Product Description
Furnace Description
1. Product Steel Grades:
| NO. | Product Types | Representative Steel Types | Specifications | Executive Standard | Annual Output (10-kilo tons) |
| 1 | High Pressure Boiler Tube | 15 CrMoG
12Cr1MoVG
P11 | Φ76~Φ219 x 8~50 x5000~12000mm | GB5310-99 | 1.5~3.0 |
| 2 | Petroleum Pipe (Drill collar, Drill pipe, Oil casing) | 37Mn5,
36Mn2V,40Mn2,
4145H,CrMo | Φ76~Φ219x8~50 x5000~12000 | APi5CT
API7
GB8162-99 | 2~24 |
| 3 | Automotive Tubing | Mn2 | Φ127~Φ178 x 12~25 x5000~12000 | Protocol | 1~2 |
| 4 | Structural Tubing | 20,45,27SiMn | Φ76~Φ219 x 8~50x5000~12000 | GB8162-99 | 0.5~1.0 |
| 5 | Total | | | | 5~10 |
2. Brief Description of Process
Seamless steel pipes are delivered to the charging platform of the heating treatment production line in the workshop according to the predetermined production schedule. At the same time, the basic data of the steel pipes are entered into the computer system of the quenching furnace for process control and monitoring by the computer.
The furnace door opens when the steel pipes to be loaded into the furnace are manually input with the batch length outside the furnace and it is confirmed that there is no material on the roller conveyor for charging. The roller conveyor outside the furnace and the one inside the furnace rotate at the same speed, transporting the steel pipes into the furnace. The speed and operation time of the roller conveyor inside the furnace are controlled by photoelectric tubes and roller conveyor encoders to accurately position the incoming steel pipes on the conveyor, and then the furnace door is closed.
The steel pipes positioned on the charging roller conveyor are transferred from the charging end to the discharging end through the reciprocating motion of the moving beam. When they reach the discharging roller conveyor, the steel pipes have been heated to the set temperature and kept warm according to the predetermined process. At this point, the discharging furnace door opens, and the discharging roller conveyor rotates, transferring the steel pipes outside the furnace to the next process, and then the furnace door closes.
The above process is normally controlled by a PLC (Programmable Logic Controller) in a sequential, interlocking, and automatic manner, with semi-automatic and manual functions also available.
Industrial television cameras are installed at the charging and discharging ends to monitor the conditions in the charging and discharging areas of the furnace.
3. Main Dimensions and Heating Treatment Capacity of The Furnace
he quenching furnace is used for the quenching and tempering of steel pipes. The insulation section is equipped with high-quality German KROM technology, China-made hybrid gas high-speed burners. The burner control utilizes proportional-integral-derivative (PID) control with pulse combustion. The heating section adopts gas sub-high-speed burners with proportional-integral-derivative control. The furnace is divided into the heating section and the insulation section along the length of the furnace. Due to the wide range of steel pipe lengths, the heating section and the insulation section are further divided into three zones: left, center, and right, for combustion and temperature control, ensuring uniform temperature across the furnace width and steel pipe length. The entire furnace is divided into six heating and temperature control zones, with five burners in each zone, totaling 30 burners. The maximum temperature in the furnace chamber is 1100°C.
he quenching furnace is used for the quenching and tempering of steel pipes. The insulation section is equipped with high-quality German KROM technology, China-made hybrid gas high-speed burners. The burner control utilizes proportional-integral-derivative (PID) control with pulse combustion. The heating section adopts gas sub-high-speed burners with proportional-integral-derivative control. The furnace is divided into the heating section and the insulation section along the length of the furnace. Due to the wide range of steel pipe lengths, the heating section and the insulation section are further divided into three zones: left, center, and right, for combustion and temperature control, ensuring uniform temperature across the furnace width and steel pipe length. The entire furnace is divided into six heating and temperature control zones, with five burners in each zone, totaling 30 burners. The maximum temperature in the furnace chamber is 1100°C.
3.1 Main Dimensions of Quenching Furnace
- Centerline spacing of loading and unloading roller track 12000mm
- Internal length of furnace 12580mm
- Brickwork length of furnace 13276mm
- Internal width of furnace 13500mm
- Brickwork width of furnace 14196mm
- Fixed Beam Top Elevation ~+900mm (Toothed Beam Hot State V-bottom Elevation)
- Stepping Beam Tooth Spacing 250mm
- Stepping Furnace Step Distance 280mm
4. Main Structure of Quenching Furnace
4.1 Heating Method of Quenching FurnaceThe quenching furnace is divided into two sections for heat supply control: the heating section and the insulation section.
