Open-load voltage (TIG) (V) | 79 | |
| TIG | Welding current (A) | 7-500 |
| Flow start current (A) | 10-160 | |
| Stop-arc current (A) | 5-500 | |
| Up-slope time (S) | 0.1-10 | |
| Down-slope time (S) | 0.1-15 | |
| Pre-gas time (S) | 0.1-15 | |
| Post-gas time (S) | 0.1-15 | |
| MMA | Welding current (A) | 7-500 |
| Thrust current (A) | 10-200 | |
| ARC strike current (A) | 20-160 | |
| Power factor | ≥0.87 | |
| Insulation grade | F | |
| Power source N.W (kg) | 54 | |
| Power supply dimensions (mm) | 390*740*700 | |
| Model | WSM-630 | |
| Rated input voltage/frequency (V) | 3-380V ±10% 50/60HZ | |
| Rated input Power (KVA) | 35.8 | |
| Rated input current (A) | 54 | |
| Rated duty cycle (%) | 60 | |
| Open-load voltage (TIG) (V) | 79 | |
| TIG | Welding current (A) | 10-630 |
| Flow start current (A) | 10-160 | |
| Stop-arc current (A) | 10-630 | |
| Up-slope time (S) | 0.1-10 | |
| Down-slope time (S) | 0.1-15 | |
| Pre-gas time (S) | 0.1-15 | |
| Post-gas time (S) | 0.1-15 | |
| MMA | Welding current (A) | 10-630 |
| Thrust current (A) | 10-200 | |
| ARC strike current (A) | 20-160 | |
| Power factor | ≥0.87 | |
| Insulation grade | F | |
| Power source N.W (kg) | 69 | |
| Power supply dimensions (mm) | 400*810*730 | |
| Model | WSM-1000 | |
| Rated input voltage/frequency (V) | 3-380V ±10% 50/60HZ | |
| Rated input Power (KVA) | 55 | |
| Rated input current (A) | 88 | |
| Rated duty cycle (%) | 60 | |
| Open-load voltage (TIG) (V) | 80 | |
| TIG | Welding current (A) | 60-1000 |
| Flow start current (A) | 60-200 | |
| Stop-arc current (A) | 60-1000 | |
| Up-slope time (S) | 0.1-10 | |
| Down-slope time (S) | 0.1-15 | |
| Pre-gas time (S) | 0.1-15 | |
| Post-gas time (S) | 0.1-15 | |
| MMA | Welding current (A) | 60-1000 |
| Thrust current (A) | 60-200 | |
| ARC strike current (A) | 60-200 | |
| Power factor | ≥0.87 | |
| Insulation grade | F | |
| Power source N.W (kg) | 75 | |
| Power supply dimensions (mm) | 400*800*880 | |
WS/WSM/WSME series TIG welder is the Twelfth National Engineering Construction System of occupation skill competition specified machine, advanced insulated gate bipolar transistor IGBT and a fast recovery diode rectifier module high power switching devices used, so that the inverter frequency up to 20KHz. which replaced the traditional heavy industrial frequency transformer welder in intermediate frequency transformer cabinet, so that the machine has the advantages of high efficiency, low loss, stable current, energy saving, material saving and reliable.
