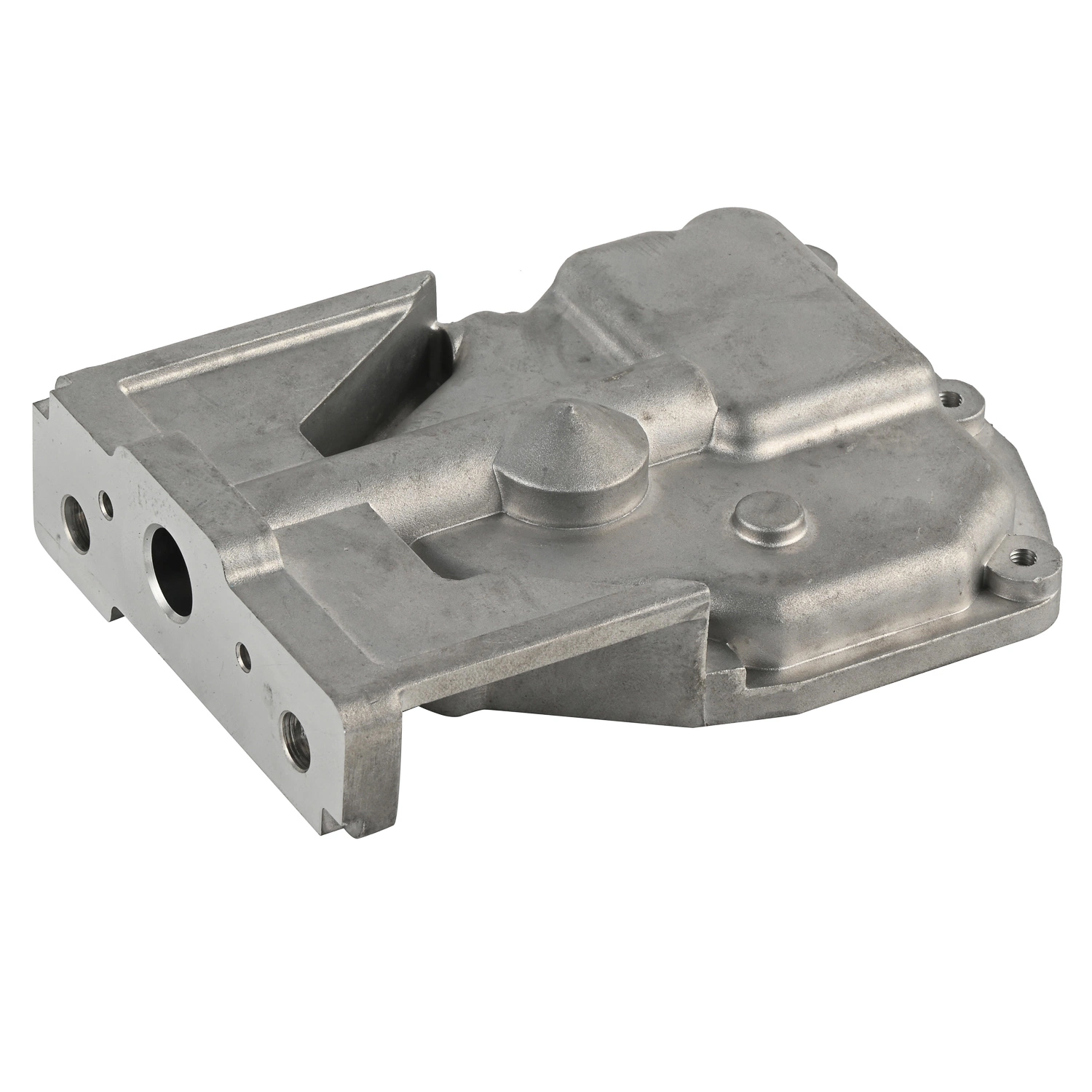
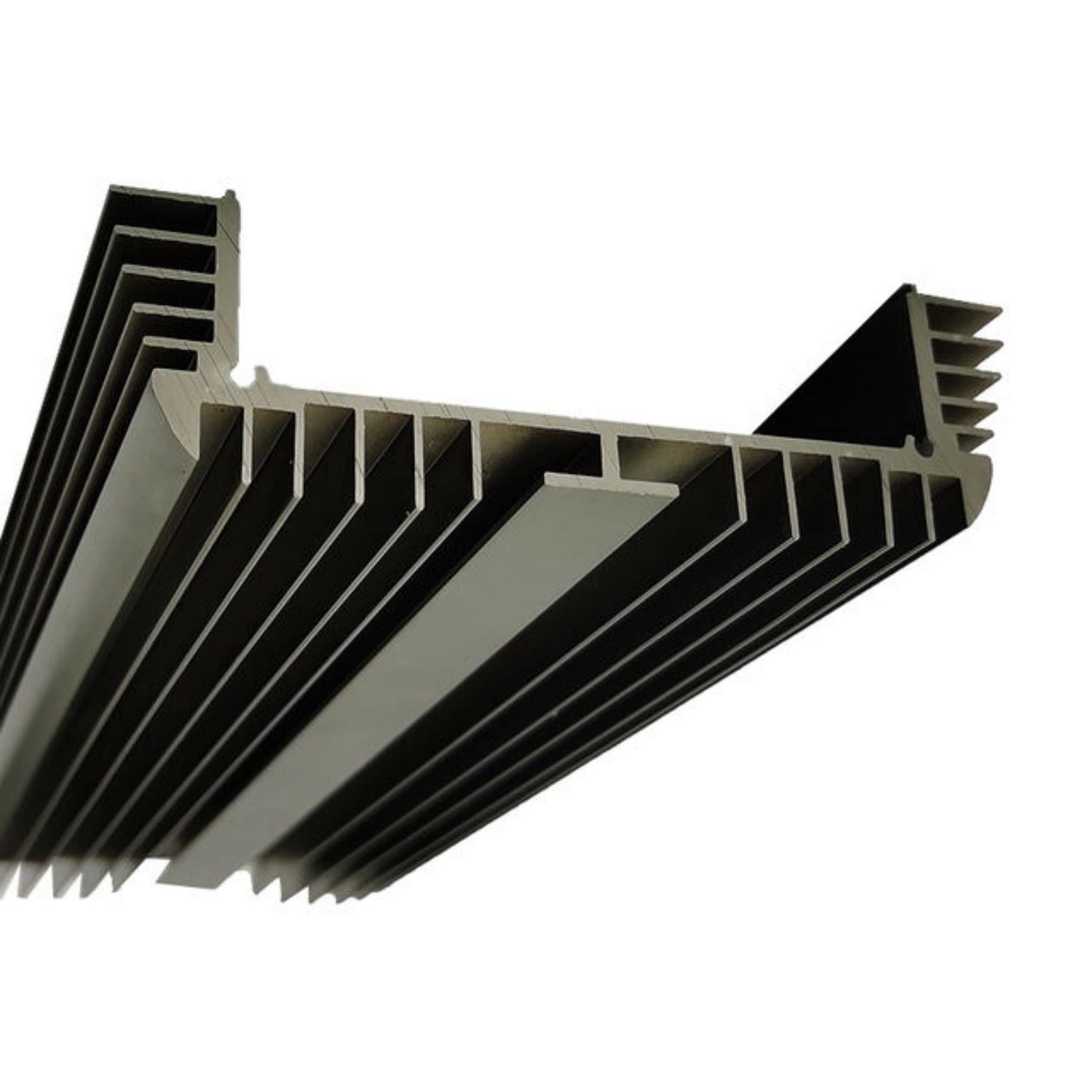
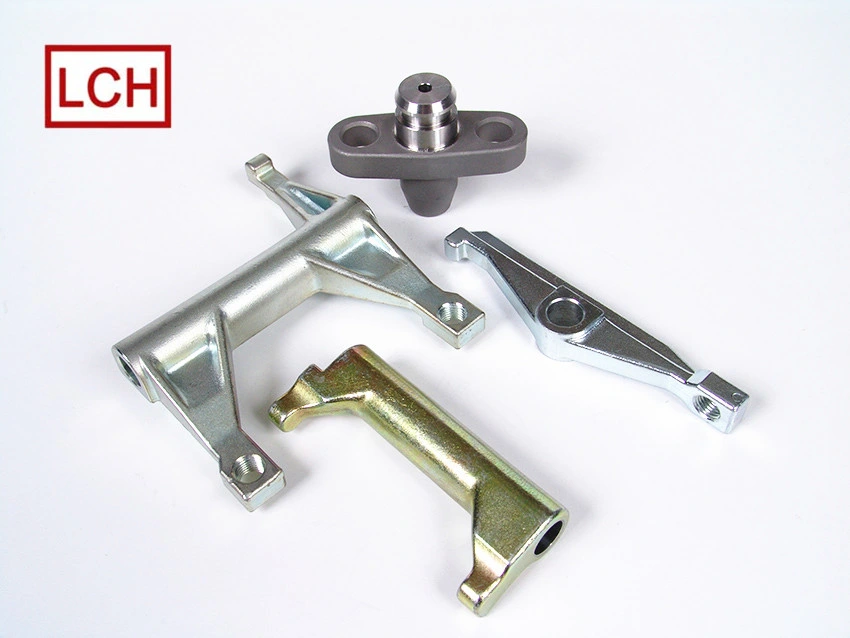
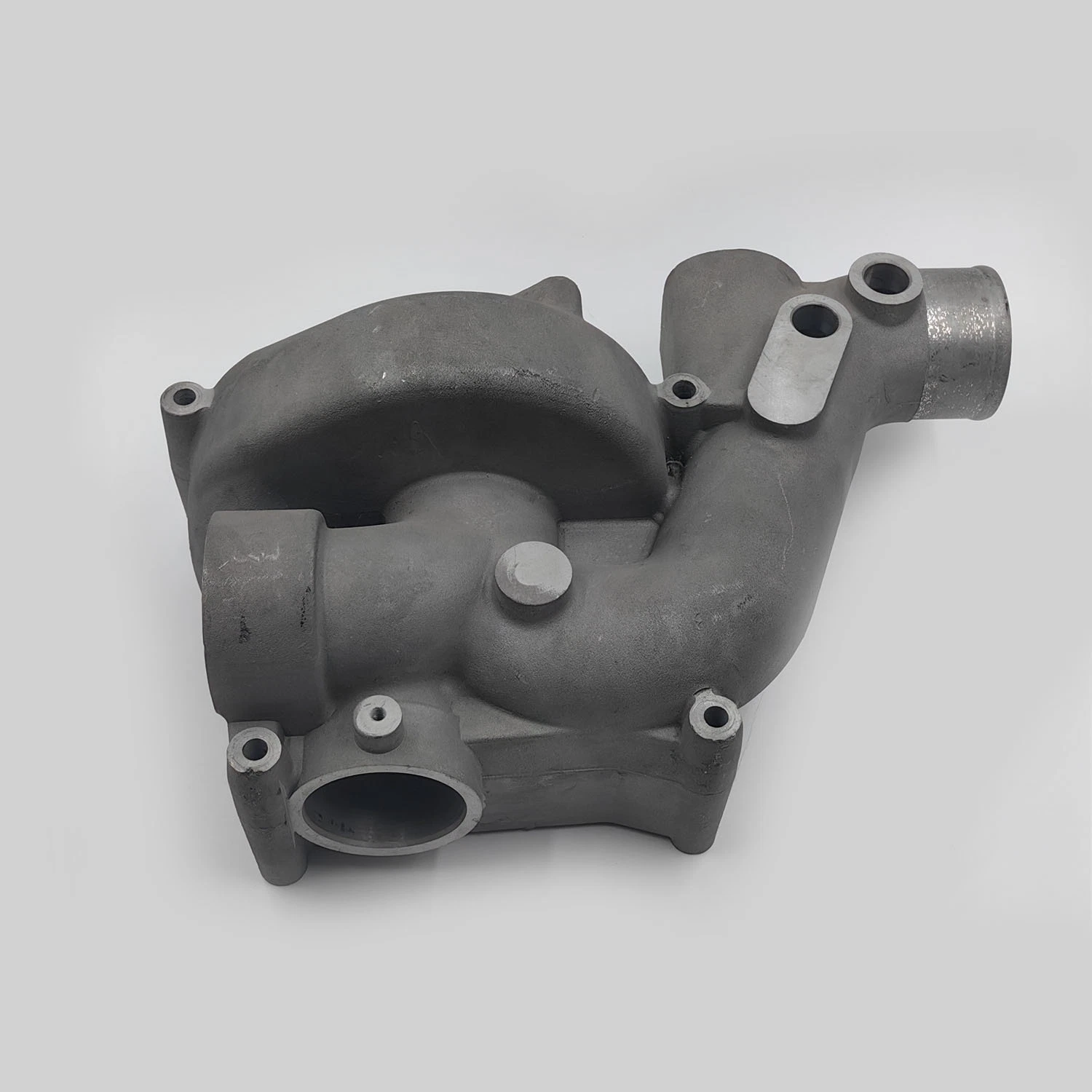
| Material | stainless steel ,carbon steel ,alloy steel, brass, aluminum,zinc alloy,ductile Iron,grey iron, etc,according to customer drawings and specifications. |
| Casting process | Silica Sol casting ,composite casting, soluble glass casting, sand casting, gravity casting, permanent mold casting, high pressure die casting, low pressure die casting, ect. |
| Additional machining | turning , milling, drilling, grinding, threading, CNC machining, etc. |
| Surface treatment | sand blasting, shot/ bead blasting, polishing, plating, acid treatment, anodizing, painting, powder coating,passivating,electropolishing ect. |
| Tolerance | profile dimension +/-0.02mm, hole diameter +/-0.005mm. |
| Application | Industrial machinery parts, Marine hardwares, Pipe Fitting Parts, Textile machinery parts, Sport facility parts, Pneumatic tools parts, Fluid equipment parts, Copper alloy parts, Food machinery parts, Auto parts, Elevator Parts, Air compressor Parts, Electric machine & hardware fittings, Mining & earthmoving machinery accessories, pump body and valve |






 Complaint
Complaint