Description
Product Information:| Technical Parameters |
| Mold box size (length x width x height) 66QX54QX20 - 24 0mm | 66QX54QX20 - 24 0mm |
| Number of forming blocks (depending on the size of the bricks) spacer blocks | Pad: 20-00 pieces/module
Pavement bricks: 20 pieces/mold
Mixed earth blocks: 3-20 blocks l mold |
|
|
| Design production capacity (depending on brick size) |
pads:3.5-150,000 yuan/class
Pavement bricks: 0.8-30,000 pieces/shift
Mixed soil blocks: 0.6-35,000 blocks/class
200 support bars: RMB 50,000/class |
|
|
|
| Vibration frequency | 00 times/min - - 6100 times/min |
| Vibration force | about 22KN |
| Vibrator power | Y132S 1-12N =6KW |
| Oil pump | Cd32 level or so, Q=40 n.Jr, P=!Om p a |
| Top cylinder | 80 X300 rod diameter 32 |
| Side cylinder | 63 x250 rod diameter 32 |
| Rated pressure of hydraulic system | 27.5 MPa |
| Installed capacity | 14.5kw |
| Pallet specifications | 680 X535 Xi 5 to 30mm |
| Whole machine weight | about 4800kg |
| Overall machine dimensions | approximately 6000 X 3500 X2300mm |
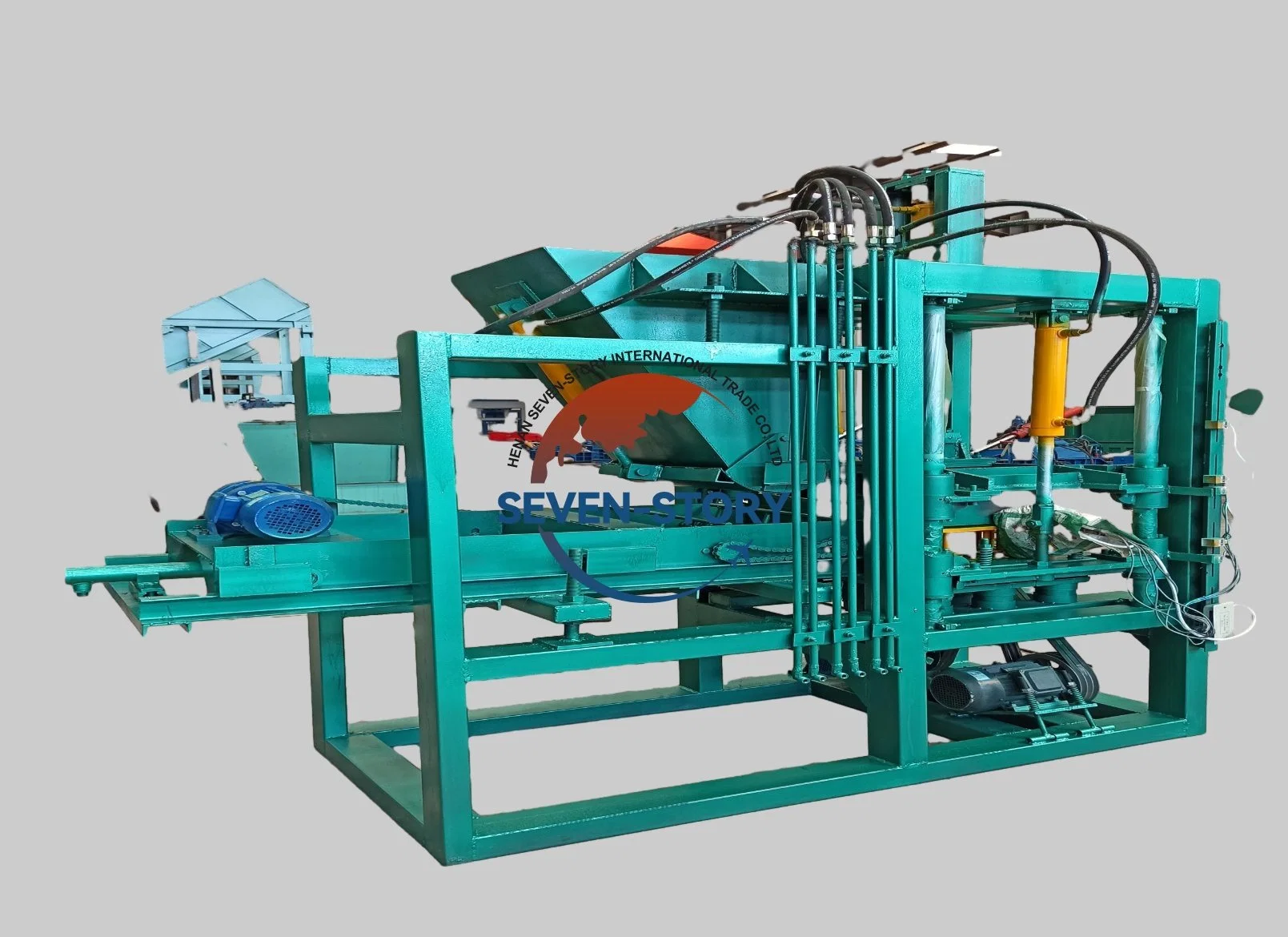
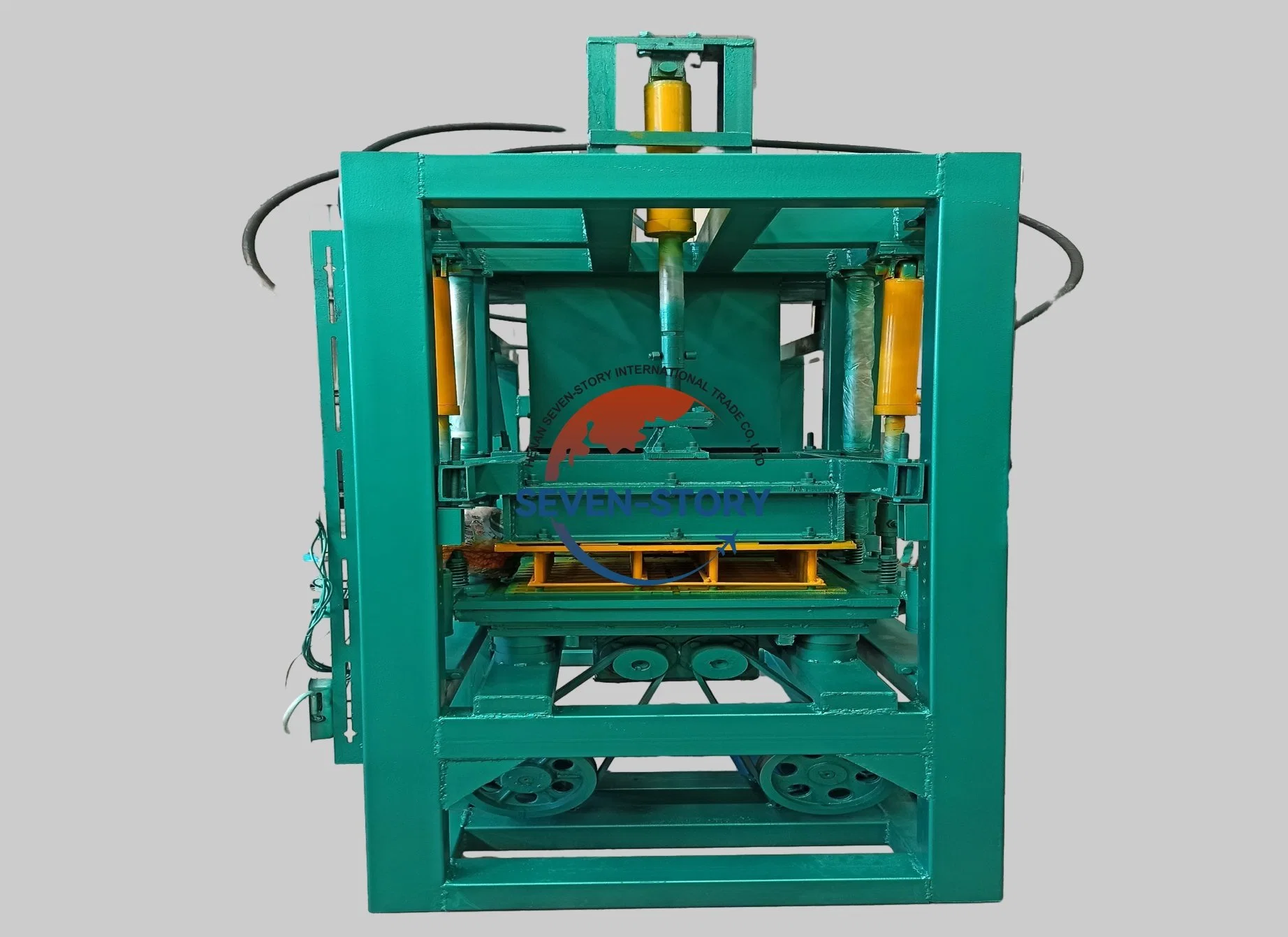
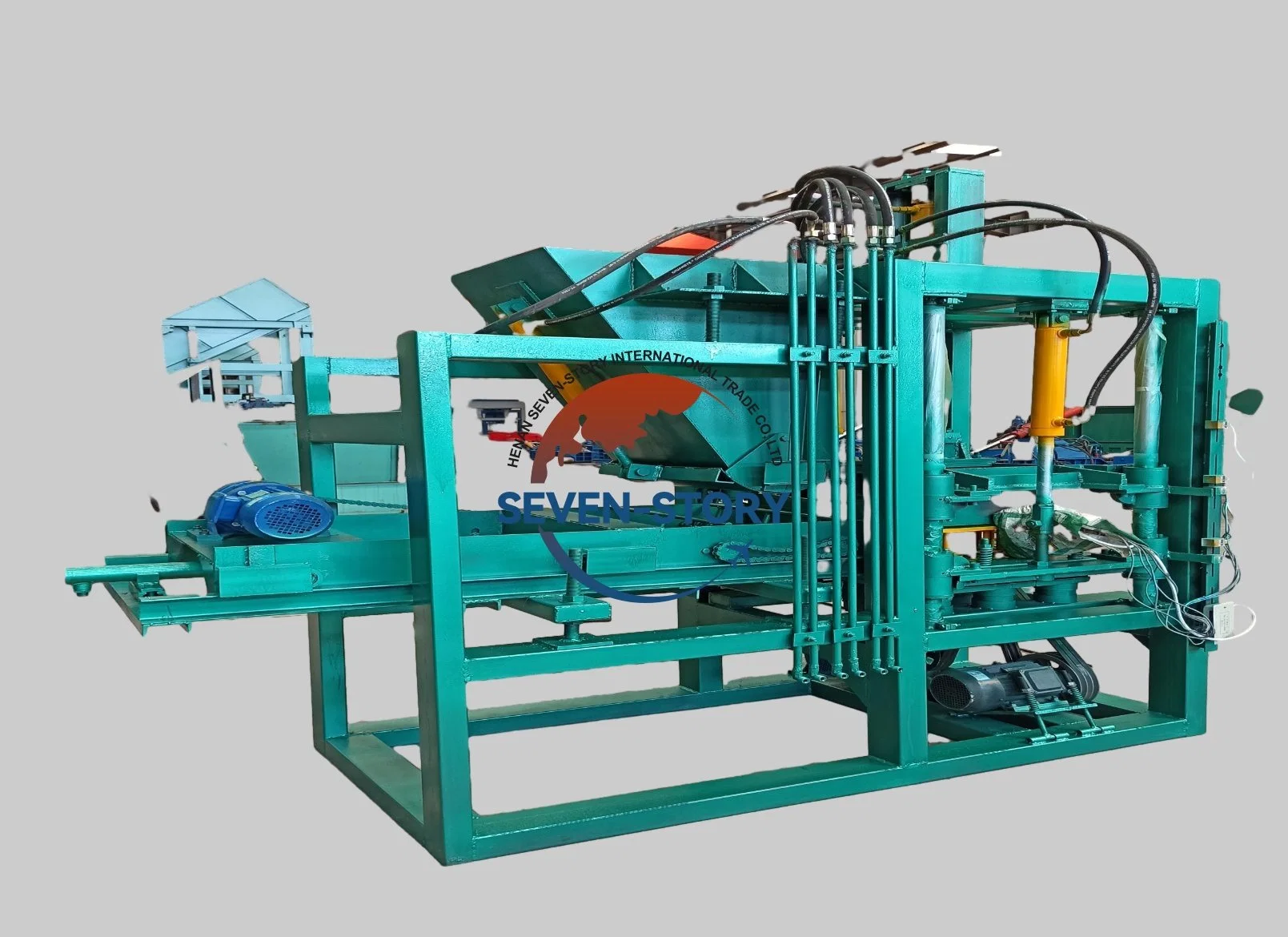
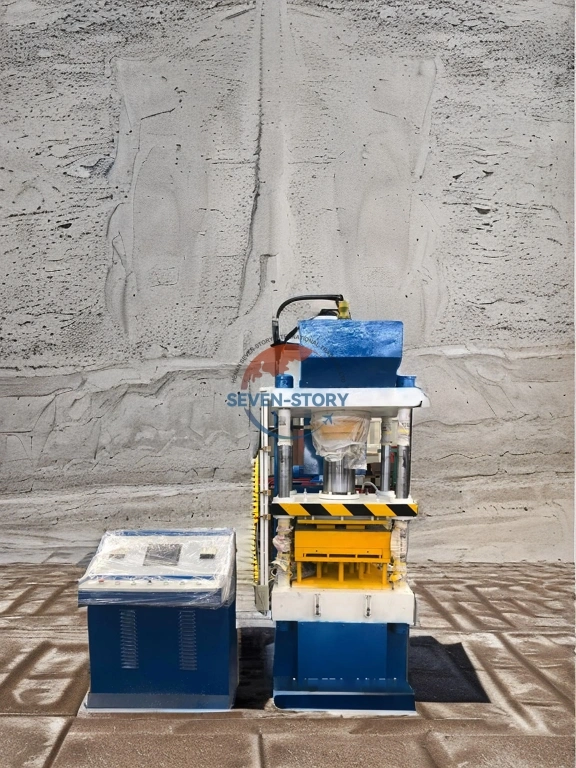
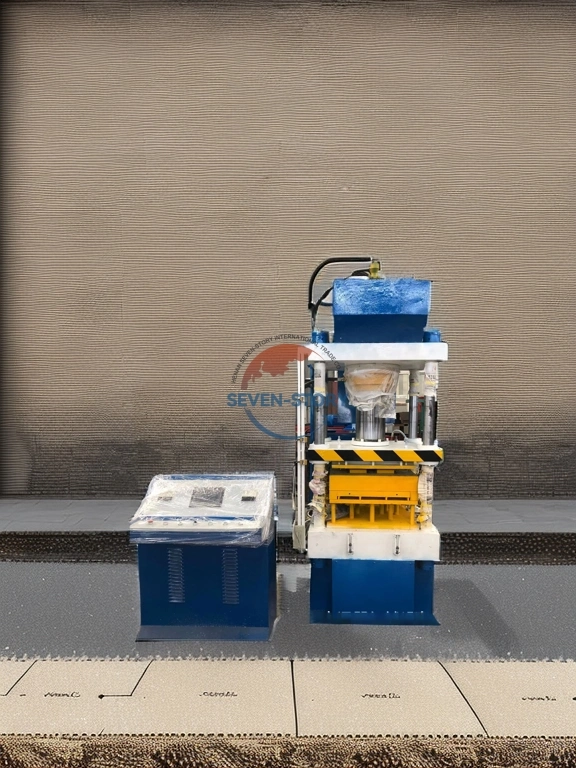
Product Description:Molding principle and characteristics: QTY3-15 multifunctional block forming machine is a new product that combines hydraulic pressure and vibration. It mainly uses hydraulic cylinders to complete the feeding, pressurizing, and mold ejection actions, and gives a certain amount of pressure. The motor-driven vibration mechanism installed under the main machine vibrates at high frequencies. Its specific working procedure is: first