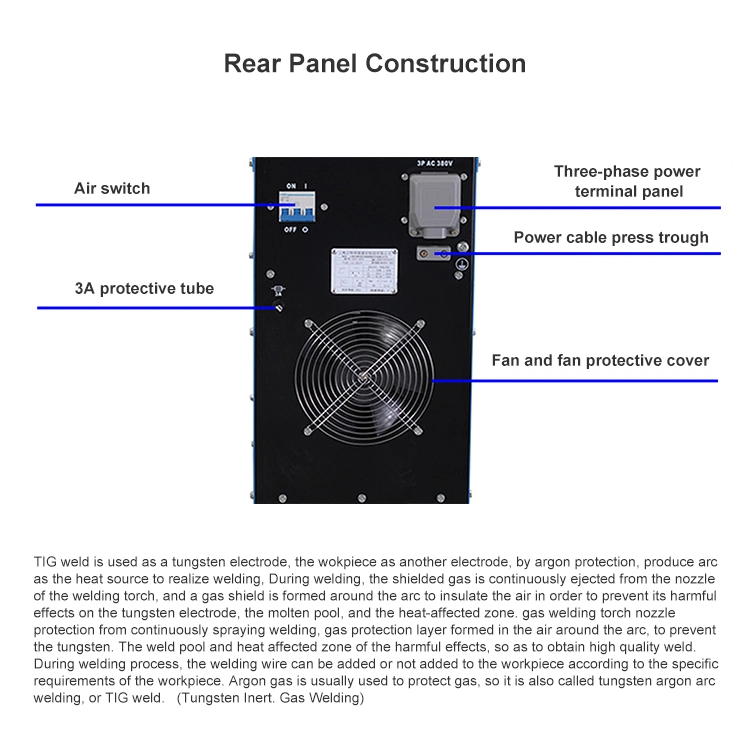
TIG weld is used as a tungsten electrode, the wok-piece as another electrode, by argon protection, produce arc as the heat source to realize welding, During welding, the shielded gas is continuously ejected from the nozzle of the welding torch, and a gas shield is formed around the arc to insulate the air in order to prevent its harmful effects on the tungsten electrode, the molten pool, and the heat-affected zone. gas welding torch nozzle protection from continuously spraying welding, gas protection layer formed in the air around the arc, to prevent the tungsten. The weld pool and heat affected zone of the harmful effects, so as to obtain high quality weld. During welding process, the welding wire can be added or not added to the work-piece according to the specific requirements of the work-piece. Argon gas is usually used to protect gas, so it is also called tungsten argon arc welding, or TIG weld. (Tungsten Inert. Gas Welding)
1. Industrial welding machine, suitable for long time, heavy load use
2. Microcomputer control technology, digital display meter head
3. Accurate preset parameters: current slow rise/drop, advance gas supply, lag gas stop time, etc
4. Pulse frequency, duty cycle, peak value, base value can arbitrarily adjustment
5. Welding control mode includes short weld, long weld and spot weld etc
6. WSM-315C Standard Configuration: 5m QQ-315-C air cool TIG torch 1set, 2m grounding line 1set
Trade Terms | FOB / CFR |
MOQ | 3UNITS (USD200.00 extrally charged for LCL shipment to cover the inland freight + custom declaration fee) |
Port | QINGDAO |
Shipment | BY SEA /AIR |
Payment Terms | T/T |
Payment condition | 30% prepayment,balanced before shipment. |
Supply Capability | 1000units/month |
Sample Availability | Yes ,But all freight(Inland freight +seafreight) covered by buyer |
Sample Time | 5-10days(depends on whether have in stock) |
Lead Time | 25-30days(Rush season 5-10days longer) |
Packing | Metal frame&Carton |
Delivery time | 30-45days shipping time (depends on destination position) |
Service | 1% free parts;1year warranty after port of destination |
1.What's your advantage?
A: Honest business with competitive price and professional service on export process.
2. How I believe you?
A : We consider honest as the life of our company, we can tell you the contact information of our some other clients for you to check our credit. Besides, there is trade assurance from Alibaba, your order and money will be well guaranteed.
3.Can you give warranty of your products?
A: Yes, we extend a 100% satisfaction guarantee on all items. Please feel free to feedback immediately if you are not pleased with our quality or service.
4.Where are you? Can I visit you?
A: Sure,welcome to you visit our factory at any time.
5.How about the delivery time?
A: Within 15-35 days after we confirm you requirement.
6.what kind of payment does your company support?
A: T/T, 100% L/C at sight, Cash, Western Union are all accepted if you have other payment,please contact me