To ensure temperature uniformity, the insulation section adopts proportional-integral-derivative (PID) control and pulse combustion control.Each heating zone in the insulation section is equipped with air and gas quick shut-off valves, igniters, flame detectors, flow orifice plates, etc., to achieve pulse combustion and ensure temperature uniformity.
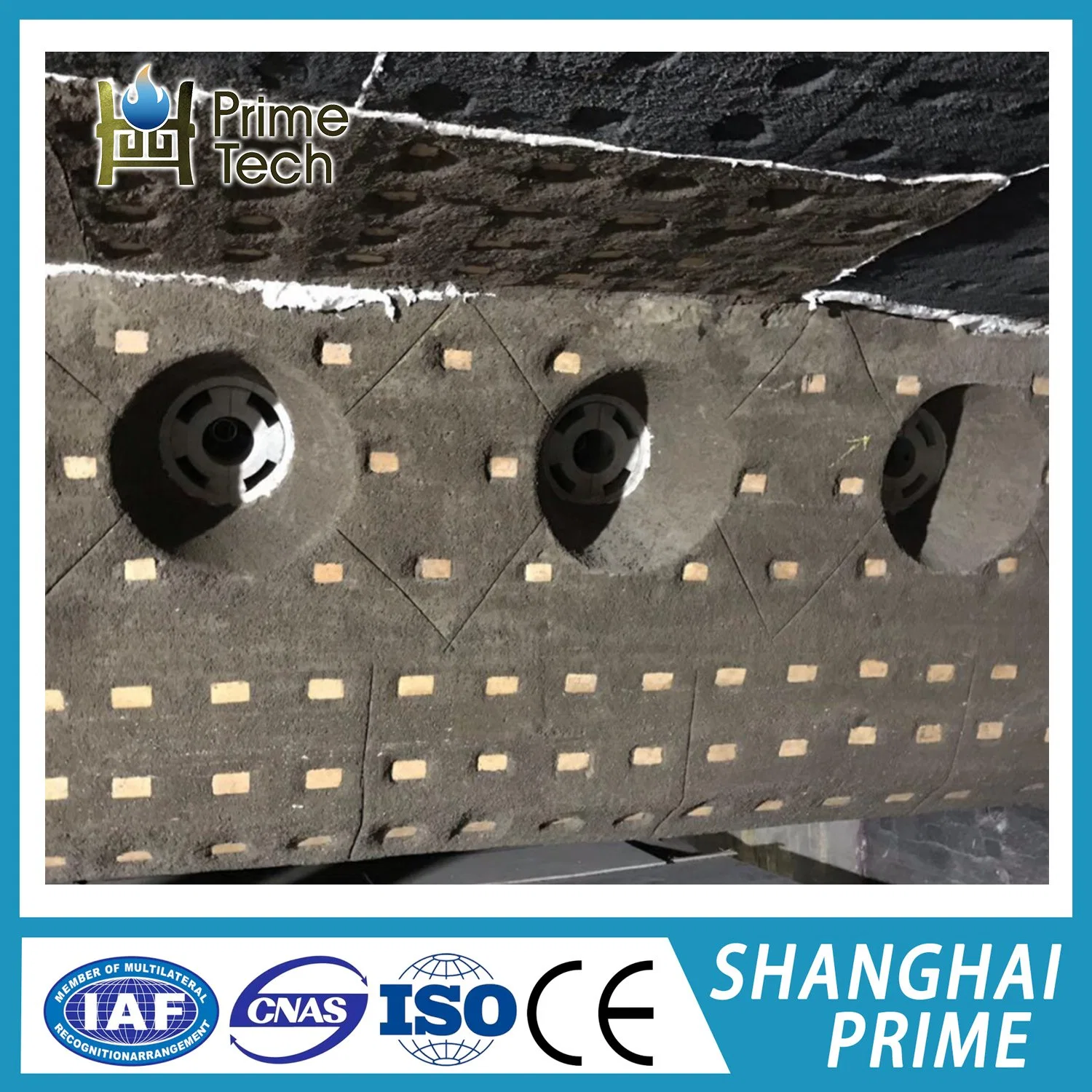
The heating section adopts a conventional PID control method to save investment while meeting the heating quality requirements.5. Mechanical Equipment of Quenching Furnace5.1 Stepping BeamThe stepping beams of the quenching furnace consist of 9 rows of fixed beams and 8 rows of movable beams. The fixed beams are fixed to the furnace bottom steel structure by pillars, while the pillars of the movable beams pass through the furnace bottom holes and are fixed to the translation frame. In order to ensure equal spacing between the steel pipes during loading in the furnace and to rotate the steel pipes by an angle during each stepping operation, the fixed beams and movable beams are sawtooth-shaped I-beams with a curvature, with a tooth spacing of 250mm. Both the beams and pillars are made of heat-resistant steel castings.