raise the upper mold to the highest point, lower the lower mold to the lowest point, withdraw the feeding drawers to the end, and add the bottom material to the shaft drawer. Inside, pull the bottom material reversing valve to send the bottom material into the lower mold. At this time, the vibrating button vibration mechanism starts to work (vibrate for about 1.5-3.0 seconds). When the vibration ends, raise the upper mold to the highest point; pull the The secondary distribution directional valve sends the fabric into the lower mold and returns. At this time, the hydraulic system is unloaded. Pull the handle of the upper mold reversing valve to make the upper mold drop to the material level with its own weight. Pull the handle of the reversing valve and press the forming button at the same time. , start the molding vibration. After the molding vibration ends, pull the handle of the reversing valve of the first mold to raise the lower mold to the appropriate height, and then pull the reversing valve of the upper mold to raise the upper and lower molds to the highest point together to facilitate brick production. ; Click the brick out button. At this time, the plate in and out mechanism starts to work. The plate feeding system sends the pallet into the vibrating table. At the same time, the formed bricks are pushed out of the host machine and sent to the plate unloading machine, completing a cycle of in and out plates.Installation and debugging:1. Install the brick machine unit in place as shown in the basic diagram; connect the feeding auxiliary machine, the incoming and outgoing plate machines with the main machine, adjust the height, and tighten the bolts of each part.
