Complaint
Complaint

Factory Price NSF 60W 100W 150W 200W IP66 Smooth surface LED High bay Light for Cold room storage Food meat chicken sausage pork Processing
1.Die-casting technology, ADC12 AL with 92% purification
| Led Lamp | SMD 2835/O-sram | Guarantee | 5 years |
| Lumen Output | >15000LM | CCT | 2700k~6500k |
| Light Efficiency | 150lm/w | UGR | <19 |
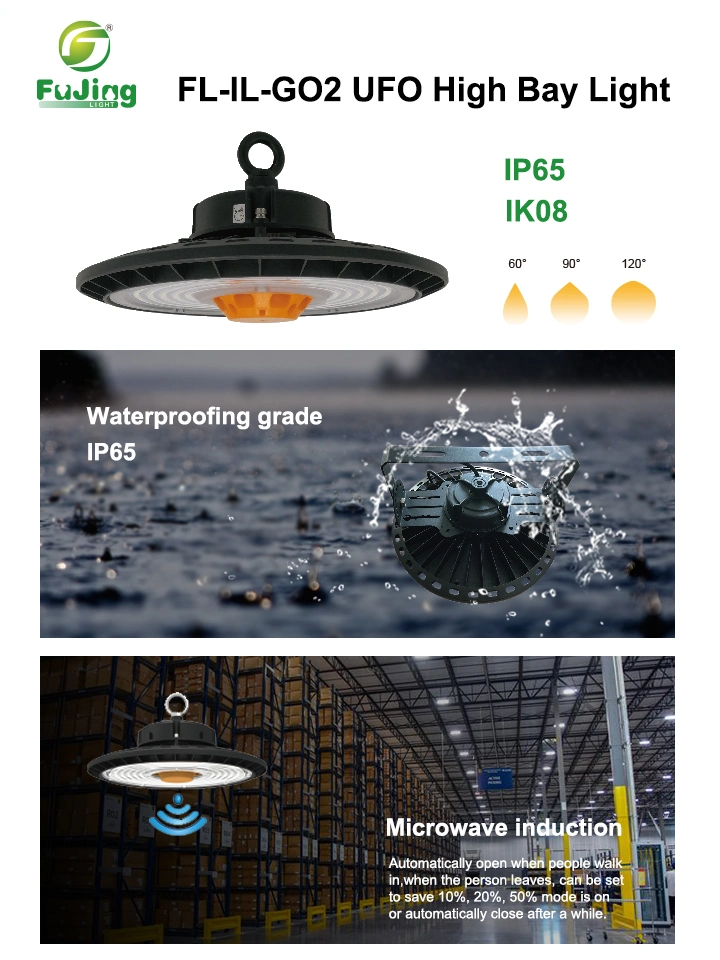
| Photometric Type | 60°,90°,120° | Material | Die-casting Aluminum+PC cover |
| Life span | >50000 hours | GW/CBM | 2.2kg/2.5kg |
| CRI | >80 | Product size | Dia300*82mm |
| Mounting type | Hook suspending mounted | Carton size | L335*W330*H125mm, 1pcs/CTN |
NSF certified LED High Bay Lights are commonly used in food processing environments that require high levels of hygiene and safety, such as:
1.Food processing plants: LED High Bay Lights can be used in production, inspection, quality control, refrigeration, and storage areas in food processing plants, providing bright, clear, and safe lighting for operators to ensure food quality and safety.
2.Food warehouses and distribution centers: LED High Bay Lights can be used in storage and sorting areas of food warehouses and distribution centers, providing adequate lighting for workers to accurately inspect and handle food.
3.Food retail stores: LED High Bay Lights can be used in display areas and stockrooms of food retail stores, providing bright and clear lighting for customers while maintaining food quality and safety.
4.Food service establishments: LED High Bay Lights can be used in food service establishments such as restaurants, hotels, and fast food chains, providing safe and hygienic lighting solutions for staff and customers.
In summary, NSF certified LED High Bay Lights are commonly used in food processing and storage environments to ensure food quality and safety meets hygiene standards. These lights are efficient, durable, safe, and easy to clean, providing clear, even, energy-saving lighting that meets the hygiene and safety requirements of the food processing industry.