

 Complaint
Complaint

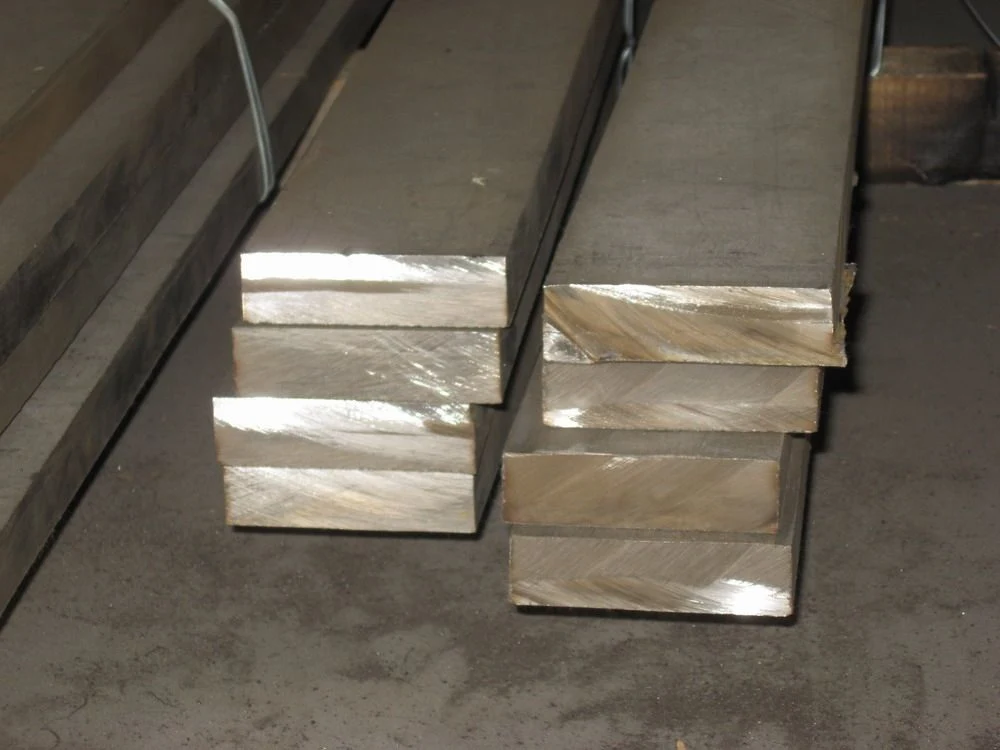
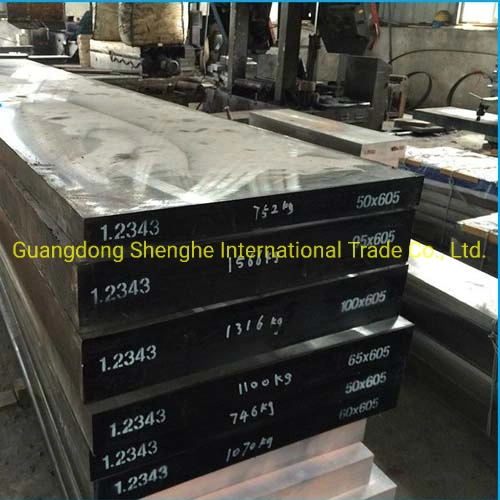
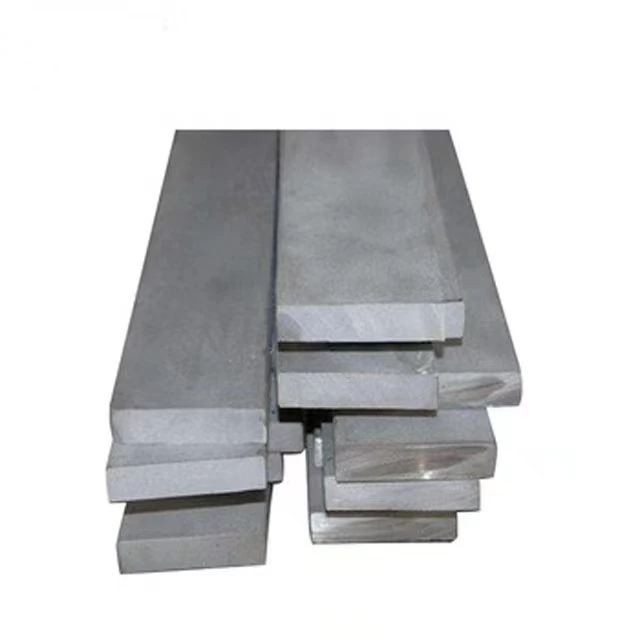
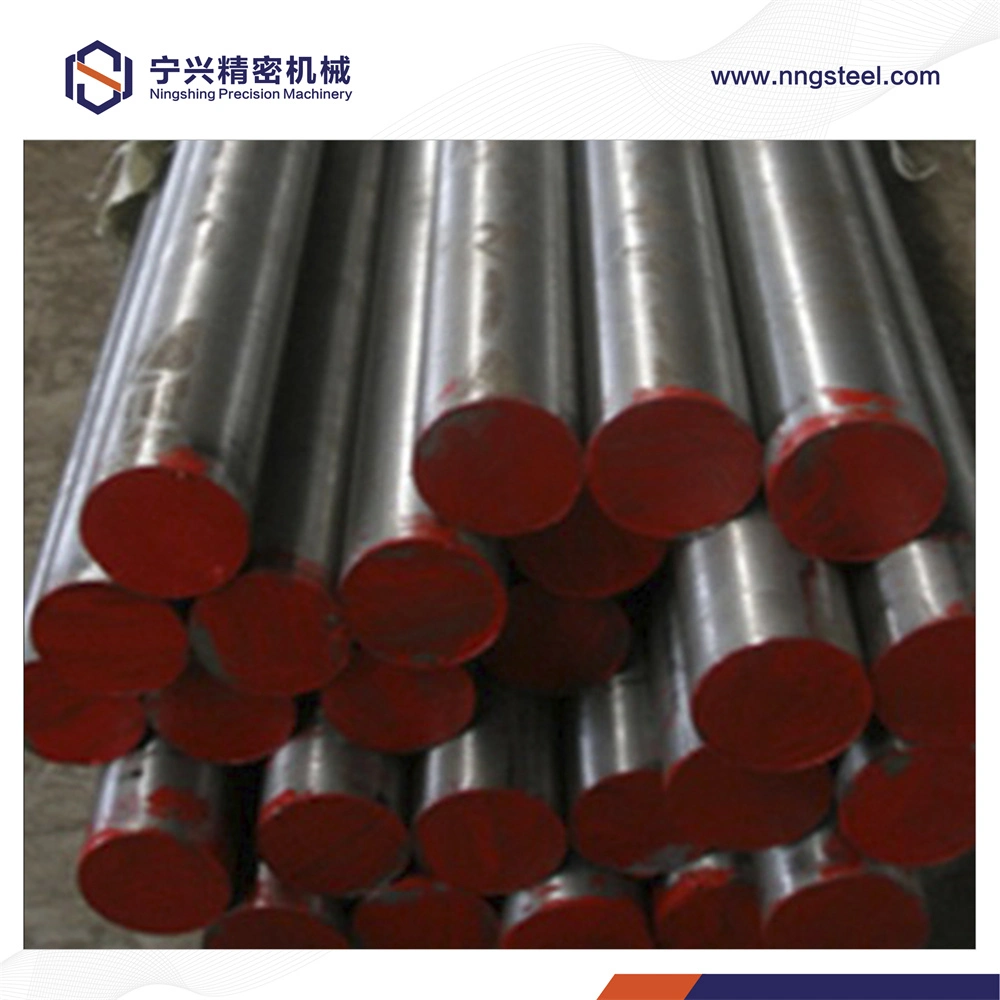
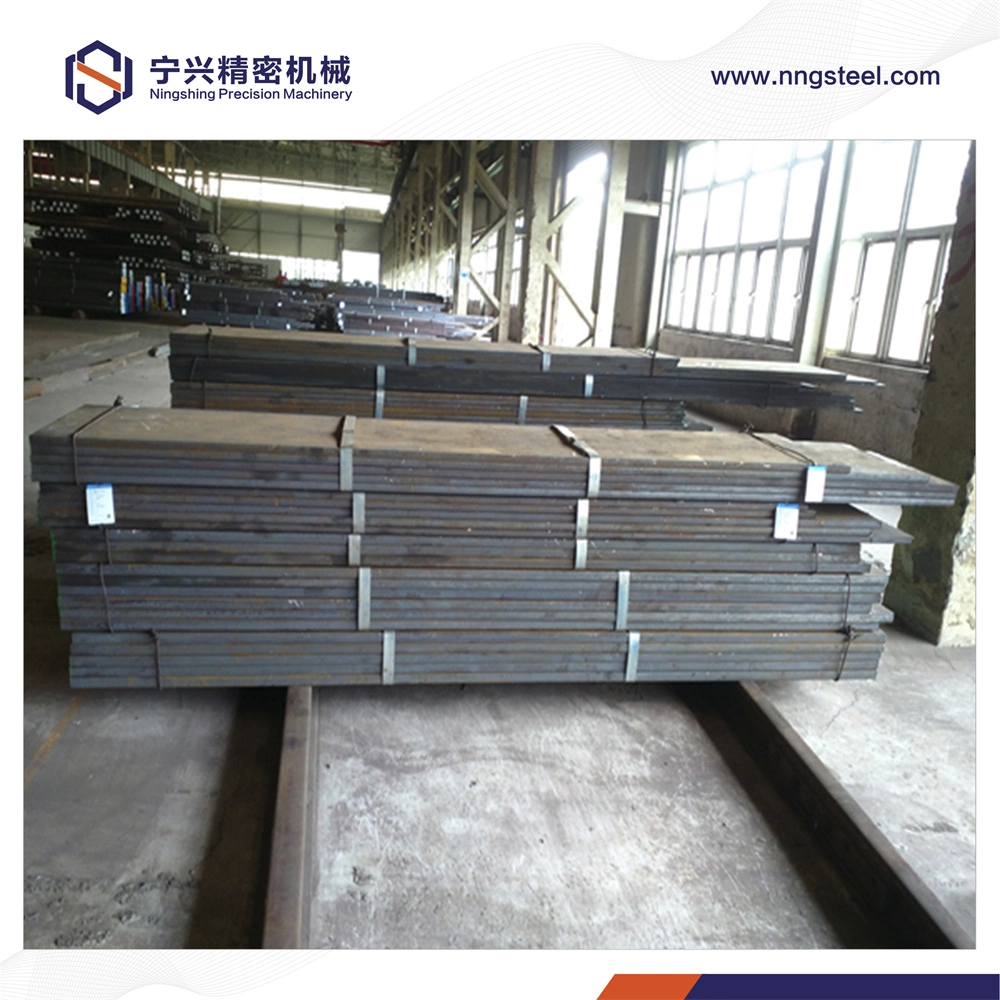
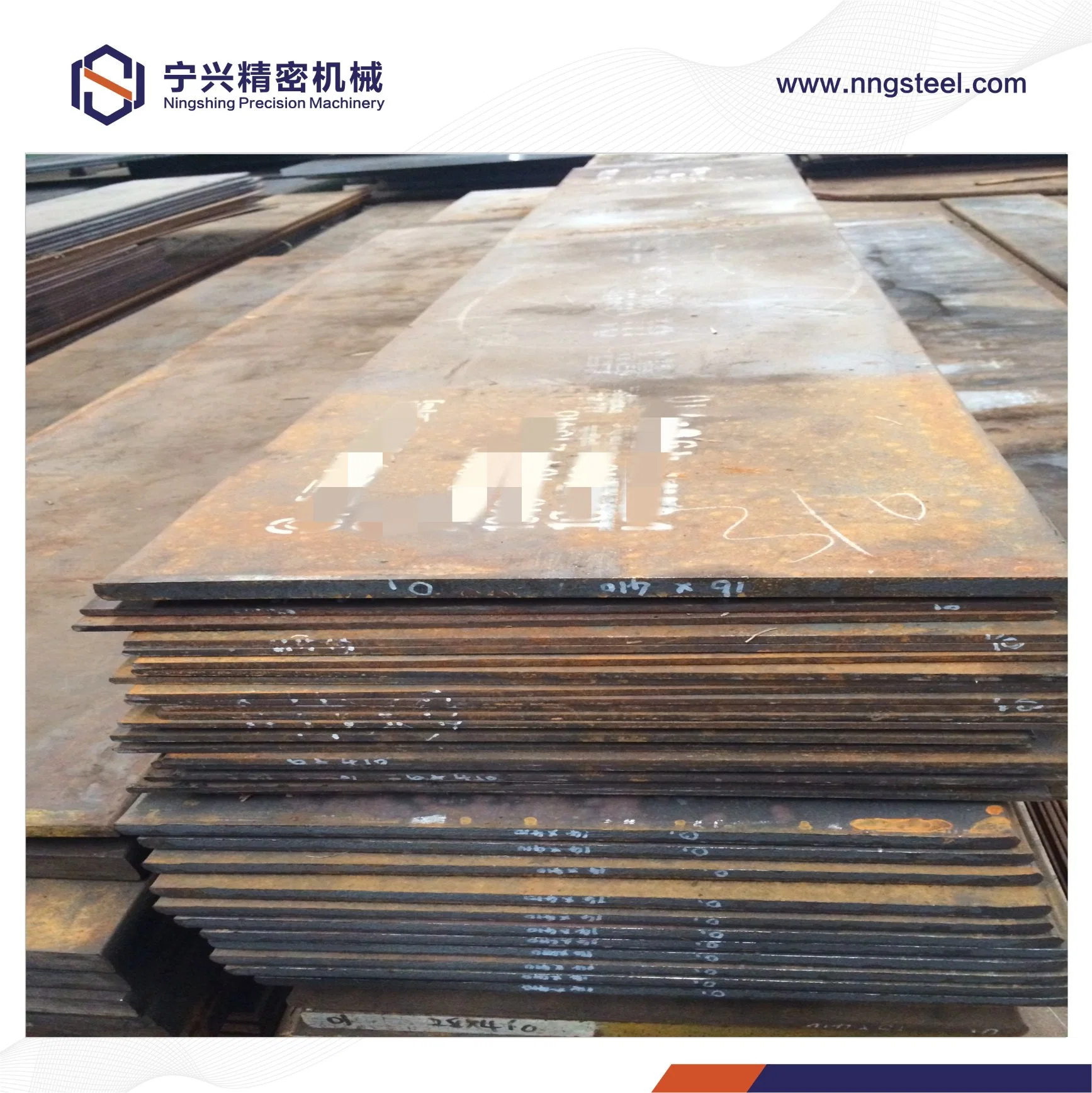
Cold work tool steel 9 CrWMn/1.2510/SKS3/O1 Hot Rolled/Forged Steel Flat Bar/Machined/Grinded /Steel Block
Ningshing Precision Machinery began in 1992. We devote oneself to providing One-Stop Solutions to our customers on Tool Steel, Die Steel, Alloy Steel, Mold Base, Machining Parts, CNC Machine.
Tool Steel | DIN 1.2510 | GB 9CrWMn| AISI O1 | SKS3
Dimensions
| Steel Grade | C | Si | Mn | P | S | Cr | W | V |
| 1.2510 | 0.90-1.05 | 0.15-0.35 | 1.00-1.20 | ≤ 0.030 | ≤ 0.030 | 0.50-0.70 | 0.50-0.70 | 0.05-0.15 |