2. Add hydraulic oil to the oil tank until the oil level can be displayed on the oil level gauge.
3. Connect the power supply and turn on the power switch in the electrical box. At this time, the power indicator light is on; put the handle of each manual reversing valve in the middle position to put the system in an unloaded state; start the oil pump motor and check the motor rotation direction (reverse There is no oil pressure when turning).
4. Adjust the system pressure. At least one group of the combination valves is not in the neutral position. Turn on the pressure gauge switch and adjust the relief valve handle (clockwise to increase the pressure and counterclockwise to decrease the pressure) until the system pressure is 5.9-6.3mpa. Lock nut , close the pressure gauge switch (it is not necessary to adjust the pressure switch frequently during normal production. It is only opened when adjusting the pressure); all directional valves are in the neutral position when the system is unloaded. The pressure gauge index is "0-1", and the left and right are back pressure.
5. Turn the handle of the directional valve and observe whether the oil cylinder operates normally, check whether the relationship between the pressure head and the mold core is correct, and whether there is any obstruction to the feeding drawer's entry and exit. After all are normal, you can prepare for production.
Operational use1. Put the pallet into the plate feeder box, press the plate feeder button, and send the pallet to the vibrating table under the host machine. Raise the upper mold to the highest point, lower the lower mold to the lowest point, and withdraw the feeding drawer. to the end.
2. Add base material: Send the raw materials mixed according to the proportion into the hopper from the conveyor, pull the base material reversing valve to send the base material into the lower mold, press the feeding button, and the vibrator starts to work at this time, adding materials. The time is generally 1.5-3.0 seconds (adjusted with a time relay). When vibrating, the feeding drawer returns (note that the material layer should be flat and without dents).
3. Add fabric (when there are products that require secondary fabrication). When the base material drawer returns to the starting position, add the fabric and spread it out. If there is two-way feeding, you should lower the upper mold and press down to level the base material, and then add it. The mold is raised, and the fabric drawer moves forward to spread the mold core completely.
4. Pressurized vibration molding: Pull the handle of the reversing valve of the upper mold to make the pressure head drop to the material level by its own weight. Pull the handle of the reversing valve and press the forming button at the same time to start forming vibration. The pressurized vibration time is generally controlled at 3-5 seconds. The vibration time of the molding vibration should be adjusted according to the dryness and humidity of the ingredients to ensure a high degree of product consistency. During the last 0.5 seconds of the molding vibration, return the unloading handle to the neutral position and implement pressurized vibration.
5. Demolding: After the vibration molding is completed, move the handle of the drawer reversing valve to the unloading position, pull the handle of the upper mold reversing valve once to lock it in the neutral position, and then move the handle of the drawer reversing valve back to the neutral position. , pull the handle of the reversing valve of the lower mold to raise the lower mold to an appropriate height (the same height as the molded product), then pull the reversing valve of the upper mold to raise them to the highest point, and use the lower mold to drive them up to the brick output height. In order to produce bricks.