The sawtooth-shaped I-beam in the insulation section, as well as the fixed and movable columns and dowels, are made of ZG40Cr25Ni35Si2 material. (3 fixed and movable beams and fixed and movable columns made of ZG40Cr25Ni35Si2 material).
The sawtooth-shaped I-beam in the heating section, as well as the fixed and movable columns and dowels, are made of ZG40Cr25Ni20Si2 material. (2 fixed and movable beams and fixed and movable columns made of ZG40Cr25Ni20Si2 material).
Dry sealing (upper drag plate, upper guide plate made of ZG40Cr25Ni20Si2 material, lower drag plate, lower guide plate made of 1Cr18Ni9Ti material).
9 rows of serrated I-beam fixed beams (5 beams per row) and 8 rows of serrated I-beam movable beams (5 beams per row) with a center spacing of 1450mm for the fixed beams and a center spacing of 1450mm for the movable beams. The tooth spacing is 250mm.
Specification requirements: Movable columns ≥ ∮160×20, Fixed columns ≥ ∮140×20, Movable beams ≥ 120Kg/m, Fixed beams ≥ 100Kg/m.
The step beams are raised approximately 500mm above the furnace bottom to create a gas circulation around the steel pipes, ensuring uniform furnace temperature.
The movable beams have a vertical travel of 180mm and a horizontal travel of 280mm. They are offset by 30mm from the tooth spacing of the serrated I-beams, allowing the steel pipes to rotate within the tooth grooves for uniform temperature distribution. In the event of an accident where the steel pipes cannot be promptly discharged from the furnace and remain in the same position on the fixed beams for an extended period, there is a possibility of pipe sagging or uneven heating treatment. In such cases, the movable beams can be raised and lowered in place to allow the steel pipes to step and rotate.
The operating cycle of the movable beams is 30 seconds, ensuring the discharge rhythm for the designed production output.
The step beams can operate in forward circulation, reverse circulation, single-action, and jog modes. The control system can be operated in semi-automatic, automatic, and manual modes. During the vertical movement, the steel pipes are gently supported and released, and during the horizontal movement, there are smooth starts and stops.5.2 Roller Conveyor for LoadingThe cantilever roller conveyor for feeding inside the furnace consists of 9 rollers. Each roller is individually driven and equipped with a variable frequency drive (VFD) for speed control. The speed of the charge and discharge roller conveyors is controlled by a VVVF(Variable Voltage Variable Frequency Drive) unit. Under normal circumstances, the rollers are allowed to rotate freely to eliminate thermal stress and prolong their service life. During the transportation of the steel pipes, the roller conveyor will automatically operate at the specified speed.
Material for the feeding cantilever rollers: ZG40Cr25Ni20Si2.5.3 Feeding BufferThe feeding buffer in the quenching furnace, also known as an accident baffle, is installed on the side wall of the furnace at the end of the feeding roller conveyor. Its purpose is to prevent steel pipes from colliding with the furnace wall and damaging the refractory lining when the feeding roller conveyor loses control. The buffer is equipped with a spring damping device for cushioning. The material used for the part of the buffer that extends into the furnace is 1Cr25Ni20Si2.5.4 Roller Conveyor for UnloadingThe outgoing cantilever roller conveyor inside the furnace consists of 9 rollers. The speed of the outgoing cantilever roller conveyor is controlled by a VVVF (Variable Voltage Variable Frequency) drive. Under normal conditions, the roller conveyor operates at a low speed in idle mode to eliminate thermal stress and extend its lifespan. During the transportation of steel pipes, the roller conveyor will automatically operate at the specified speed. The main technical parameters of the outgoing roller conveyor inside the furnace are as follows.
