
 Complaint
Complaint

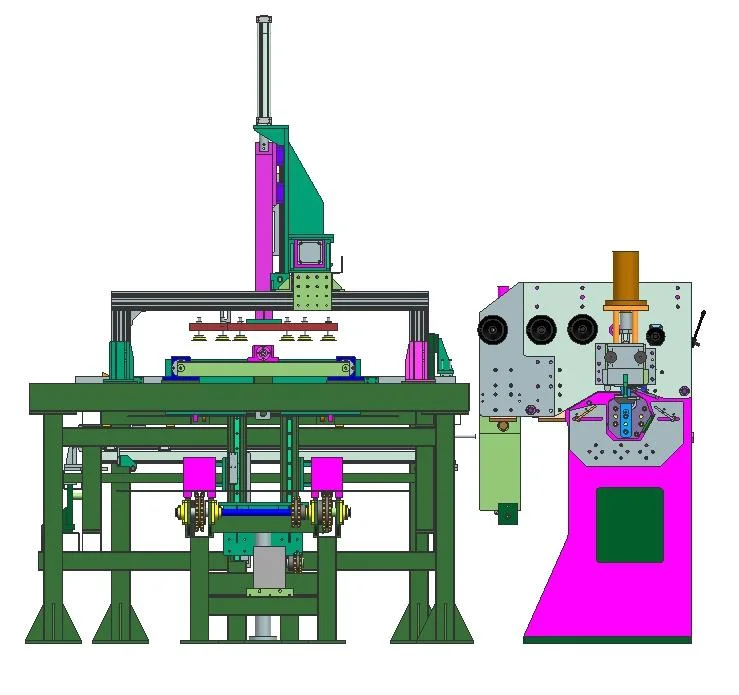
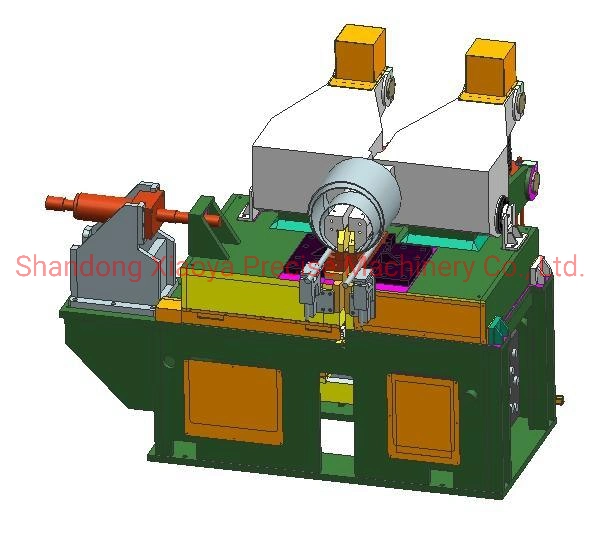
The AC flash butt welding machine is an important piece of equipment in wheel rim production lines. It is used for welding the steel wheel rim after the welding joint has been flattened. The flash butt welder is comprised of the flash welding machine, electrical system and hydraulic system. The work piece clamping, welding and weld slag removing are all driven by the hydraulic system. In addition, the welding parameters can be set on the touch screen and the manipulator can be selected to transfer the work piece in the passenger car rim production line.
