Complaint
Complaint

| Model | Tube O.D (mm) | Thickness (mm) | Square&Rectangle (mm) | Thickness (mm) | Speed (m/min) |
| HG16 | φ6~16 | 0.2~0.8 | 30~120 | ||
| HG20 | φ7~20 | 0.2~1.0 | 30~120 | ||
| HG25 | φ9~25.4 | 0.25~1.2 | 30~120 | ||
| HG32 | φ10~32 | 0.25~1.5 | 8X8~25X25 | 0.25~1.2 | 30~120 |
| HG32 | 0.3~2.0 | 10X6~30X20 | 0.3~1.5 | 30~100 | |
| HG40 | φ12.7~40 | 0.3~1.8 | 10X10~30X30 20X10~40X20 | 0.3~1.5 | 30~110 |
| HG40 | 0.4~2.0 | 0.4~1.5 | 30~100 | ||
| HG50 | φ16~50.8 | 0.4~1.5 | 12.7X12.7~40X40 20X10~50X25 | 0.4~1.2 | 30~110 |
| HG50 | 0.5~2.0 | 0.5~1.5 | 30~90 | ||
| HG50 | 0.6~2.5 | 0.6~2.0 | 30~80 | ||
| HG63 | φ19.05~63.5 | 0.6~2.0 | 15X15~50X50 20X10~60X30 | 0.6~1.5 | 30~90 |
| HG63 | 0.7~3.0 | 0.7~2.5 | 30~80 | ||
| HG63 | 0.8~4.0 | 0.8~3.0 | 20~70 | ||
| HG76 | φ25.4~76.2 | 0.8~2.5 | 20X20~60X60 30X15~80X40 | 0.8~2.0 | 30~90 |
| HG76 | 0.8~3.5 | 0.8~3.0 | 30~80 | ||
| HG76 | 0.8~4.0 | 0.8~3.5 | 20~70 | ||
| HG95 | φ30~90 | 0.8~3.0 | 25X25~70X70 30X20~80X40 | 0.8~2.5 | 30~90 |
| HG95 | 0.8~3.5 | 0.8~3.0 | 30~80 | ||
| HG95 | 0.8~4.0 | 0.8~3.5 | 20~70 | ||
| HG102 | φ31.8~101.6 | 1.0~3.0 | 25X25~80X80 30X20~100X50 | 1.0~2.5 | 30~90 |
| HG102 | 1.0~3.75 | 1.0~3.0 | 30~80 | ||
| HG102 | 1.0~4.25 | 1.0~3.5 | 20~70 | ||
| HG114 | φ35~114.3 | 1.0~3.0 | 30X30~90X90 40X20~120X60 | 1.0~2.5 | 30~80 |
| HG114 | 1.2~4.25 | 1.2~4.0 | 20~70 | ||
| HG127 | φ40~127 | 1.2~3.5 | 30X30~100X100 40X20~120X80 | 1.2~3.0 | 20~70 |
| HG127 | 1.5~5.0 | 1.5~4.5 | 15~60 | ||
| HG140 | φ50~141.3 | 1.2~4.0 | 40X40~110X100 50X30~150X70 | 1.2~3.5 | 15~60 |
| HG140 | 1.5~5.5 | 1.5~5.0 | 15~60 | ||
| HG168 | φ60~168.3 | 1.5~5.0 | 50X50~130X130 60X40~160X80 | 1.5~4.5 | 15~50 |
| HG168 | 2.0~6.0 | 2.0~5.5 | 15~50 | ||
| HG168 | φ76.2~168.3 | 2.5~8.0 | 60X60~130X130 80X40~160X80 | 2.5~7.0 | 10~40 |
| HG219 | φ89~219.1 | 2.0~6.0 | 70X70~160X160 100X50~200X100 | 2.0~5.5 | 10~40 |
| HG219 | 3.0~8.0 | 3.0~7.5 | 10~40 | ||
| HG219 | 4.0~10.0 | 4.0~9.0 | 10~40 | ||
| HG273 | φ114.3~273 | 4.0~10.0 | 90X90~200X200 120X60~260X130 | 4.0~9.0 | 10~40 |
| HG273 | 4.5~12.0 | 4.5~11.0 | 10~35 |
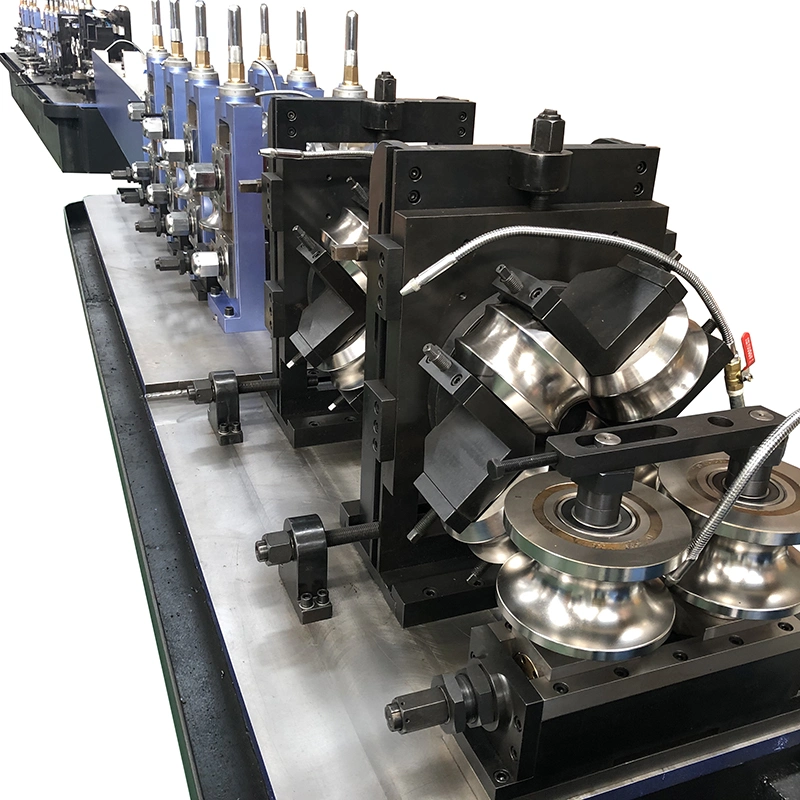
The HG50 welded pipe unit should be as close as possible to the position of the extrusion roll. The internal stress of the steel pipe is small and evenly distributed, which can effectively prevent stress corrosion cracking, and the dimensional precision is high, which is convenient for on-site welding construction. If the induction ring is far away from the extrusion roll, the effective heating time is longer, the heat affected zone is wider, and the weld strength decreases. On the contrary, the edge of the weld is not heated enough, after extrusion forming bad input heat is insufficient, the heated edge of the weld can not reach the welding temperature, the metal structure still remains solid, the formation of not fused or not welded through; When the input heat is insufficient, the edge of the heated weld exceeds the welding temperature, resulting in overfiring or melting drops, so that the weld forms a weld hole. Impedance is a magnetic bar or a group of special welding pipe, the impedance of the cross-sectional area should be not less than 70% of the inner diameter of the steel pipe, its role is to make the induction ring, tube blank weld edge and magnetic rod form an electromagnetic induction circuit, produce proximity effect, eddy current heat concentrated near the edge of the tube blank weld, so that the tube blank edge heating to the welding temperature. Adopt the process of pre - welding after fine welding, the welding process is stable and the weld quality is high. The direct-seam welded pipe equipment is dragged in the pipe blank with a steel wire, and its central position should be relatively fixed close to the center of the extrusion roll.
