Description
Vehicle Automatic Fire Protection System
Background:
Engine compartments of mining machinery vehicles are more tendency to catch fire than other enclosures due to the following: short circuit, engine
wear, hot surfaces, reduced durability of materials, use of plastics, encapsulation of the engine, oil, and debris. It is not
surprising that more than 70% of all vehicle fires occur in the engine compartment. Since mining vehicles are used for mining industry, the fire protection of mining vehicles should be top priority of every mining vehicle operator or manufacturer.
1. PRODUCT DESCRIPTION
The automatic mining machine fire system consists of a tank cylinder, a solenoid valve with pressure gauge, discharge tube, fire alarm, control panel and thermal detection cord.
The tank could be filled with Water, AFFF3% Foam, FM200, or Dry Powder agent, and is filled with an appropriate amount of driving gas nitrogen.
The systems with different agent are with different discharge tube and nozzles.1). Product Features.* Fast detection and high efficiency
* Rechargeable
* Adapted to harsh environments
* Lightweight, not burdensome to equipment
* Simple installation and maintenance
* Suitable for heavy duty mining machine
* Comtrol panel shows real-time temperature
* Available in many agents: foam, novec1230, water mist, dry powder, FM200,etc
2). Product Specification.| CAPACITY | 6L, 9L, 12L, 18L, 20L, 25L, 50L-FOAM (18L for 4CBM Engine Room)
6kg, 9kg, 12kg, 18kg, 25kg, 50kg---Dry Powder (9kg for 4CBM Engine Room) |
| NECK THREAD OF CYLINDER | M30*1.5 |
| MATERIAL | Steel red painting Or Stainless Steel 304 |
| VALVE THREAD | M30*1.5 |
| ACTIVATION TEMPERATURE | 140ºC |
| SERVICE TEMPERATURE | -30ºC ~ +60ºC |
| WORKING PRESSURE | 14Bar |
| TEST PRESSURE | 27Bar |
| DISCHARGE PIPE | Dia.16mm, Stainless Steel |
| ACTIVATION TIME | <8s |
2. PRODUCT DETAILS
1). Product Activated Principle
Inside the Pneumatic valve there is a piston, it divide the valve cavity to 2 parts. The upper cavity connect to detection tube, the lower cavity connect to bottle. The pressure of the 2 side of the piston is same. During the fire, Once the detection tube detected fire and ruptured one hole to release the pressure. Then the pressure of 2 side of the piston happen different, the piston was moved to up, and the outlet port of the valve was opened, and agent was discharged from the pipe and nozzles. At the same time, the pressure switch send final to fire alarm, the fire alarm was activated. On the control panel, there is a manual button and test button, reset button. In emergency Pushing the manual button can activate the fire system too.
2). Drawing for reference3. DIAGRAM OF R107 SYSTEMS FOR DETECTION TUBE MODEL
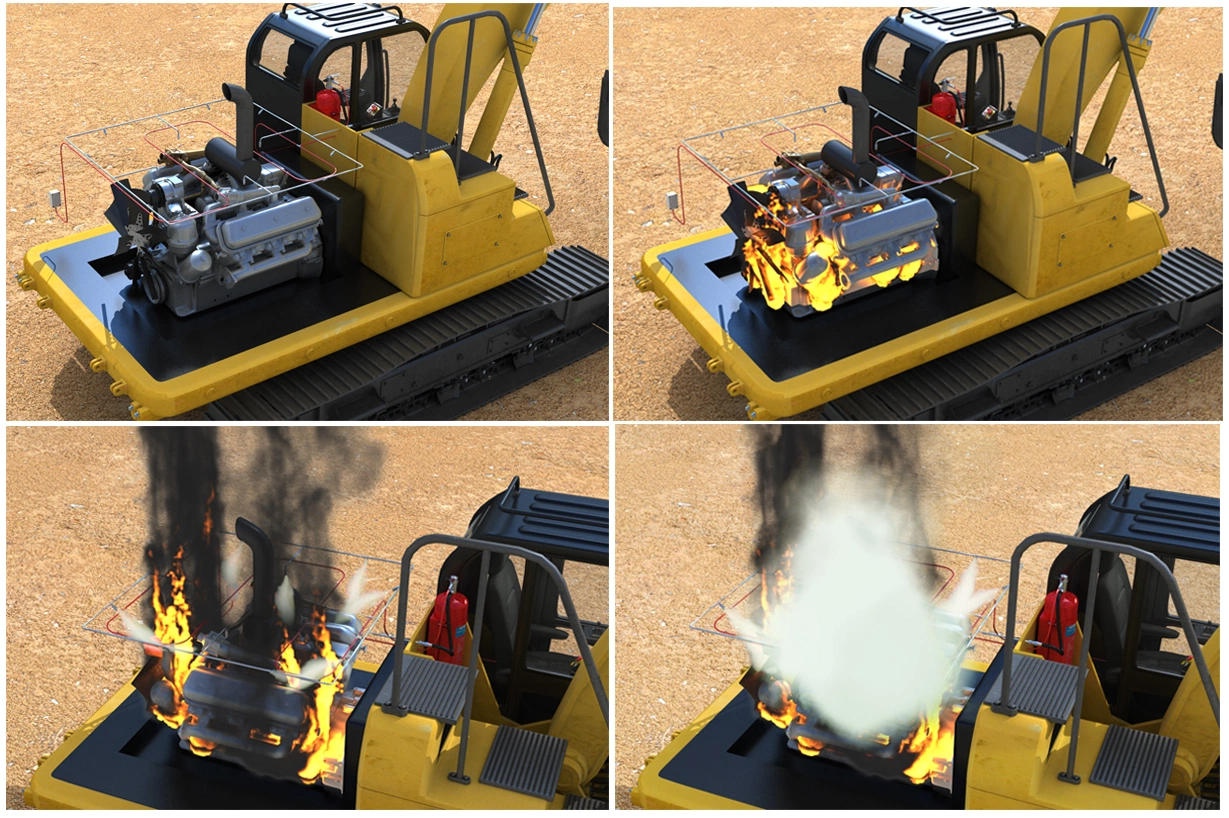
Step1:
Detection Tube ruptures to hole when temperature reach 140ºC, and release pressure through the hole.(Or pushing the manual button
of detection tube,pressure releasing from themanual button.)Step2:
The resulting drop in pressure causes the head valve to be activated. At the same time the fire arlar was activated.
Valve was opened and agent was discharged through the discharge tubing to the nozzles.
Step3:
Agent covering the area and suppressing the fire quickly and thoroughly.
This system is totally automatic and is totally independent of electricity.
According to the size of the mechanical engine, we may use 2sets, 3sets or more sets of 9L/12L to protect them.
The capacity of vehicle fire system should be calculated by the engine compartment space.
7. ABOUT PACKING
Not only used in Mining Machines:
САТ-773, САТ-777,Cat MT5300 mining truck, D6 CAT Dozer, Caterpillar-992, Caterpillar-994,
KOMATSU DUMP TRUCK 785/465, Komatsu PC2000-8 Hydraulic Excavator...but also could be used for All Vehicles





 Complaint
Complaint














