Description
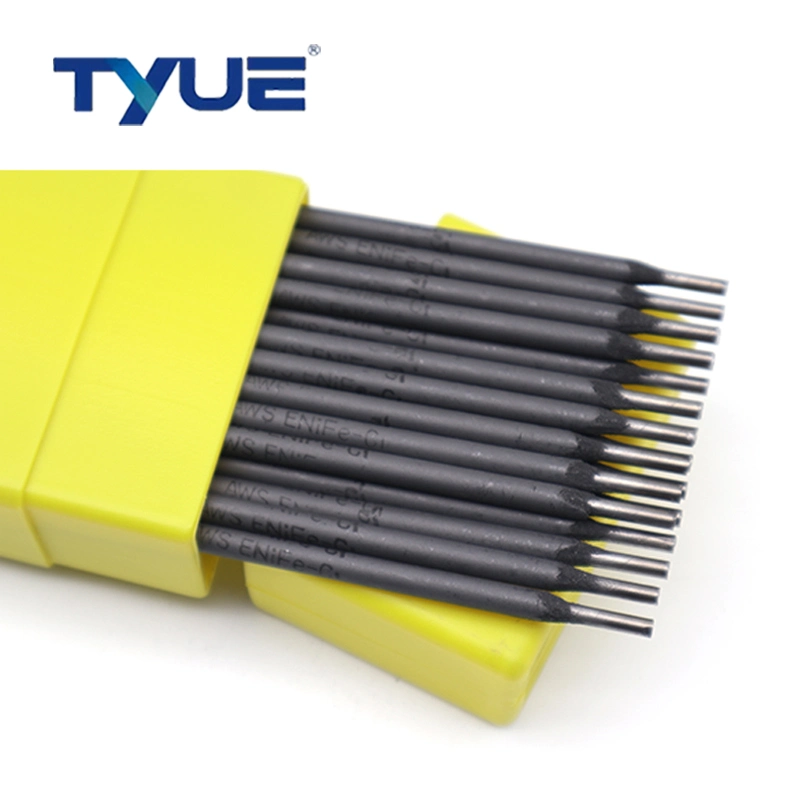
EFeCr-Al best surfacing welding electrode rod wire manufacturer
The hardfacing solder welding bar is a surfacing parts of bear serious abrasion and corrosion resistance and atmospheric corrosion resistance. The solder bar is of great quality and reasonable price. The welding bar is used to build up weld in high fierceness and abrasion resistent, corrosion resistant cavitation resistant situation, such as centrifuge cracking pump shaft liner of petroleum industry, mine crusher parts and value cover of diesel motor.
Details about the Hard Surfacing Welding Electrode (AWS EFeCr-Al)
Model Number: AWS AWS EFeCr-Al
Material: steel alloy
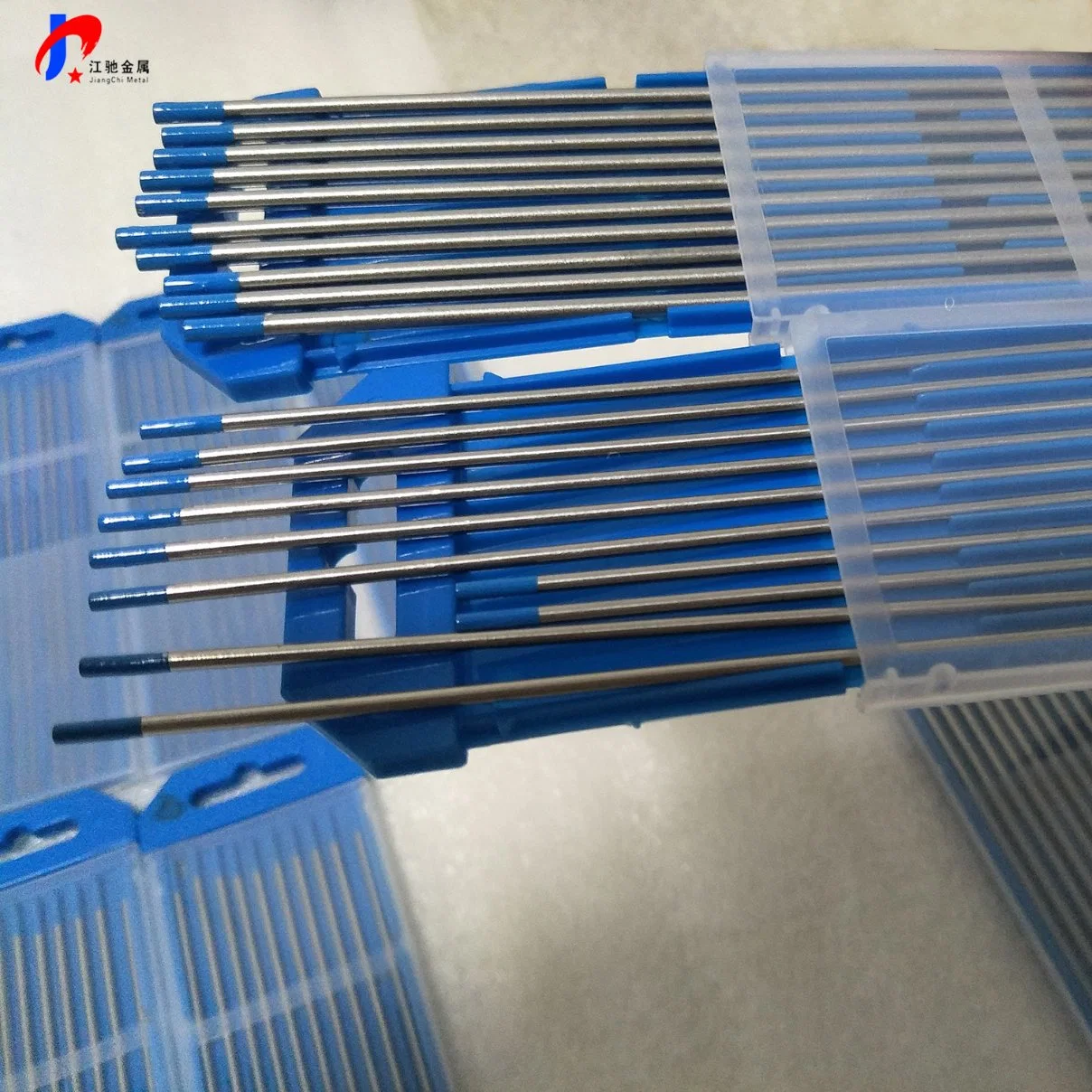
Length: 350mm-500mm
Diameter: 2.5mm 3.2mm 4.0mm
Application: low carbon, medium carbon and low alloy steel.