Material of the outgoing cantilever roller: ZG40Cr25Ni35Si2
Material of the inlet and outlet furnace door frame: Cr24Ni7SiN5.5. Stepping Machinery5.5.1 Overview
The furnace bottom stepping mechanism is a device used to support the translation frame, movable beams, columns, water seal trough, and steel pipes inside the furnace, and it enables the stepwise movement of the steel pipes along the longitudinal direction inside the furnace. The movement of the stepping mechanism includes both translational and vertical movements.
The steel pipes on the entering furnace suspension roller conveyor are lifted by the movable beam and placed on the first tooth position of the fixed beam. They are then transported towards the discharge end step by step through the relative movement between the movable beam and the fixed beam. The fixed beam is fixed on the furnace bottom steel structure frame, while the movable beam is connected to the translation frame of the furnace bottom mechanism. Its movement is achieved through the combined motion of the lifting frame and the translation frame. The movement trajectory of the movable beam forms a rectangular pattern, consisting of four basic actions: lifting, advancing, descending, and retreating, completing one cycle to transport the steel pipe forward by one step distance.
The stepping mechanism adopts full hydraulic drive. The horizontal movement and lifting movement of the movable beam are both variable speed, allowing for a "soft contact" between the steel pipes and the fixed beam. This means that the movable beam handles the steel pipes with a gentle touch, reducing beam vibration and preventing surface scratches on the pipes. It also aims to prevent impact and vibration on the stepping mechanism.6. Electrical and Instrumentation Automation Control
6.1 Electrical Drive and its Automation
Electrical control scope of this design includes low-voltage power distribution equipment, electrical transmission devices, foundational automation hardware equipment, accompanying software, operating devices, etc:
6.1.1 Overview
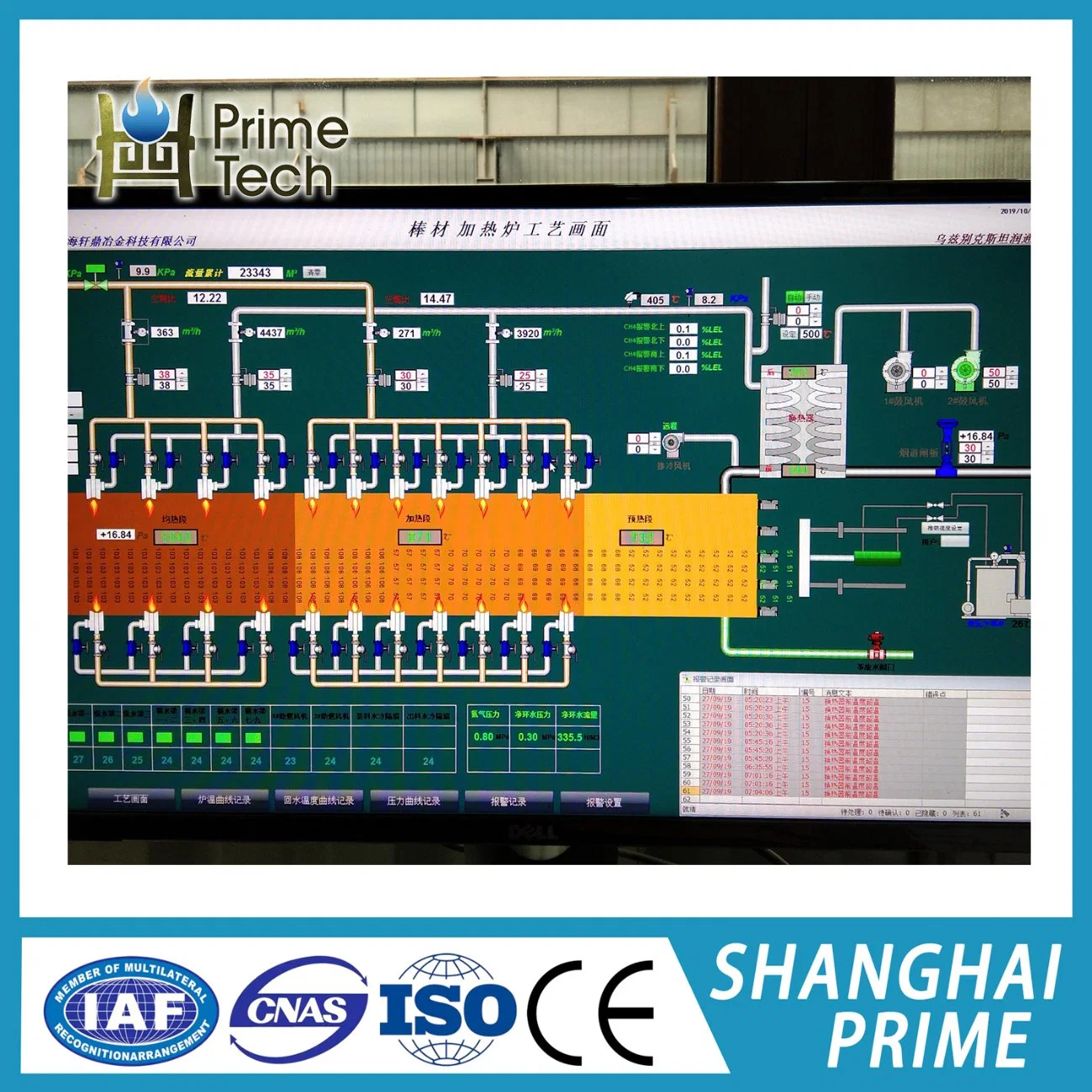
The basic automation level of this design employs DCS system JX-300 and S7-300 series high-performance programmable logic controllers for combustion control and electrical control, respectively. The combustion control section utilizes redundant configuration for the DCS system's main control card and data forwarding card, while the signal card is non-redundant. The electrical control section includes remote stations (ET200) connected via PROFIBUS network, with frequency converters also connected through PROFIBUS network. It is equipped with CP343-1 Ethernet communication module. The electrical control is connected to the instrumentation control through Ethernet, and interfaces with the MES management system, actively collaborating with the client to develop and implement the factory MES management system. Data is uploaded via OPC and published on the web for internal company access. Relevant departments access the data through their respective upper-level computers using Internet Explorer (IE). Energy metering data such as flow rate, temperature, and pressure is collected through RTU and transmitted to the company's internal scheduling system for balancing and reporting purposes. Workstations utilize CRT screens for parameter setting, operation, status display, fault monitoring and alarm, event logging, and report printing. The system operator station can independently perform system-wide operational tasks.Project Display