Burrs inside steel pipes are generally not. After the two edges of the tube blank are heated to the welding temperature, the oil casing is squeezed by the extrusion roll, forming common metal grains interpenetrating and crystallizing, and finally forming a firm weld. The welding temperature is mainly affected by the high-frequency eddy current thermal power. According to the relevant formula, the high-frequency eddy current thermal power is mainly affected by the current frequency, and the eddy current thermal power is proportional to the square of the current excitation frequency. The current excitation frequency is affected by excitation voltage, current, capacitance and inductance. If the extrusion pressure is too small, the number of common crystals will be small, the strength of the weld metal will decrease, and the cracking will occur after the stress. Weld of straight seam welded pipe equipment will produce welding scar after welding and extrusion. The method is to fix the tool on the frame, and scrape the welding scar flat by the rapid movement of the welding pipe. The steel pipe has a longitudinal weld, and the inner and outer welds are welded by a submerged arc welding.
The hot-dip galvanizing process of HG50 welded pipe unit is generally divided into three stages, which are: pre-treatment, hot-dip plating and post-stripping. The method used is solvent method. Next, we will specifically tell the HG50 type welded pipe unit hot dip galvanized pretreatment process.
1. Manually clean the rust spots on the workpiece surface of the welding pipe unit for pickling to remove rust, and the dirt such as paint or mark is removed by alkali degreasing.
2. Different materials of the workpiece are hoisted with different acid-resistant lifting devices.
3. After alkali degreasing and pickling, the workpiece needs to be soaked in clean water, and the residual lye and acid solution.
4. After solvent assisted plating treatment, the workpiece is dried. Remove moisture from the workpiece.
As a very important industrial equipment, it has a wide range of applications in all walks of life. The daily maintenance of welded pipe units is very important, not only to ensure the daily maintenance and production needs, but also to extend the service life of the equipment.
The usual maintenance method of HG50 welded pipe unit is as follows:
1. It is very important to add lubricating oil to the welded pipe unit regularly (preferably regularly) for lubrication. The selected model should be qualified and it is very important to do the corresponding anti-rust work.
2. In the normal use of the process, to do a good job of inspection, especially whether each pipeline can work normally, do a good job of the corresponding records, once found the hidden problems, need to be dealt with in time, to prevent the welding pipe unit caused damage, affect the normal use. In order to prolong the service life, the surface of the equipment is often galvanized. Before galvanized, the surface pretreatment of the welded pipe equipment is often carried out. The main process of pretreatment is degreasing water washing, pickling, re-washing, pickling is very suitable for galvanizing.
3. During the use of the equipment, it is necessary to cherish the equipment artificially.
Hebei Yongyue Electromechanical Equipment Co., Ltd. is a professional high-end cold-bending equipment manufacturer with an annual output of 100 sets of equipment, integrating independent research, production, development, sales and service.
Q: Could you produce the shear line as per our specific requirements?
A: Yes, we are a professional manufacturer specialized in automatic shearing line for more than 10 years, we have a strong design & technical team, we can design and manufacture as your requirements.