

 Complaint
Complaint

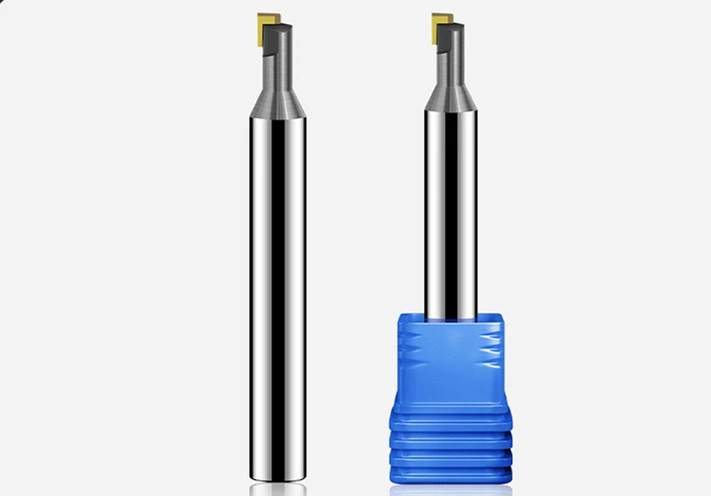
| Part name | |
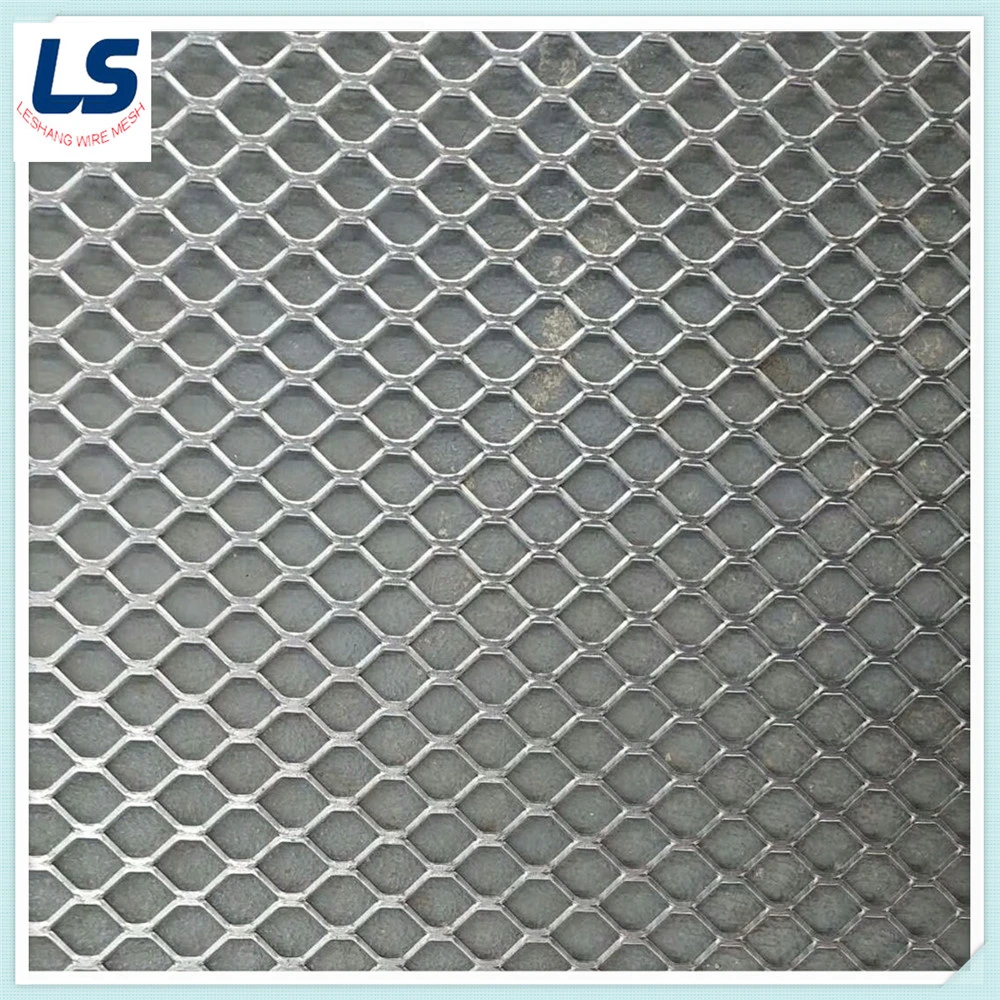
| Workpiece material | |
| Surface roughness requirement | |
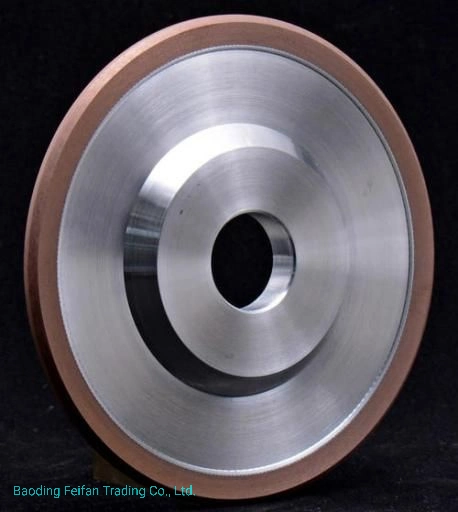
| Grinding wheel specifications | |
| Drawing of diamond grinding wheel or drawing of diamond roller | |
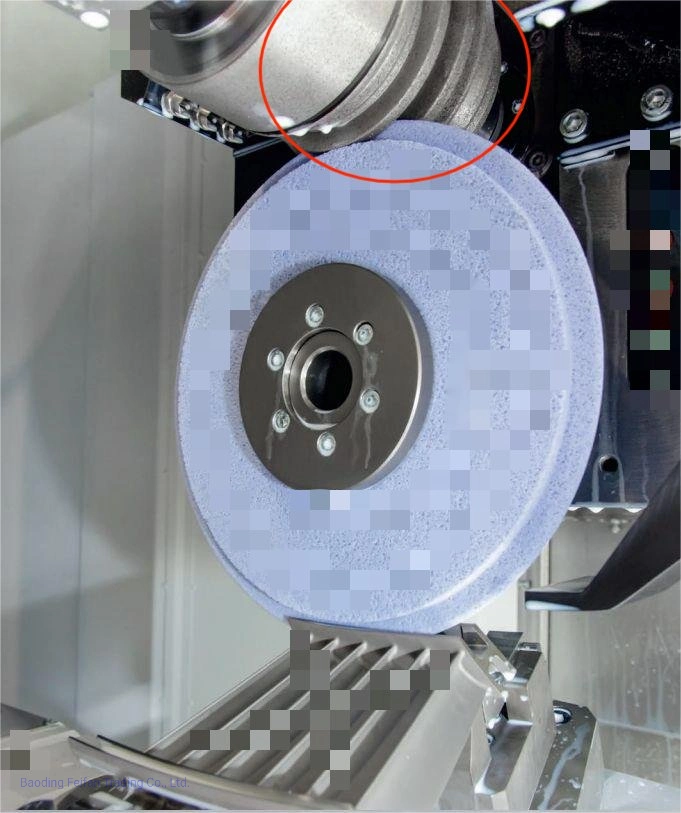
| Current pain point |