| O1 | 0.85-1.00 | 0.10-0.50 | 1.00-1.40 | ≤ 0.030 | ≤ 0.030 | 0.40-0.70 | 0.40-0.60 | ≤ 0.30 |
| SKS3 | 0.90-1.00 | ≤ 0.35 | 0.90-1.20 | ≤ 0.030 | ≤ 0.030 | 0.50-1.00 | 0.50-1.00 | -- |
Characteristics
1. 9CrWMn is low-alloy cold work tool steel
2. With certain hardenability and abrasion resistance,homogenous and small-particle carbides
Heat Treatment
Annealing
The recommended annealing practice is to use controlled-atmosphere furnaces. If these are not available, pack-anneal in an inert material. For a quick annealing cycle to develop fair machining properties, heat slowly to 1375 to 1425°F. and cool slowly in the furnace. To develop the lowest hardness and best spheroidization for optimum machinability, heat slowly to 1450°F. and furnace cool at 20 degrees per hour to 900°F. The piece may then be removed from the furnace and cooled in air. Hardness after this cycle will be Brinell 202 max.
Stress relieving
When desirable to relieve the strains of machining, heat slowly to 1050°-1250°F, allow to equalize, and then cool in still air (Strain Relieving).The recommended annealing practice is to use controlled-atmosphere furnaces. If these are not available, pack-anneal in an inert material. For a quick annealing cycle to develop fair machining properties, heat slowly to 1375 to 1425°F. and cool slowly in the furnace. To develop the lowest hardness and best spheroidization for optimum machinability, heat slowly to 1450°F. and furnace cool at 20 degrees per hour to 900°F. The piece may then be removed from the furnace and cooled in air. Hardness after this cycle will be Brinell 202 max.
Hardening
After thorough prhe hardening furnace, operating from 1450°-1500°F, depending on the size of the part.Warm slightly before charging into the preheat furnace, which should be operating at about 1100°-1200°F.
Tempering
O1 is generally tempered in the range of 300°-600°F. Tempering temperatures and resulting Rockwell C hardness, based on a 1 inch round samples oil quenched from 1475°F and tempered for 2 hours, are as follows:
Tempering Temperature °F | Rockwell °C |
| 300 | 65 |
| 350 | 63 |
| 400 | 62.5 |
| 450 | 61 |
| 500 | 60 |
| 600 | 57 |
View more products, you can click product key words.
| Main Products | ||
| Steel Flat | Steel Plate | Die Steel |
| Plastic Mold Steel | Alloy Steel | Pre-machined Flat |
| Die Casting Die | Mold Base | Aluminum Die |