
 Complaint
Complaint

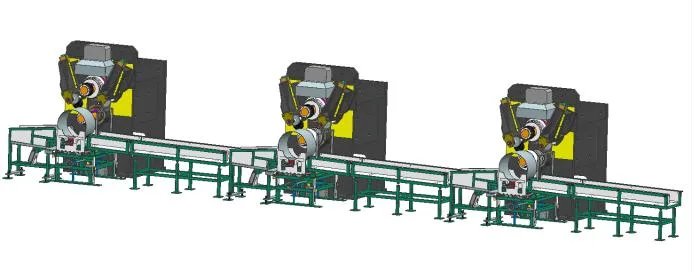
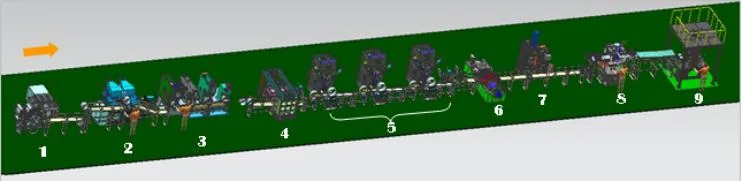
The roll forming machine is also known as a wheel rim forming machine, and is used for symmetrical or asymmetrical roll forming of steel wheel rims. Theroll forming equipment consists of the main machine, hydraulic transmission system, pneumatic system, PC control system and lubrication system.
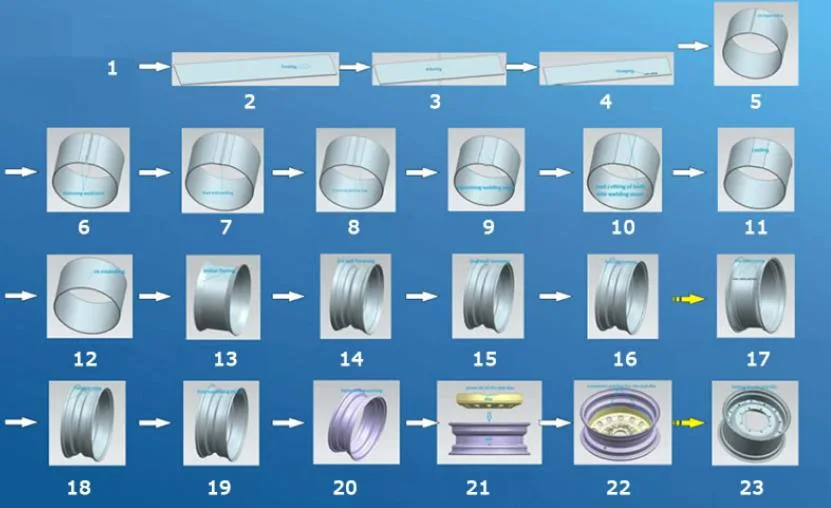
Generally, small rim lines and large rim lines carry out 3 processes to complete the rim profiling. Each process uses one set of roll forming machines. However, the ultra-large line completes the rim roll forming operation through 4 processes. The 4 thpresses the roll press into a non-skid pattern.
| No. | Items | parameters | |||
| 1 | Model | GX-23/300 | GX-45/600 | GX-48/800 | |
| 2 | Roll forming force | 230KN | 400KN | 500KN | |
| 3 | Motor power of hydraulic system | 62.5Kw | 82.5Kw | 165Kw | |
| 4 | Length of mould on spindle | 350mm | 670mm | 900mm | |
| 5 | Upper and lower spindle speed | 220r/min | 200r/min | 200r/min | |
| 6 | Spindle material and diameter | 40Cr, 140mm | 40Cr, 200mm | 40Cr, 220mm | |
| 7 | Space between upper and lower spindle | 240~380mm | 340~480mm | 380~520mm | |
| 8 | Lower spindle stroke | 140mm | 140mm | 140mm | |
| 9 | Adjustable range of lower spindle feeding speed | 2~10mm/s | 2~10mm/s | 2~10mm/s | |
| 10 | Adjustable dip angle of lower spindle | -0.35 ° ~0.17 ° | ±0.35° | ±0.35° | |
| 11 | Side guide roller (Linear) | Stroke | 100mm | 140mm | 160mm |
| Adjustable stroke | 50mm | 50mm | 50mm | ||
| 12 | Max. diameter of guide roller | 200mm | 220mm | 240mm | |
| 13 | Rated input voltage | 380V | 380V | 380V | |
| 14 | Rate input current | 62.5Kw | 82.5Kw | 165Kw | |
| 15 | Power cord section (copper) | Single core 70mm 2(3+2) | Single core 90mm 2(3+2) | Single core 180mm 2(3+2) | |
| 16 | Consumption of hydraulic cooling water | 2000L /h | 3000L /h | 4000L /h | |