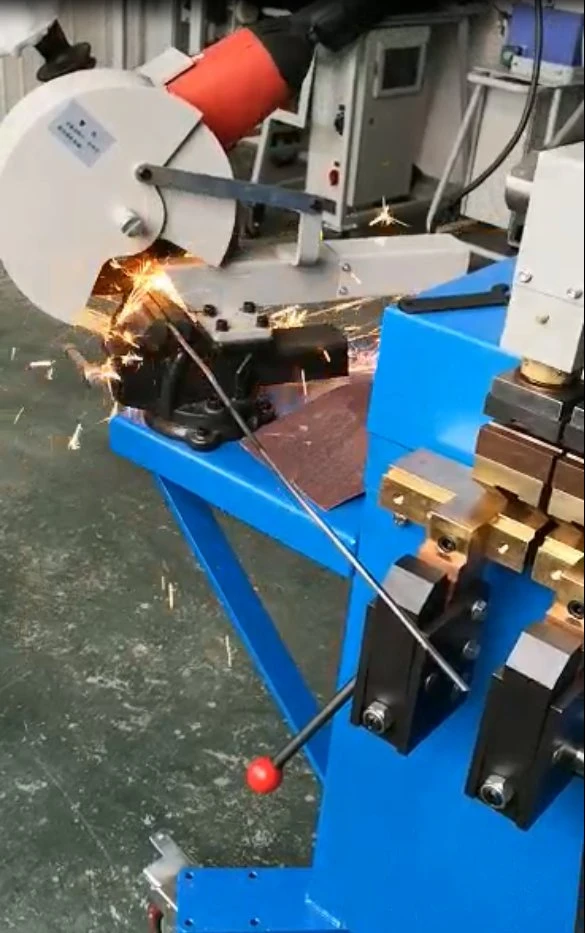
Before welding--Flattening weld joint After Flash butt welding
1. The welding clamp is equipped with a weld slag scraper at its jaw, which can automatically remove the weld slag, making it easy to use.
2. A multi-stage adjustable welding current is suitable for welding wheel rims in different specifications.
3. The AC flash butt welding equipment uses premium copper electrodes that come with excellent electrical conductivity, high welding quality, and a rejection rate of less than 0.5%.
4. The hydraulic system on the flash butt welding machine has a compact structure, meaning it takes up very little floor space. Using a filth blockage resistant hydraulic pump and servo valve, it has an outstanding resistance to dust pollution and low requirements for dust treatment, which saves investment costs.
5. It can serve as both an automatic and manual flash butt welder, making it convenient to operate.
6. All electrical components on the flash butt welding machine have an integrated connection, which makes installation and maintenance easy.
7. The overall framework design of the welding lathe ensures the high intensity and welding precision.
8. The wheel rim machine can be equipped with an automatic welding slag conveyor that is used to automatically clean out the welding slag at the bottom of the butt welder.
| No. | Main Parameters | Data | |||
| 1 | Model | UNV-630 | UNV-800 | UNV-1000 | UNV-1600 |
| 2 | Main circuit rated input voltage | AC 380V/1Phase | AC 380V/1Phase | AC 380V/1Phase | AC 380V/1Phase |
| 3 | Control circuit rated input voltage | AC 380V/ 3Phase/50Hz | AC 380V/ 3Phase/50Hz | AC 380V/ 3Phase/50Hz | AC 380V/ 3Phase/50Hz |
| 4 | Secondary voltage | 6.55V to 11.8V | 8.8V to 14.6V | 8.8V to 14.6V | 8.8Vto19.6V |
| 5 | Voltage of solenoid valve | DC 24V | DC 24V | DC 24V | DC 24V |
| YV11, YV12 @AC 220V | YV11, YV12 @AC 220V | YV11, YV12 @AC 220V | YV11, YV12 @AC 220V | ||
| 6 | Total power input | 630KVA | 825KVA | 1050KVA | 1610KVA |
| 7 | Rated power at 50% transformer utilization factor | 600KVA | 800KVA | 1000KVA | 1600KVA |
| 8 | Max. upsetting force | 280KN | 320KN | 320KN | 400KN |
| 9 | Max. clamping force | 650KN | 650KN | 650KN | 650KN |
| 10 | Max. welding cross section area | 3200mm 2 | 3500mm 2 | 4000mm 2 | 6000mm 2 |
| 11 | Max. width of rim band | 350mm | 410mm | 500mm | 800mm |
| 12 | Max. thickness of rim band | 4.5mm | 8mm | 10mm | 13mm |
| 13 | Min. diameter of rim welded | 250mm | 400mm | 400mm | 500mm |
| 14 | Cooling water flow rate | 4500L/H | 4500L/H | 5000L/H | 6000L/H |
| 15 | Pressure of cooling water | 0.2~0.4MPa | 0.2~0.4MPa | 0.2~0.4MPa | 0.2~0.4MPa |
| 16 | Temperature of cooling water | ≤20ºC | ≤20ºC | ≤ 20ºC | ≤20ºC |
| 17 | Rejection rate | ≤0.5% | ≤ 0.5% | ≤ 0.5% | ≤ 0.5% |