 Complaint
Complaint

Item | Specification | |
| Dimensions | L3200 x W1700 x H2000mm (dimensions are for your reference only, subject to specific design) | |
| Weight/Load | About 4000KG; > 500Kg/M2 | |
Power Supply | Voltage: AC380V±10%; Three-phase; Power: 26KVA; Frequency: 50Hz | |
| Compressed Air | Pressure: 0.5~0.7MPa (5kgf~7kgf/cm 2); usage: 200L/min; dry air | |
| Temperature/ Humidity | 5~35ºC; 5~55% | |
| /Air/Dust | Free of salt, toxic and corrosive gases and conductive dust | |
Vacuum | -85 to -90KPa; 5L/sec | |
| Magnetic Field and Vibration | It should not affect magnetic field of the device; there should be no shock and noticeable vibration | |
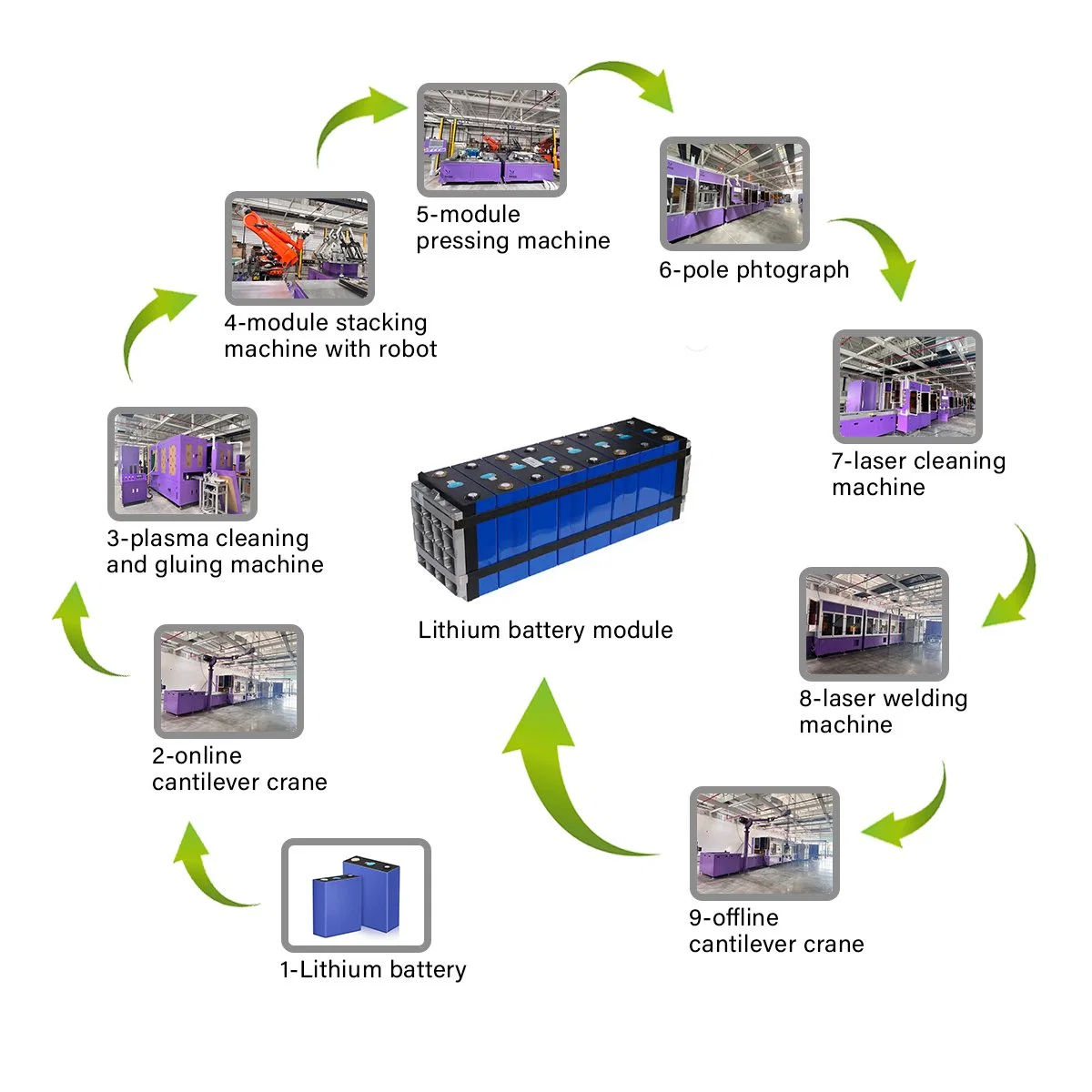
Reference Diagram: | ||
| Serial# | Part Name | /Quantity/Set | Directions |
| 1 | Pole Piece Box | 6 | Special plug-in material box; two sets of positive and negative poles (2 sets are prepared), adjustable within the range; |
| 2 | Pole Piece Feeding Auxiliary Mechanism | 4 | ,,; Ion wind de-static device, dust collector, anti-multi-chip device; |
| 3 | Pole piece Feeding Jacking Mechanism | 4 | , Ensure that the manipulator can reliably absorb the pole pieces, and automatically stop and alarm when there is no material. |
| 4 | Diaphragm Tension Mechanism | 2 | , Diaphragm unwinds automatically with constant tension |
| 5 | Diaphragm Correction System | 2 | ,; Unwinding and location correcting to ensure lamination accuracy; |
| 6 | Pre-positioning Module | 4 | CCD,/,NG,; CCD precisely corrects the pole piece's position, detects any potential issue of corner missing/folded from the four corners of the pole piece and the pole lug, supports identification and judgment and alarm for NG parts, and is equipped with a dust collector; |
| 7 | Excess-chip Inspection | 4 | ,/; Ultrasonic inspect to prevent excess/less stacking of cells; |
| 8 | Lamination Manipulator | 4 | ,; The servo motor drives with the module to ensure the high-speed and stable grip and release of the pole piece by the manipulator; |
| 9 | Feeding Sucker Mechanism | 8 | + Two sets of vacuum nozzle type + suction plate type |
| 10 | Lamination Table Diaphragm Correction | 2 | + Fiber detection + stepper motor drives the deviation correction table to reciprocate to the detection position |
| 11 | Lamination Table | 2 | , Servo motor drives the lamination platform to move and lift, and the servo and cam linkage mechanism work together to drive the jaws to achieve high-speed lamination. |
| 12 | Robotic Gripping Module | 1 | The robot automatically transfer cells |
| 13 | Diaphragm Cut-off Mechanism | 2 | 2 Hot cutter mechanism x 2 sets |
| 14 | Tape Side Sticking Mechanism | 1 | , Adhesive on all sides, gluing position and quantity can be set |
| 15 | Automatic Unloading | 1 | ,180mm The cells are automatically unloaded to the receiving& stacking workstation, and the stacking height is about 180mm |
| 16 | Electrical Operating System | 1 | ,,, Touch screen operation, with emergency stop, reset, power switch and other buttons |
| 17 | Control System | 1 | ,,, Electrical appliances, gas circuits, etc. are installed inside the equipment, saving space and facilitating maintenance |