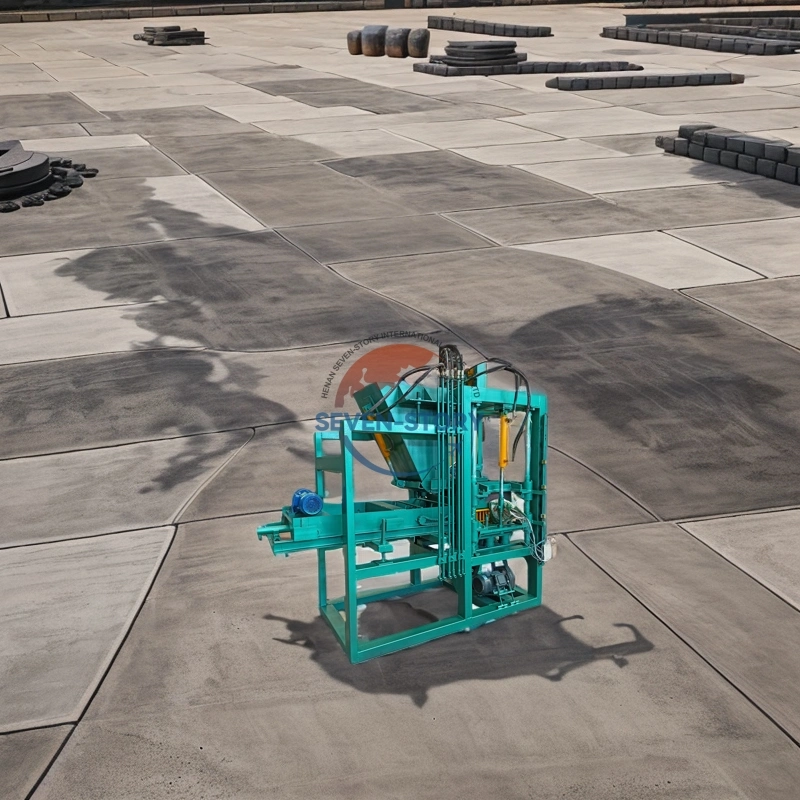
6. Brick output: Click the trigger button, and the plate feeder will push the empty tray into the host vibration table and push out the molded product to the plate unloader. The plate unloader will then send the product to the brick pusher, and the molded product will be sent to the brick pusher. After arriving at the brick yard, gently move the bricks down and put them away with your hands. When stacking bricks, a layer of fine sand should be sprinkled on the surface to prevent them from sticking. Generally, 5-8 layers are placed. For products that cannot be moved (such as hollow core blocks), use pallets for maintenance, and fill the space between pallets with more than the product. height of small wooden blocks for isolation.
Production technology and ingredients: 1. The production site should be more than 300 square meters, the factory building can be 100-200 square meters, and there must be a three-phase power supply.
2. First of all, prepare some pallets to support the bricks. You can use old templates or bamboo plywood to cut them. Pallet specifications: 680 x 535x! 5 to 30 mm, quantity: 1 00 0-1500 pieces.
3. The cement should be No. 32.5 or No. 500 cement with good quality. If conditions permit, some fly ash, fine sand, fine stones within 0.5, and coarse sand can be prepared. Stone powder can also be used directly, which contains both stone surface and less fine stone particles.
FAQQ1: How can I trust your company?
A. We have excellent technical and sales teams
B. We can provide you with the perfect solution at the lowest cost.
C. All equipment has been evaluated by a third party and has obtained national patents and certifications.
D. Regarding machines, we do better and quality issues can be guaranteed.
Q2: How to get after-sales service?
A. We provide one year warranty and lifetime maintenance.
B. If the problem is caused by us, we will send you spare parts for free.
C. If it is a man-made problem, we also send spare parts, but it will be charged.
D. Any questions, you can call us directly.
Q3:Can I visit your factory before ordering?
Of course, welcome to visit our factory at any time.
Q4:. Can you update the production process information in time after placing the order?
Once your order is confirmed, we will keep you updated with the production details with email and photos.
Q5: Can we be your agent?
Yes, we are looking for agents worldwide, we will help agents to improve the market, and provide all services such as machine technology
Questions or other after-sales problems, meanwhile you can get big discounts and commissions.
Q6: Payment terms?
T/T, L/C, Western Union,
Q7: Do you accept customer logo and customization?
We accept all kinds of customization including logo and machine.


 Complaint
Complaint