Company Profile
Company Profile
VisionWith decades of rapid development and accumulation, China has been perfect and mature on technology and management in various industrial areas, shaping a complete processing manufacturing industry with competitive price, well known for its excellent skill, high efficiency and hardworking team with qualification for personnel dispatching.
At the time of economic globalization, it is our consistent target and objective to integrate and export all kinds of technology, management mode, engineering project and manpower as per the actual requirement of our client With our own abundant technical strength, superior integration capability of technology and resources, well experienced of project implementation and management as basis and platform;
Let China go out to the world, and make the world know of China;
Professional
Professional technical and management team with abundant experience in the implementation of domestic and international projects;
Responsive
Responsive care translating your needs into complete solutions
Integration
Integrating various technologies and resources in China and fulfilling complementary advantages by relying on professional teams
Motivation
Motivated to provide optimal solution and quality products
Exceptional
Exceptional project delivery and execution meeting your expectationsOur TeamProfessional technical team
Prime is staffed with professional import & export team skilled with the practice of import and export business, including sea freight packing, logistics organization, L/C review, cargo booking, and customs clearance, L/C negotiation, double authentication of shipment documents, etc.
All above personnel are well experienced in the execution of projects in Southeast Asia and Middle East.
Complete procurement mechanism
Our professional team of procurement offers strict management of supplier 's qualification inspection and selection, complete system of supplier listing, rating and elimination, to ensure the supplier is qualified and capable of implementing the project and supplied with product of high quality, and maintain a healthy and good condition of credibility, contract settlement and capital flow management.
Quality management system
Our complete quality management system , the process control covering from Scheme formulation , engineering technology, detailed design, to processing and manufacturing of equipment and material , ex-factory test and site erection and commissioning till it put into production, which through multi-level inspection, tour inspection, supervision and node control can ensure quality of the final product.
Well experienced
Executive team is abundant in experience of overseas project implementation with similar project working experiences, esp. experience in Southeast Asia, Middle East projects; ISO System Certification
Partners  Complaint
Complaint