| 18 | Frame | 2 | ,:300C Square prop stand, color: peacock blue 300C |
| 19 | Anti-dust Cover | 2 | 1,,; aluminum alloy and plexiglass cover x 1, with interlock switch and emergency switch; |
| 20 | Vacuuming Mechanism | 1 | ,, Blower to clean dust, pre-positioning, material feeding box equipped with vacuuming system |
| 21 | Vacuum System | 1 | () Equipped with vacuum generator (customer provides compressed air source) |
| 22 | Cell Fixture | 1 | 1, 1 set of fixtures, customized according to the requirements of customers |
| 23 | Diaphragm Anti-static Treatment | 2 | Eliminate static electricity on the surface of the diaphragm |
| Specification Material | Incoming | Length | Width | um Thickness | Inside Diameter | Maximum Outer Diameter |
Positive Electrode | Sheet Material | 150-290( Lug/tab not included) | 80-180 | 70-300 | -- | -- |
Negative Electrode | Sheet Material | 150-290(Lug/tab not included) | 80-180 | 70-300 | -- | -- |
Positive Lug/Tab | -- | 10-20 | 10-40 | 12-30 | -- | -- |
Negative Lug/Tab | -- | 10-20 | 10-40 | 8-20 | -- | -- |
Diaphragm | Roll Stock | -- | 100-250 | 16-45 | φ76.2 | Φ280 |
Adhesive Tape | 30-50 | 10-20 | 10-80 | φ76.2 | φ150 |
Item | Specification | Schematic Diagram of Battery Cell |
| L Cell Length | 150-290 | |
| W Cell Width | 80-180 | |
| T Cell Thickness | 4-20 | |
| L1 Exposed Tabs L1 | 10-20 | |
Tab Direction | Same side | |
| W1/W2 Tab Width W1/W2 | 10-30 |
| Specification Material | Length | Width | um Thickness | Tab Length | Tab Width | Layers |
Positive Electrode | ||||||
Negative Electrode | ||||||
Diaphragm | -- | -- | -- | -- | ||
Battery Cell | -- | -- | -- | -- |
Schematic diagram of cell stacking | Schematic diagram of sticking |
| |
Item | Acceptance process technical parameters |
Lamination Time per Unit | 0.5-0.6S/(,) 0.5-0.6S/piece (for dual workstation, related to the size of the pole piece) |
Single Cell Auxiliary Time | ≤13S |
Pole Piece and Diaphragm Adjacent Accuracy | ±0.2mm. Center deviation ±0.2mm. |
Diaphragm End Face Alignment Accuracy | ±0.3mm(±0.5mm); ±0.3mm (head-to-tail alignment ±0.5mm); |
Adjacent Pole Piece Alignment accuracy | ±0.2mm |
Pole Piece Overall Alignment accuracy | ±0.3mm |
Diaphragm Tension | 0~0.5kgf |
Positive and Negative Positioning | ,,0-20mm,±0.05mm It can realize vertical and horizontal numerical control adjustment, the adjustment range is 0-20mm, and the accuracy is ±0.05mm |
Positioning Table Detection | ,,,CCD,,NG Ultrasonic sensor detects pole pieces to prevent excess or less pieces, alarm and stop automatically |
Lamination Layer # | ,<=41() It can be set within the thickness adaptation range. The total number of sheets is less than or equal to 41 sheets, which affects the production capacity of the equipment (the gluing process cannot keep up with the lamination process at speed) |
Material Feeding | (≥9), Side sticking around (≥9 layers of glue will affect equipment capacity), cell stacking |
Utilization Rate | 242%() The 24-hour equipment failure rate is less than 2% (failures caused by equipment only) |
Qualified Rate (except for bad incoming materials) | 99.2% More than 99.2% (except for bad incoming materials) |