D112 wear-resistant electrode conforms to GBEDPCrMo-AI-03
Application: It is used for the surface of worn low carbon steel, medium carbon steel and low alloy steel parts, especially for the surfacing and repair of mining machinery and agricultural machinery.
Deposited metal chemical composition (%) guaranteed value C≤0.25 Mo≤1.50 Cr≤2.00 Total amount of other elements≤2.00
Reference current: (AC, DC) Welding current (A): 3.2*90~110 4.0*150~180 5.0*180~220
Hardness of surfacing layer: HB≥220 Notes: 1. The electrode must be baked at about 150ºC for 1h before welding.
D347 chrome molybdenum manganese electrode conforms to: EDCrMoMnNi-A-15
Description: D347 is a low-hydrogen sodium type surfacing electrode, with DC reverse connection, with good thermal stability and thermal fatigue resistance.
Uses: It is used for surfacing cast steel or forged steel as a hot forging die, and can also be used to repair forging dies made of 5 Cr-Mn-Mo, Mn-Mo, Cr-Ni-Mo, 3 Cr 2 Tungsten and Cr-Mn steel. HRC≥40
Metal chemical composition %: C 0.2 Cr 10.0 Mn 4.0 Mo 5.0-9.0 Si 2.0 Ni 6.0-10.0 S 0.03 P 0.04
Welding current (A) 3.2*90/110 4.0*150/180 4.0*180/210
Matters needing attention: 1. The electrode should be baked at 150ºC for 1h before welding. 2. The workpiece should be preheated to 250ºC before welding, and cooled slowly after welding.
D266 type high manganese steel wear-resistant electrode
Detailed information: D266 type high manganese steel wear-resistant electrode: suitable for surfacing welding of various crushers, high manganese rails, buckets, earth piling machines and other wear-resistant parts. Among them, molybdenum improves crack resistance and wear resistance. During surfacing welding, immediately beat or water quench while it is red hot to reduce cracks. For surfacing high manganese steel parts, first remove the wear fatigue layer or water toughness treatment. After surfacing, the hardness can reach HR≥170 Note: After welding, take advantage of the red heat to quickly cool down (such as water quenching) to prevent local shedding.
D172 surfacing wear-resistant electrode conforms to: EDPCrMo-A3-03
Description: D172 high-hardness surfacing electrode at room temperature is a chrome-molybdenum steel surfacing electrode with titanium-calcium type coating. Uses: used for surfacing gears, excavating heads, tractor scrapers, deep ploughs, mining machinery and other wear parts.
D666 alloy wear-resistant surfacing electrode
Detailed information: Product description: The D666 high-alloy wear-resistant surfacing electrode produced by our factory is made of molybdenum, cobalt, boron and carbon as the main raw materials, and is developed by the latest science and technology. The coating contains a variety of hard alloy elements. Coating transition, can be used for both AC and DC. The welding layer has the characteristics of high hardness, good toughness, high temperature resistance and wear resistance. It is used for surfacing welding of carbon steel, alloy steel, cast iron, cast steel and other surfaces.
Scope of application: It is used in the blades of the powder discharger in the power plant, the inlet elbow of the ball mill, the blade of the spiral powder feeder, the cone and elbow of the coarse powder separator, and the support beam of the fan mill. Blades of induced draft fans, baffles of inlet adjustment doors, flue dampers, elbows of mortar pumps, cathodes of electric precipitators, rapping parts of anodes, hammer heads and baffles, metallurgy, mining, Such as steel mill blast furnace, furnace top bell, small bell, steel roll, hot rolling, funnel, rolling mill tail plate, high temperature propeller, mining machinery, crusher, gold mining machinery, screw mill, roller type, vertical type , centrifugal, jaw crusher, bulldozer push bucket, excavator, grab bucket, cement plant shaft kiln tray, tower apex, conveying screw of brick factory, blade of mixer, mixing blade of brick machine, auger dragon, pair stick etc.
Reference current: φ3.2 90A-120A φ4.0 140A-180A φ5.0 180A-220A
Hardfacing hardness: (air cooling after welding) HRC62-65
Q: What is delivery time / lead time ?
A: 2-3 weeks.
Q: What is your minimum order ?
A: 3000kgs/each size. (MOQ for stainless steel welding electrode)
Q: Can we visit your factory ?
A: Yes. Welcome to visit our factory at any time.
Q: Can you provide free sampe ?
A: Yes. Free samples are available for you.





 Complaint
Complaint